井下大型钢丝绳芯带式输送机胶带叠放安装技术
2018-05-03范强
范强
摘要:本文根据南梁煤矿3-1煤胶带大巷当时施工情况,在3-1煤胶带大巷中采取胶带叠放的方案安装钢丝绳芯带式输送机。笔者根据工作实际,对其安装方案和施工方法进行了探讨,以供同行交流与借鉴。
Abstract: According to the construction condition of the 3-1 coal tape lane of Nanliang Coal Mine at that time, the steel wire rope belt conveyor was installed in the 3-1 coal belt laneway by the belt stacking scheme. According to the actual work, the author discussed the installation scheme and construction method for exchange and reference.
关键词:带式输送机;安装;叠放;硫化
Key words: belt conveyor;installation;stacking;vulcanization
中图分类号:TD528 文献标识码:A 文章编号:1006-4311(2018)13-0174-02
0 引言
带式输送机安装的常规顺序:卸载装置、驱动装置、拉紧装置、机尾、中间架,最后展放并硫化胶带,其中,展放及硫化胶带要占三分之一的时间。但是,在生产期间安装输送机,有时,在巷道内有用于生产的临时带式输送机,如果停产,拆除临时输送机,直接安装,影响生产的时间会很长,为此采取胶带叠放技术来解决这一难题。即在停产前,先硫化胶带,叠放到空余场地,在临时设施拆除后,中间架安装完后,随即整体展放胶带,可以缩短停产时间。现以南梁煤矿3﹣1煤胶带大巷1.2m宽,ST/S1600钢丝绳芯带式输送机安装为例详细阐述该技术的应用。
1 工程概况
南梁煤矿3-1煤胶带大巷,设计长度1975.992m,现掘进长度1850m,因巷道掘进工程未完工,所以此次安装长度为1700m。巷道坡度大致分三段:第一段为平巷,约130m,即卸载位置至第一个变坡点;第二段为下山,约270m,即第一个变坡点至400m,其中130米至210m为16°坡,210m至400m由16°坡变平巷;第三段为平巷,约1300m,即400m至机尾。在巷道400m后,有一条1100m长,1m宽,临时带式输送机用于生产出矸。
2 安装方案
根据生产情況,为了缩短停产时间,决定安装分两个阶段进行:即停产前和停产后。停产前,先施工卸载向后400m及机尾向前200m;停产后,矿方拆除临时输送机,并清理干净巷道后,施工中间段。具体如下:
2.1 停产前的工作
安装卸载滚筒、驱动、张紧装置、中间架从卸载向后安装400m,展放及硫化机头处胶带800m;安装机尾滚筒,从机尾向前安装中间架200m,在机尾硫化2600m胶带,分上下两部分叠放在机尾后边100m巷道内。其它中间架等构配件运输并摆放到位。
2.2 停产后工作
安装中间架1100m,展放在机尾叠放的上下2600m胶带至机头向下400m位置处,硫化2个接头封口。
3 具体施工工序及方法
3.1 构件运输
各构件使用防爆胶轮车从副斜井经联巷运输至胶带大巷安装现场,根据构配件安装位置,选择相应位置卸车摆放。
3.2 驱动、卸载装置安装
安装机头驱动装置前,先布置垫铁,用水平仪粗找平垫铁(11#矿用工字钢),将地脚螺栓放入地脚螺栓孔内,将已解体的驱动滚筒架的两个三角支架,用5t倒链分别吊起,放置在垫铁上并将倒链锁住,然后将三角支架用槽钢连接;驱动滚筒架组装完成后,使用2台5t倒链将驱动滚筒平衡吊起安装在驱动装置架上。利用水准仪,根据皮带机驱动十字中心线找平找正滚筒。
滚筒安装好后,将电机、减速机底座吊运至垫铁上,粗调整后,将电机、减速机分别吊运至底座上。根据滚筒轴向中心线及联轴器端面间隙找正减速机,根据减速机输入轴轴向中心线及联轴器端面间隙找正电机。
检验各安装尺寸准确无误后,进行地脚螺栓二次灌浆。
用同样的方法安装卸载滚筒架,安装卸载滚筒时使用2台5t倒链将卸载滚筒吊起,安装在卸载架上(倒链不能拆除),并在卸载滚筒架下方使用方木支撑,二次灌浆强度达到要求后方可拆除倒链及方木。
3.3 张紧装置安装及调试
轨道铺设时要求平、稳、直。轨道底部放置枕木,根据输送机纵向中心线和标高,使用水平管进行找平找正后,进行二次灌浆。张紧小绞车安装之前先布置垫铁,用水平仪粗找平垫铁,将地脚螺栓放入地脚螺栓孔内,使用倒链将小绞车就位,根据图纸要求进行找平找正,安装地脚螺栓并进行二次灌浆。
