仿生树型超高分子量聚乙烯柔性防刺复合材料制备及其透湿性能
2018-05-03钱晓明刘让同张一风
张 恒, 甄 琪, 钱晓明, 刘让同, 张一风
(1. 中原工学院, 河南 郑州 451191; 2. 武汉纺织大学 纺织纤维及制品教育部重点实验室, 湖北 武汉 430073; 3. 浙江金三发非织造布有限公司, 浙江 湖州 313100; 4. 天津工业大学 纺织学院, 天津 300387)
近年来,国内外持刀抢劫类暴力事件和工业安全事故频发,使得针对防刺材料的研究变得尤为重要[1]。超高分子量聚乙烯纤维(UHMWPE)具有高拉伸强度(3.0~3.5 GPa)和低纤维密度(0.97 g/m3)的特性,所制备的机织物、针织物和非织造材料具有柔性和抵抗刀具冲击的特点,在防刺服、防割手套等柔性防刺材料领域有广泛的应用[2]。其中,UHMWPE非织造材料具有快速成型和结构多变的特点,是柔性防刺材料的研究热点。
UHMWPE非织造柔性防刺材料的研究大都围绕制备工艺和防刺性能而展开。有文献表明可用机织布和非织造布交替铺层作为防刺层来满足防刺性能要求,也有研究者采用UHMWPE长丝铺放成网的方式获得长丝结构的UHMWPE非织造材料[3-4],这为UHMWPE非织造复合材料的制备提供了实际案例。
随着防刺服装的普及,人们开始追求其穿着舒适性,因此,柔性防刺材料的薄型化和湿传输特性成为当前研究焦点和新产品的突破点。现有研究表明,非织造柔性防刺材料具有网状多孔结构,而其内部的湿传输性能很大程度上依赖于连续流体在纤维间孔隙内的自由流动[5];因此,对基于舒适性的非织造柔性防刺材料结构的设计可借鉴现有非织造材料的结构设计。

图1 UHMWPE柔性防刺复合材料制备工艺流程Fig.1 Manufacture technology of UHMWPE flexible stab-resistant composite
树型结构作为一种普遍而又特殊的仿生结构,是大多数动植物根据物质传输效率和营养供给要求进化出来的一种优选结构。现有文献表明基于树型结构的纤维材料可在一定程度上调控湿传输特性[6]。Fan等[7]设计了3层结构的机织物来模拟树型结构,并通过纬纱在织物顶层和底层之间连续往复移动,为织物导湿提供厚度方向上的连续通道。刘智等[8]在Fan研究的基础上通过对织物表面进行起绒处理,进一步拓展织物的微细结构层次,在织物表层形成较大的水分蒸发面积来提高水分的传输速度,为研究树型结构非织造材料提供了方向和思路。
国内外学者对UHMWPE非织造材料的防刺性能和基于湿传输特性纤维材料的结构设计取得了显著成果[9],但基于湿传输特性的UHMWPE非织造柔性材料的研究鲜有报道,因此,本文通过针刺-水刺复合技术制备超细纤维层夹持UHMWPE长丝纤维层的非织造柔性防刺材料,并对样品的复合结构和截面形态进行了分析;此外,本文还对制备工艺与透湿性的关系进行了二次方分析。
1 实验部分
1.1 实验材料
UHMWPE长丝(规格为45.23 tex/(180 f),断裂强度为33.98 cN/dtex,断裂伸长率为3.25%,弹性模量为 1 170.3 cN/dtex,北京同益中特种纤维技术开发有限公司);超细纤维层采用聚对苯二甲酸乙二醇酯/聚酰胺6(PET/PA6)中空橘瓣型双组份超细纤维网(回潮率为3.6%,面密度为78 g/m2,平均厚度为0.32 mm,廊坊中纺新元无纺材料有限公司)。
