ZigBee无线数传技术在焊接参数采集与分析中的应用与研究现状
2018-05-03吴小俊黄朝慧
吴小俊,黄朝慧
(重庆工业职业技术学院车辆工程学院,重庆401120)
0 前言
传统的焊接参数监测系统的信号传递主要采用有线通讯如串行总线、现场总线和以太网等方案进行设计[1-3]。焊接现场环境复杂度的差异化较大造成布线困难、扩展性低及成本较高,给有线通信方案带来较大的局限性,近年来无线数据传输技术快速发展,在不同的领域获得了成功应用,如WiFi、Wireless USB、Bluetooth、RFID、ZigBee 等,大多是在2.4 GHz频段下工作,简单对比如表1所示。其中ZigBee无线网络由于时效性强、覆盖区域广、扩展性好和成本低等优点,在焊接设备生产监测领域具有广阔的应用前景。
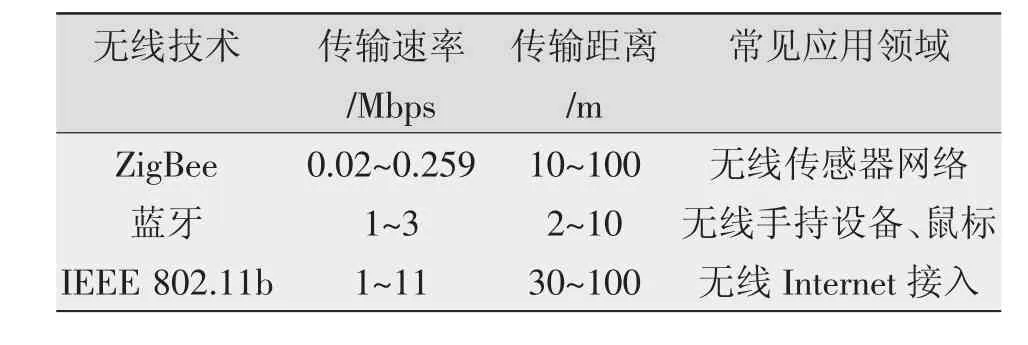
表1 ZigBee、蓝牙及IEEE 802.11b标准对比[4]Table 1 Comparison of ZigBee,Bluetooth and IEEE 802.11b standards[4]
1 Zigbee无线网络的特点
ZigBee技术是在IEEE802 15.4无线标准的基础上开发的无线传感器网络规范,具有协议简单、功耗和成本低、稳定性高及组网方便等特点[5]。ZigBee网络硬件布局包括协调器、路由器和终端设备3大部分,终端设备是一个简单的ZigBee协议节点,只与协调器、路由器通信,实现最基本的数据采集等服务[6-8]。在组网形式上,Zigbee网络有星形、网状和混合3种网络拓扑结构。典型的Zigbee组网方式如图1所示。其中,因星型网络具有容量大、供电容易、传输距离远、成本低、延时短等特点,多应用于焊接现场数据的传输。
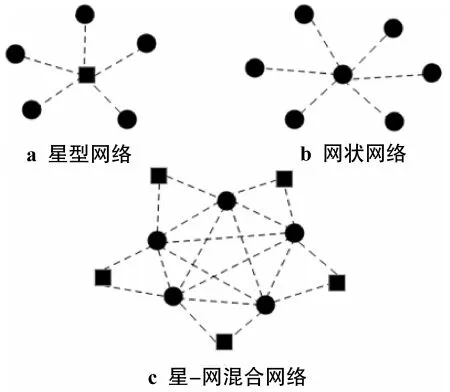
图1 ZigBee组网方式Fig1 ZigBee networking mode
2 ZigBee技术在焊接过程参数采集中的应用
2.1 在电阻焊中的应用
对电阻焊机的线监测引入基于ZigBee技术的无线传感网络,可有效降低焊机网络的事故率,提高产品质量,特别对于大中型制造企业,同时作业的几十甚至数百台电阻焊机均能得到有效监控,使焊机协调工作。因此,针对电阻焊高电流、短时间焊接的特性,对焊接参数的监控显得尤为重要。
张辉等人设计的电阻焊机网络监控系统将电阻焊机作为终端节点,电阻焊机和主机组成协调器节点,采用星形拓扑结构组成ZigBee网络,终端节点的主芯片采用ATMEGA16单片机,RF设备采用TI公司的CC2430芯片,协调器节点控制芯片采用TMS320F2812,并外接GPRS模块。在焊机组群中选一台作为路由器及协调器,其余为终端设备,终端设备负责将采集到的焊接次数、焊接时间、焊接电流和焊接预设值等参数通过ZigBee模块发送给负责网络的组建及配置的路由器,通过模糊算法来协调各个焊接终端并通过GPRS发送给上位机显示[9]。