3.4 机尾部安装
机尾滚筒及支架是分体运到井下的。先将地脚螺栓放入地脚螺栓孔内,布置好垫铁后,用倒链将支架吊装就位并穿好地脚螺栓,最后用倒链将滚筒与支架组装好,用水平仪进行找平找正,二次灌浆。
3.5 中间架安装
在停产前,先安装机头后400m和机位前200m;停产后,安装中间1100m。将中间架支腿及纵梁连接好(连接10架左右),然后每组纵梁上安装两个上托架。安装好后调整支腿横向中点与输送机纵向中心线重合,用临时支架将纵梁支稳并用木楔抄平,确定地脚螺栓位置后,用风镐挖好中间架支腿地脚螺栓孔,装好地脚螺栓,支好模型板并灌浆。
3.6 胶带展放及硫化
此次选用ST/S1600钢丝绳芯胶带,每卷200m,重约8t。分两个阶段施工,停产前将机头部分800m胶带展放并硫化,其余2600m上、下胶带分别硫化并叠放在机尾后边100m巷道内;停产后,中间架安装完成后,整体展放叠在机尾的2600m胶带。
3.6.1 准备工作
①准备同型号对讲机四部(机头一部,两台回柱绞车处各一部,机尾调度绞车一部);在悬挂胶带位置顶板打设Φ22×2600mm锚杆8根,并进行拉拔力试验(拉力数值不得小于15t);准备长度为2m、直径为Φ75mm的圆钢一根。
②在卸载装置向后120m处(1#回柱绞车)和400m处(2#回柱绞车),各布置一部JSDB-25(牵引力,快速:42kN;慢速:320kN)双速多用回柱绞车,配2000m,Φ24.5mm钢丝绳,用于牵引胶带,在机尾后100处安装一部JD--25kW调度绞车,用于牵引400m处回柱绞车钢丝绳。
③暂定硫化位置3个,1#回柱绞车处为A硫化位置,机尾向后100米处为B硫化位置,2#回柱绞车处为C硫化位置。
3.6.2 机头处胶带的展放及硫化
机头400m部分胶带展放共计800m,4卷,每卷胶带两个头,机尾方向为单号头,4卷胶带头依次排序为1#、2#、3#、4#、5#、6#、7#、8#。在1#回柱絞车处用两台10吨手拉葫芦吊起胶带,将胶带头放到下托辊上,第一卷胶带利用自重向机尾方向缓慢展放,2#胶带头放在A硫化位置,与第二卷3#胶带头硫化。继续向下展放,超出部分叠放在机头向下400m处,4#皮带头放在A硫化位置。
将1#回柱绞车牵引钢丝绳,按照胶带缠绕方向绕过卸载滚筒及驱动滚筒与第三卷胶带牵引头连接,控制胶带展放速度,使5#胶带头放在A硫化位置与4#胶带头硫化。第四卷(上胶带)7#胶带头放置在上托辊架上,利用自重向机尾方向展放,将8#胶带头放在A硫化位置上,利用1#回柱绞车将第三卷6#胶带头拉至A硫化位置,最后将8#胶带头与6#胶带头硫化。机头部分800m胶带展放完毕。
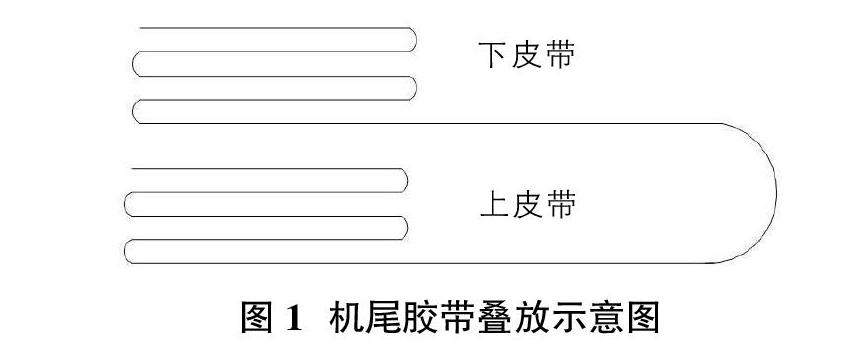
3.6.3 机尾处2600m胶带的硫化及叠放
展放、硫化、叠放机尾2600m胶带带时,先展放、硫化上胶带。将第一卷胶带的一个头拉至机尾,然后用25kW调度绞车,将2#回柱车牵引绳拉回至胶带吊挂点,用防滑卡将胶带卡紧并用卸扣与牵引绳连接。启动回柱绞车将剩余皮带展开,将胶带头(长度应满足硫化)放在硫化器上,将第二卷胶带用倒链吊起并把胶带头拉出准备硫化。
第一个硫化接头做好后,用胶带防滑卡将胶带卡住并用卸扣、绳套与回柱绞车牵引绳连接,启动回柱绞车将胶带展开80m,用25kW调度绞车将回柱车牵引绳拉回至胶带吊挂点,往复拉胶带直至皮带头可以硫化。上胶带硫化、叠放完后用同样的方法硫化、叠放下胶带。
上、下胶带分别硫化好后,将硫化机移至机尾处,将上胶带第一个头与下胶带第一个头硫化好。
3.6.4 机尾部分叠放的胶带展放及硫化
停产后,安装完剩余的1100m中间架后,将2#回柱绞车钢丝绳从下托辊上穿过与机尾叠放的下胶带牵引头连接,利用2#回柱绞车将叠放的下胶带拉至C硫化位置,与机头部分1#胶带头硫化;将2#回柱绞车牵引绳拉至机尾叠放的上胶带头位置,连接好后将叠放的上胶带拉至C硫化位置,与机头部分7#胶带头硫化,机尾部分叠放的胶带展放完毕。
3.6.5 输送机试运转
皮带的空负荷及重负荷试运转按规范要求,空负荷试车4小时,负荷试车8小时。
4 结束语
实践证明,采用上述施工方案进行钢丝绳芯带式输送机安装,缩短了停产时间,保证了矿井生产。而且在施工期间,未发生任何工伤事故,安装质量达到全优标准,一次验收成功,在现场有较强的实用价值。
参考文献:
[1]李利,王瑞,党栋.带式输送机的技术现状及发展趋势[J]. 橡胶工业,2015(02).
[2]刘晓杰.塔山矿主井皮带输送机胶带更换技术应用研究[J]. 煤矿现代化,2016(05).
[3]张伟军,张启平,赵青海.浅谈斜巷胶带安装施工工艺[A]. 矿山建设工程技术新进展——2008全国矿山建设学术会议文集(下)[C].2008.