1.2 制备方法
UHMWPE柔性防刺复合材料的制备工艺如图1 所示。
UHMWPE从长丝筒上退绕后送入管式牵伸器内,然后在高速气流的牵伸作用下快速前进,并经快速摆动的摆丝器的分丝铺放作用,均匀分散在先前退卷的PET/PA6中空橘瓣型双组分超细纤维网上,形成杂乱而均匀铺放的UHMWPE长丝纤维网;然后将PET/PA6中空橘瓣型双组分超细纤维网铺放在UHMWPE长丝纤维网上形成3层纤维网叠合结构;将3层叠合结构的纤维层送入针刺机内进行预针刺定型,此后经高压水射流的缠结作用形成树型结构的UHMWPE柔性防刺复合材料。通过改变针刺密度、针刺深度和水射流能量来获得不同结构特征参数的样品共17种,具体参数选择如表1所示。

表1 实验方案及样品的特征参数Tab.1 Experimental scheme and characteristic parameters of samples
1.3 性能测试
UHMWPE柔性防刺复合材料的厚度依据 GB/T 24218.2—2009《纺织品 非织造布试验方法 第2部分:厚度的测定》,采用YG141LA型数字式织物厚度仪(常州第二纺织机械厂)进行测定;样品的结构特征和形态通过TM-3030型台式扫描电子显微镜(日本株式会社日立制作所)进行观察;样品的静态防刺实验采用Instron万能强力仪(美国英斯特朗公司),采用GA 68—2008《警用防刺服》规定的标准刀具测定,刀具穿刺速率为5 mm/min。样品的部分特征参数测试结果列入表1中。
2 结果与讨论
2.1 复合材料的结构形态
图2示出样品的表面和截面电镜照片。可看出:超细纤维层和UHMWPE长丝层在针刺和水刺的复合固结作用下紧密缠结在一起形成上下层致密、中间层疏松的多孔3层复合结构;其中,上下层为致密的PET/RA6中空橘瓣型双组分超细纤维层,中间为UHMWPE长丝层。
从图2中还可清晰地看出超细纤维以纤维簇的形式在厚度方向上穿插于UHMWPE长丝层,形成连接上下超细纤维层的纤维通道。PET/PA6中空橘瓣型双组分超细纤维网具有较高的吸湿回潮性,因此,超细纤维簇的存在为液体快速穿透UHMWPE长丝纤维层提供了可能性。综上分析可知,UHMWPE柔性防刺复合材料在针刺和水刺的冲击作用下紧密缠结成仿生树型结构。另外,UHMWPE长丝纤维大都在水平方向上杂乱分布,这种杂乱分布利于有效抵抗来自未知角度的穿刺[10]。由图2(b)可看出,UHMWPE长丝在针刺、水刺的冲击作用下被带到超细纤维层中,并与超细纤维相互缠结。这种结构可很好地说明UHMWPE长丝与外层的PET/PA6中空橘瓣型纤维之间有较好的结合度。

图2 样品的扫描电镜照片Fig.2 SEM images of samples cross sections(a)and surface(b)
2.2 复合材料的静态穿刺力分析
静态穿刺力是刀具以恒定速度穿过单层防刺材料过程中,防刺材料对刀具所表现出的作用力大小。本文对刀具以恒定速度穿透样品的作用力(载荷)-位移曲线进行分析。图3示出样品2的载荷-位移曲线。
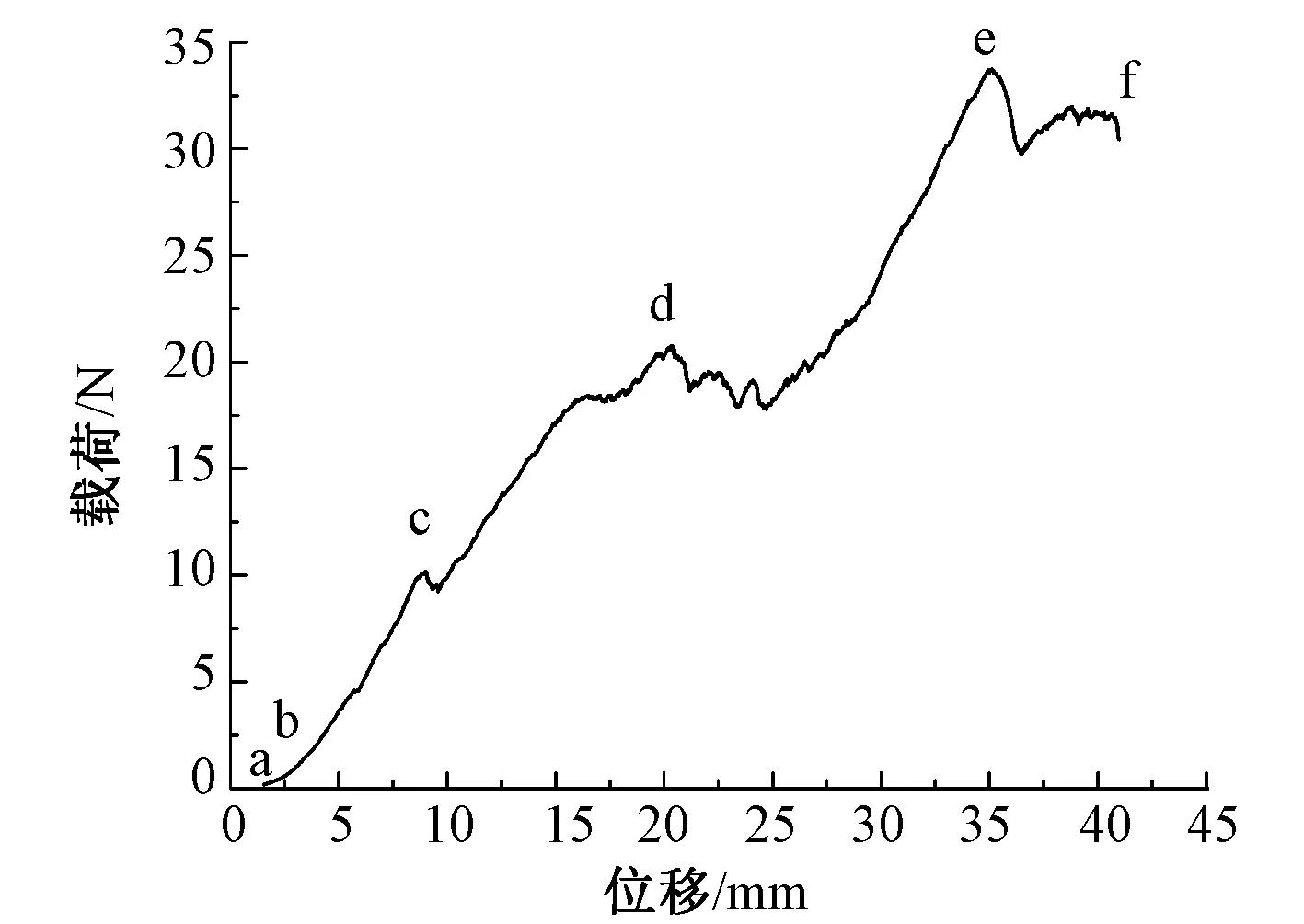
图3 静态穿刺下的载荷-位移曲线Fig.3 Load and displacement curve for static puncture