而张文清等人设计的基于ZigBee无线网络的悬点焊机监测系统以MSP430F149微控制器和CC2530芯片为核心元件,采用罗氏线圈变送器及外围电路实现焊接电流和点焊次数的检测,开发了基于组态王平台的上位机监测系统软件,通过设计上位机与汇聚节点间的通信协议,当焊机安装高度为2.5m时,其可靠通信距离达到60 m,能有准确即时的实时监测焊接过程参数[10]。
2.2 在弧焊中的应用
将短距离无线通信ZigBee技术应用于二保焊、焊条电弧焊等弧焊过程,使焊接参数传输与控制更加方便,显著提高焊接生产效率和焊接质量,以满足现代焊接技术的需要。程忠诚设计的CO2气保焊机利用基于ZigBee的CC2530模块为基础硬件电路和软件程序,该系统有两块CC2530模块,一块向远程端采集和显示焊接参数信号,另一块在焊机内实时传送焊接参数并将接收到的给定焊接参数信号通过串口传送给主单片机LM4F232实现输出控制,以实现焊条电弧焊和气体保护焊不同的外特性功能切换,相比于传统CO2气保焊机,具有设备成本低、焊机输出波形准确控制、兼顾焊条电弧焊等优点[11]。
同样,药芯焊丝CO2焊在我国船舶焊接中大量应用,其焊接过程的稳定性评价与监控具有重要意义。朱俊杰搭建的药芯焊丝CO2焊远程监测系统,采用对φ1.4mm药芯焊丝进行焊接,通过提取评价其焊接过程稳定性的量化指标,如短路过渡频率、熄弧频率和瞬时短路频率,采用霍尔电流和电压传感器及模数信号转换元件送入单片机Atmega8进行信号处理,ZigBee无线通信模块再将这些特征信号传输至现场服务器,供局域网设备随时查询,因为Zigbee网络容量大且扩展性好,非常适合群组化焊机的焊接过程稳定性实时监测[12-13]。
锅炉焊接急需现场质量监控的网络化,包括电压、电流、预热温度和层间温度等参数直接影响焊缝质量。凌志浩等人将ZigBee技术应用于锅炉焊接的质量监控,焊接参数的收集和转发工作由ZigBee模块完成,上位机进行复杂的数据处理等功能,在两者之间用ModBus这一工业协议作为接口,现场采集焊接电压、电流、层间温度等4路模拟信号和RS-232数字信号,成功搭建ZigBee网络[14]。
此外,钟剑文[15]对焊接过程中多路不共地信号,采用电流传感器、电压传感器、流量传感器、旋转式编码器来获取焊接电流、电压、气体流量和送丝速度信号,设计基于ZigBee的ZS05通讯模块和信号隔离采集电路来实现参数采集与无线网络,如图2所示,通过LabVIEW虚拟仪器与Access数据库完成焊接过程参数的保存,该系统的抗干扰能力良好。谢文静等人[16]开发了基于虚拟仪器的焊接参数远程监测系统,选用MySQL数据库平台和DataSocket数据交换编程接口实现远程监测,通过相关数据库的创建和整合来远程访问企业局域网。
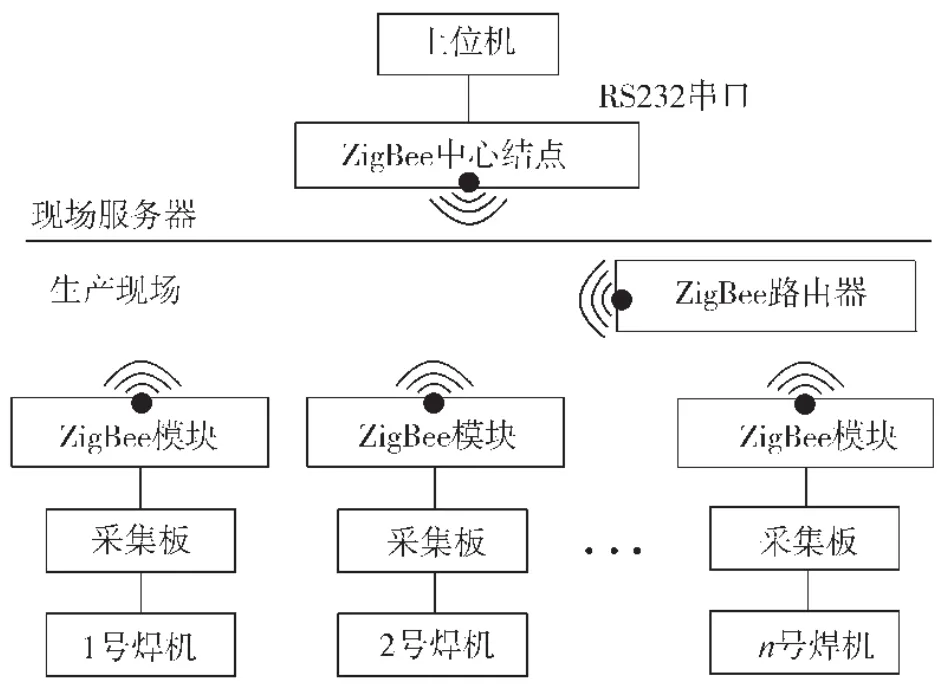