从图3可看出,载荷随位移的增大呈现阶段性增大趋势,这可能是由材料的仿生树型结构和刀具的形状所决定的。在初始阶段(a~b)载荷随着位移增大而逐渐增大,此阶段锋利的刀尖首先刺入超细纤维层,并切割、压迫超细纤维,因为超细纤维对刀具切割并没有明显的阻隔性,因此,其载荷没有显著增大。此后,随着刀具的深入(b~c),载荷随着位移的增大而显著提高,此阶段UHMWPE纤维包覆在刀具四周,使穿刺阻力增强,曲线斜率快速增加,当刀具穿刺到一定深度时,UHMWPE纤维层变形至最大位置锁住刀尖,穿刺力达到第1个峰值点。UHMWPE纤维随着刀具的深入而相继断裂,载荷出现了短暂的波动。随后UHMWPE纤维对刀具剪切和压缩作用继续随着刀具的深入(c~d)而增强,载荷亦随之增大。当刀具的前端刃口穿透织物后,载荷出现较大的波动并伴随短暂的减小,随着UHMWPE纤维层与刀具接触面积的增大和UHMWPE纤维层的逐渐张紧(d~e),载荷逐渐增大并出现了最大峰值(e)。刀具的刃部穿透UHMWPE层后,由于纤维对刀具的摩擦而呈现载荷随位移上下振荡的现象(e~f)。
表2示出不同针刺深度、针刺密度、水刺能量和面密度样品的平均静态穿刺力及透湿率。可看出,针刺深度、针刺密度、水刺能量和面密度对样品的静态穿刺力都有一定的影响。在针刺深度为5.16~11.17 mm,针刺密度为213.57~395.95 刺/cm2和水刺能量为8 402.61~10 053.12 kJ/kg的范围内,静态穿刺力随着针刺密度、针刺深度和水刺能量的增加而均有不同程度的提高。这主要因为对于仿生树型UHMWPE柔性防刺材料而言,其静态防刺性能主要取决于复合纤维中UHMWPE长丝的含量及纤维间的相互缠结程度;而针刺密度、针刺深度以及水刺能量的增加,使材料内部UHMWPE长丝的相互缠结更加复杂、紧密,从而在降低孔隙率的同时提高了材料对刀具穿透的抵抗能力。另外,面密度的增加使防刺层(UHMWPE长丝层)的厚度增加,从而有效地阻止了刀具的进入,增大了材料抵抗静态刺破力的能力。对比未添加超细纤维层的纯UHMWPE样品可看出,超细纤维层的存在对静态穿刺力影响较小,表现为弱化了材料的抗穿刺能力。综上可知,在提高纤维缠结度的同时有助于提高材料防刺能力。

表2 样品的静态穿刺力及透湿率Tab.2 Static puncture force and moisture permeability
2.3 复合材料透湿性能分析
纤维材料的透湿性是指在纤维材料两侧存在湿度差的条件下,水汽从相对湿度较高的一侧转移到相对湿度较低一侧的能力,在纤维特性不变的情况下,透湿性受纤维材料制备工艺和纤网结构的影响[11]。由图2(a)样品的截面电镜照片可看出,对于仿生树型UHMWPE柔性防刺复合材料,超细纤维在UHMWPE长丝纤维层内的排列主要受针刺的影响,因此,本文针对针刺密度和针刺深度与透湿性能的关系进行了分析。首先,从表2中可看出,针刺密度和针刺深度对样品的透湿率有显著性影响。在其他条件不变的情况下,样品透湿率随针刺密度(213.57~274.37 刺/cm2)的增加,先是略有增加,然后有降低趋势,在针刺密度为 274.37 刺/cm2,透湿率达到1 119.79 g/(m2·24 h);此后透湿率随着针刺密度的增加而略有减小。在针刺密度和面密度不变情况下,透湿率随针刺深度(5.16~11.17 mm)的增加也表现出先增大后减小的趋势,在针刺深度为7.70 mm时,材料的透湿率达到 889.20 g/(m2·24 h)。