图2 基于ZigBee的焊接设备管理网络Fig.2 Welding equipment management network based on ZigBee
3 ZigBee技术在焊接环境监测中的应用
随着工业生产规模的日益增大,气体原料和废气排放不断增多,尤其是在化工、石油、汽车制造等领域,空气环境监测已经成为企业关注的问题[17],对焊接现场环境提出更高的要求,焊接车间排放使空气中CO和碳氢化合物等有害物质增加[18],基于ZigBee的焊接车间环境监测有效解决了有线监测的布线和维护困难等问题,实现了对焊接车间温度、湿度及多种有毒气体的实时和远程监控,还能够应用于采矿、电力和油田等工业环境的监测。
此外,基于ZigBee的焊接车间环境监测还可通过Internet连接到远程监控中心[19],基于ZigBee技术的CC2430采集模块系统完成网络的自动建立,从各类环境传感器采集和传输焊接车间环境数据,如温湿度采集选用SHT11、一氧化碳(CO)、硫化氢(H2S)、氧气(O2)和甲烷(CH4)等气体浓度采集选用电化学型气体传感器,二氧化硫(SO2、甲醛(CH2O)、苯(C6H6)和 氨(NH3)等气体浓度采集选用电位电解式气体传感器,使用网络控制器芯片CS8900A实现与以太网连接,建立监测数据库,最终实现对采集的环境数据的查询和管理。
高祥等人设计的无线网络的环境监控系统,能动态感知焊接车间的烟尘、O3、CO、CO2、氧化物等各类有害气体,并将多个感知节点的数据整合后,通过GPRS通信网络远距离传输到管理节点,并根据监测结果进行控制通风设施[20]。感知节点以CC2530为基础,将采集数据传输到汇聚节点,其功能结构如图3所示,汇聚节点将感知节点采集到的数据整合处理后,通过GPRS通信模块实现跨平台的远距离无线传输。王春等人设计的基于ZigBee的焊接环境有毒气体监测系统采用Accsee2003数据库在本地进行管理和汇集,能够实时显示和查询数据及打印数据[21]。
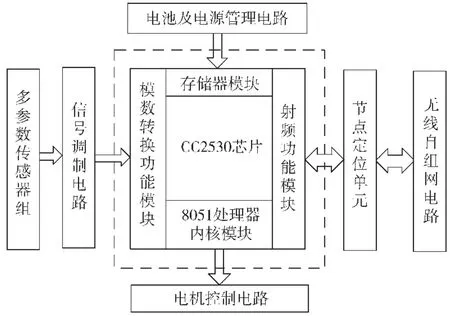
图3 感知节点功能设计Fig.3 Function of sensor node design
陶跃珍等人利用ZigBee无线技术实现的焊接温度场测量方法,可以有效避免焊接温度场的随意性较大和布线困难的问题,其测量终端温度传感器采用K型镍铬-镍铝热电偶,以CC2430为基础的ZigBee射频模块将温度信息无线传输到协调器,再通过协调器的RS232串口与监控上位机连接,软件平台采用力控组态软件实现人机交互、报警、存储、显示等功能,并利用反馈信号来调整焊接电流,形成完整的焊接温度闭环控制系统[22]。
4 ZigBee技术结合其他通信协议在焊接过程分析中的应用
在ZigBee无线链路的基础上继续使用GPRS移动数据业务、CAN总线协议、Ethernet以太网络等其他通信协议的方案,对采集到的数据进一步远距离、分布式传发,弥补ZigBee无线网络短距离传输的缺点,将焊接参数送入广域网,实现分布共享和大面积监控目的。
狄巨星等人[23]针对多焊机同时作业时布线复杂、成本高的问题设计的无线传感器网络节点集成了CC2431芯片、无线通信模块、采集传感器模块、节点电源模块,利用基于ARM11内核的S3C6410微处理器嵌入式网关,连接GPRS模块和串口,实现TCP/IP与ZigBee的数据传递,将无线网络和有线网络有效融合,进一步提高焊接生产的可扩展性。
除了GPRS移动数据网络,ZigBee和以太网的融合使焊接参数无线传递更快捷。结合ZigBee和以太网各自的特点,李从宏等人[24]设计了基于Zigbee和以太网技术的多点焊接参数检测系统,对焊接电流电压、送丝速度和焊接时间等参数进行测量,系统框架如图4所示,无线传感网络基于CC2530模块,路由节点负责数据的采集和通信,协调器和以太网模块组成的数据网关负责无线传感网的网络管理以及路由器之间的通信,实现了焊接数据网络的远程快速传输。
田永强等人[25]扩展了基于ZigBee技术的数字化焊机系统的CAN接口,其无线通信模块采用CC2530为基础,将数字化焊机的控制遥控器与上位机的通信升级为无线方式,通讯传输数据时在CAN接口与ZigBee接口之间设计数据收发缓存队列来解决CAN通信速率和ZigBee通信速率较大的传输速度差异。该方式将焊机、遥控器和上位机之间利用ZigBee无线连接,大大方便了焊接移动性作业。王春等人[26]针对多台焊机同时工作时信号容易干扰,提出了基于ZigBee和CAN总线的多焊机群控设计。该设计由终端节点、协调器节点和监控中心组成,终端节点以CC2430芯片为核心,通过霍尔电流、电压传感器采集焊接电流电压信号,将放大、滤波后的数据经过ZigBee无线网络传输给协调器,协调器节点以STC89C52单片机为核心,包括高速光电耦合器6N137等部分,汇聚信息后再通过CAN总线传输给监控中心,完成实时显示、报警、查询等功能,增强各节点之间通信的可靠性和稳定性。
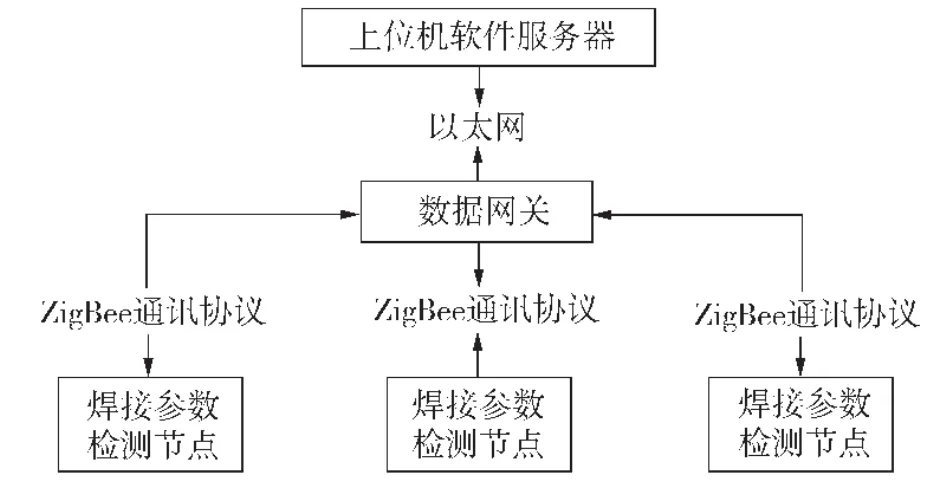
图4 系统框架Fig4 System framework
5 结论
ZigBee无线传感器网络技术因具有功耗、成本低,可靠性高及组网容易等特点,在船舶、锅炉等行业的焊接生产车间实时参数采集与分析中得到有效研究和应用,广泛应用于电阻焊、弧焊等常见焊接方法中,能够有效、准确地对焊接参数进行实时监测,对焊接车间环境的温湿度、有毒气体等实现了实时远程监控,满足了企业对绿色生产环境的需求,并为满足不同数据通信技术对环境的适应性,将ZigBee与其他通信技术结合,扩大其应用范围和深度,利用各自优势达到预期的监测效果,在实际焊接车间的监控和管理中能更好地满足要求,具有广阔的应用前景。
参考文献:
[1]周好斌,龙波.基于串口通讯的多台焊机集散控制系统设计[J].石油仪器,2004,18(2):27-30.