这主要是因为一定的针刺密度和针刺深度可增加表面超细纤维包覆层在 3层复合材料厚度方向上的贯通性,使得较多的超细纤维簇穿插于UHMWPE长丝层中,形成连续且连接上下超细纤维层的通道,这对于水蒸气的传递具有积极的作用;但随着针刺密度和针刺深度的继续增加,材料整体趋于紧密,UHMWPE长丝层与PET/PA6超细纤维层内部缠结点持续增多,对材料的透湿性能产生消极影响。同时,从表4还可看出,面密度的降低有助于提高材料的透湿性能,这可能是由于面密度的降低使得纤维间的孔隙迂曲度降低,进而降低液湿传输阻力[12]。对比未添加超细纤维层的纯UHMWPE样品可看出,超细纤维层的存在对液湿在材料内的传输速度是具有显著影响(样品15和样品12),超细纤维层可显著提高材料的湿传输能力。
2.4 二次多元回归分析
通过2.3分析可知,仿生树型UHMWPE柔性防刺复合材料的针刺密度和针刺深度对透湿率的影响显著,因此,本文以透湿率为响应指标进行二次多元回归拟合,得到针刺密度和针刺深度对透湿率的二次多项回归方程为:
式中:P为透湿率,g/(m2·24 h);Nd为针刺密度,刺/cm2;d为针刺深度,mm;E为水刺能量,kJ/kg;PA为面密度,g/m2。
回归分析表明,透湿率的二次多项回归方程决定系数R2=0.995 5,说明二次多项回归方程的拟合度和可信度均较高,可用于预测仿生树型UHMWPE柔性防刺复合材料的针刺密度和针刺深度、对透湿率的影响。
图4示出透湿率与仿生树型UHMWPE柔性防刺复合材料的针刺密度和针刺深度的相应曲面图。可看出:透湿率受针刺深度和针刺密度影响,针刺密度在213.57~395.95 刺/cm2的区间内,透湿率呈现先增大后减小的趋势;同时,透湿率在针刺密度在5.16~11.17 mm的区间也表现出相似的变化。这为优化仿生树型UHMWPE柔性防刺复合材料的结构和工艺提供了参考。

图4 针刺深度和针刺密度对透湿率的交互作用Fig.4 Response surface between the moisture permeability and needle density and needle depth
3 结 论
1)利用先针刺后水刺复合技术制备了上下超细纤维层夹持UHMWPE长丝层,进而形成树型结构非织造复合材料;超细纤维以纤维簇的形式存在于UHMWPE长丝层内形成超细纤维通道,这对湿传输具有一定帮助。
2)仿生树型UHMWPE柔性防刺复合材料的静态穿刺力受针刺深度、针刺密度、水刺能量和UHMWPE面密度的影响。同时,静态穿刺力的载荷-位移曲线受到各层材料的结构和刀具形状的影响而呈现多个波峰。
3)针刺密度和针刺深度对样品的透湿率有显著性的影响。在一定范围内,透湿率随着针刺密度(213.57~395.95 刺/cm2)增加呈现先增加后减小的变化趋势,在针刺密度为274.37 刺/cm2,透湿率最高达到1 119 .79.41 g/(m2·24 h)。另外,透湿率也随着针刺深度(3.17~11.17 mm)的增大而表现出先增大后减小的趋势,在针刺深度为 7.70 mm 时材料透湿率达到889.20 g/(m2·24 h)。
4)以样品透湿率为响应指标建立的二次方模型的置信度高,表明模型适用于分析仿生树型UHMWPE柔性防刺复合材料的透湿性能。
FZXB
参考文献:
[1] 甄琪, 钱晓明, 张恒. 柔性防刺材料的研究进展[J]. 上海纺织科技, 2015(1):4-7.
ZHEN Qi, QIAN Xiaoming, ZHANG Heng, et al. Study progress of soft-stab-resistant materials[J]. Shanghai Textile Science & Technology, 2015(1):4-7.
[2] 翁浦莹, 康凌峰, 孔春凤,等. 组合式三维机织复合材料的制备及其抗高速冲击性能[J]. 纺织学报, 2016, 37(3):60-65.
WENG Puying, KANG Lingfeng, KONG Chunfeng, et al. Preparation and high velocity impact performance of combined 3-D woven composite[J]. Journal of Textile Research, 2016, 37(3):60-65.
[3] 吴道正. 柔性复合防刺材料的研制[J]. 合成纤维, 2011, 40(8):32-34.
WU Daozheng. The development of complex stab-resistant body armor[J]. Synthetic Fiber in China, 2011, 40(8):32-34.
[4] 钱晓明, 张恒, 邓辉. 一种长丝无纺布的制造方法: 201310292596.2[P]. 2013-09-27.
QIAN Xiaoming, ZHANG Heng, DENG Hui. Method for producing filament nonwovens: 201310292596.2[P]. 2013-09-27.
[5] 吴海燕, 张云, 谢红. 不同类型防水透湿织物的液态水分管理能力[J]. 纺织学报, 2011, 32(1):34-40.
WU Haiyan, ZHANG Yun, XIE Hong. Moisture management ability of waterproof breathable fabrics[J]. Journal of Textile Research, 2011, 32(1):34-40.
[6] SARIKAYA M, TAMERLER C, JEN K Y, et al. Molecular biomimetics: nanotechnology through Biology[J]. Nature Materials, 2003, 2(9):577.
[7] JIE F, HE J H. Biomimic design of multi-scale fabric with efficient heat transfer property[J]. Thermal Science, 2012, 16(5):1349-1352.
[8] 刘智, 范杰, 朱娜,等. 树状仿生结构织物的设计及其保暖透湿性研究[J]. 上海纺织科技, 2015(12):56-59.
LIU Zhi, FAN Jie, ZHU Na, et al. Investigation on the warm retention and moisture permeability property of a tree-shaped biomimic fabric[J]. Shanghai Textile Science & Technology, 2015(12):56-59.
[9] BEDEK G, SALAÜN F, MARTINKOVSKA Z, et al. Evaluation of thermal and moisture management properties on knitted fabrics and comparison with a physiological model in warm conditions[J]. Applied Ergonomics, 2011, 42(6):792-800.
[10] 缪旭红, 孔祥勇. 经编间隔织物防刺行为的数值模拟[J]. 纺织学报, 2012, 33(12):112-117.
MIAO Xuhong, KONG Xiangyong. Numerical simulation of stab-resistant behavior of warp-knitted spacer fabrics[J]. Journal of Textile Research, 2012, 33(12):112-117.
[11] FAN J T, CHENG Q, ZHAO L Y, et al. A biomimic thermal fabric with high moisture permeability[J]. Thermal Science, 2013, 17 (5):1425-1430.
[12] ZHANG Heng, QIAN Xiaomig, ZHEN Qi, et al. Research on structure characteristics and filtration performances of PET-PA6 hollow segmented-pie bicomponent spunbond nonwovens fibrillated by hydro entangle method[J]. Journal of Industrial Textiles, 2015, 45(1):48-65.