[2]陈方玲,孙成祥.焊接数据网络监控系统的开发与应用[J].轨道交通装备与技术,2013,5(9):47-49.
[3]王嘉,蔡洪峰,白志范,等.焊装车间点焊设备网络化监测系统[J].计算机应用,2014,34(1):323-326.
[4]王小强,欧阳俊,黄宁淋.ZigBee无线传感器设计与实现[M].北京:化学工业出版社,2014.
[5]Coelho R S,Kostka A,Pinto H,et al.Microstructure and mechanical properties ofmagnesiumalloyAZ31Blaserbeam welds[J].Mater.Sci.Eng.A,2008(485):20-30.
[6]朱斌,唐勇,谭勇,等.基于ZigBee的工控网数据采集传输系统设计[J].化工自动化及仪表,2010,37(4):81-83.
[7]郑凯,赵宏伟,张孝临.基于ZigBee网络的心电监护系统的研究[J].仪器仪表学报,2008,29(9):1908-1911.
[8]滕志军,屈银龙,王中宝,等.基于ZigBee的高压带电体温度在线监测系统[J].电工电能新技术,2011,30(3):80-82.
[9]张辉,郑晓亮,胡业林,等.基于无线传感器网络的电阻焊机网络监控系统[J].煤矿机械,2010,31(12):192-194.
[10]张文清,翁绍捷,赵连杰,等.基于ZigBee的悬挂式点焊机焊接参数监测系统设计[J].热加工工艺,2016,45(5):200-204.
[11]程忠诚.基于技术的单片机控制的CO2气保焊机研究[D].江苏:江苏科技大学,2014:23-25.
[12]朱俊杰,蔡艳,吴毅雄,等.药芯焊丝CO2焊工艺评价及远程监测系统研究[J].热加工工艺,2010,39(23):153-158.
[13]朱俊杰,杨成本,蔡艳,等.基于ZigBee技术的焊接电源群组化监测系统设计[J].电焊机,2011,41(1):24-27.
[14]凌志浩,周怡颋,郑丽国.ZigBee技术在锅炉焊接质量监控系统中的应用[C].Proceedings of the 27th Chinese Control Conference,China,2008.
[15]钟剑文.焊接设备的网络化数据采集与管理[D].四川:西南交通大学,2014:90-92.
[16]谢文静,丁玉明,董佳,等.基于LabVIEW的群组化焊接过程参数远程在线监测系统[J].热加工工艺,2012,41(1):147-150.
[17]陈燕.基于ARM的矿用便携式多气体检测仪的研制[D].陕西:西安科技大学,2013:2-3.
[18]巍康,何立.关于焊接与相关工艺过程中的有害物质[J].电焊机,2004,34(8):18-32.
[19]李会乐.基于Zigbee的焊接车间环境监测系统设计[D].黑龙江:哈尔滨理工大学,2014:76.
[22]高祥,蔡乐才,居锦武,等.基于WSN的焊接环境监控系统[J].电焊机,2014,44(11):79-80.
[21]王春,张良栋,孙祥国,等.基于ZigBee的焊接环境有毒气体监测系统[J].化工自动化及仪表,2011,38(12):1478-1480.
[22]陶跃珍,郭翠霞,李志荣,等.新型焊接温度场监控系统研究[J].电焊机,2013,43(1):44-47.
[23]狄巨星,赵建光,范晶晶.基于无线传感网的多焊机控制系统研究[J].焊接技术,2013,42(8):55-57.
[24]李从宏,汤为民.基于ZigBee和以太网技术的多点焊接参数检测系统设计[J].电焊机,2014,44(10):48-51.
[25]田永强,尚海,李力.基于ZigBee的数字化焊机通信系统设计[J].机械制造文摘-焊接分册,2011(1):44-45.
[26]王春,廖映华,刘高君,等.基于ZigBee和CAN总线的多焊机群控系统设计[J].焊接技术,2012,41(1):34-37.
