焊接工艺参数对焊接变形及残余应力的影响
2018-04-26邓贤辉
邓贤辉
(海军驻上海江南 (造船)集团有限责任公司 军事代表室,上海 201913)
焊接技术广泛应用于航空、航天、航海领域,尤其在船舶工业中,无论在船舶建造阶段,还是在船舶维修换板阶段,都需要使用焊接技术将外板、纵骨等钢质船体构件连接在一起,而在焊接过程结束后,焊接结构不可避免的会产生残余应力,焊接残余应力的存在严重影响船体结构的力学性能,所以对焊接残余应力的预报极为重要。随着计算机计算水平的提高,焊接过程的数值模拟方法得到了迅速的发展,李良碧等[1]基于有限元分析软件ANSYS,利用其APDL语言开发了相应的焊接程序,对高强钢锥柱结合壳模型凸锥处环焊缝的焊接过程进行模拟,得到焊接残余应力的大小和分布;赵秋等[2]通过数值模拟和实验方法对U肋加劲板焊接残余应力进行了估算和分析,建立了三维热弹塑性有限元模型,采用生死单元法模拟焊缝填充和焊接热输入过程,实现了整个焊接过程中的动态应力和变形变化,得到了U肋加劲板的焊接温度场和应力场,分析了U肋加劲板的焊接残余应力分布;魏康等[3]针对转向架十字焊接接头进行有限元建模,应用有限元软件ABAQUS计算不同焊趾倾角、焊趾过渡圆弧半径下接头焊趾处的应力集中系数,并通过Origin软件建立应力集中系数与几何参数(焊趾倾角、焊趾过渡圆弧半径)的关系方程式。刘玉君等[4]利用非线性有限元方法,分别对单、双、三、四个筋板的底板结构的焊接变形进行了数值模拟分析,采用8节点六面体单元建立了疏密过渡的有限元模型,使用随温度变化的材料热-力参量,运用了精度较高的双椭球热源模型以及生死单元的方法,模拟得到了不同焊接顺序下多筋板底板结构焊接横向变形情况。
MSC.Marc是大型通用有限元软件之一,其基于位移法的有限元程序,在非线性方面具有强大的功能。拥有能够真实反应材料加工过程的本构模型,能够进行焊接过程和材料加工过程的计算,具有强大的接触处理功能来模拟金属与模具、结构与卡具之间的接触问题,具备处理焊缝金属填充问题的能力,并提供多种焊接热源模型,可以灵活、准确的处理复杂材料加工过程中的应力传递问题,本文将基于MSC.Marc非线性有限元求解程序,以文献[5]中平板对接焊焊接热过程模拟为例,研究外界环境温度、热源功率等焊接工艺参数对焊接横向变形及纵向残余应力的影响。
1 焊接热过程的数值模拟
1.1 问题的描述
平板对接焊焊接实例如图1所示,将2块100 mm×50 mm×10 mm的钢板通过TIG焊接成一个平板,不开坡口,不填丝。建立对称半模型,划分3 750个网格。焊接的电压为200 V,电流为20 A,焊接速率为2 mm/s。材料的杨氏模量、屈服强度、热膨胀系数和热传导系数等物理性能随温度的变化关系如图2所示。
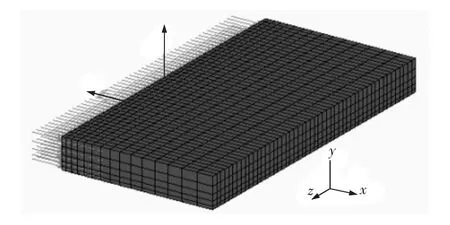
图1 平板对接焊焊接实例

图2 物理性能随温度的变化关系
1.2 模型的前处理
本例为不填丝焊接,不需要定义焊接填充材料,焊接路径为直线型,采用焊接首末端节点来设定。施加热源模型为双椭球热源,热源功率为4 000 W,效能0.7,宽度0.006 m,深度0.005 m,前端长度0.003 m,后端长度0.015 m,焊接速度为0.002 m/s。工件与外界环境的热对流系数为40,外界环境温度为20℃。对侧面定义x、z方向的约束,对底面定义y方向的约束。采用热-机耦合的方式进行温度场和应力场分析,整个求解过程分为焊接过程和冷却过程,焊接时间为5 000 s,相对残余应力收敛容差为0.1,温度允许的最大变化量为30,最大增量步数为500,初始时间步长为1,提交作业并运行时激活集中质量和热熔阵,提高计算速度。
1.3 后处理
图3为各增量步的温度场云图,图4为沿焊缝中心线上的温度分布。由图3、图4可知,随着热源的移动,温度峰值约为1 500℃,其均匀的由焊接前端向后端移动。焊接热源前端温度大于后端温度,这是因为焊接瞬时前端温升尚未降低,而热源尚未传递到后端,与客观事实相符。到最后一个增量步时,焊接末端温升达到1 891.84℃,大于焊接过程温度峰值,这是因为焊接后端直接与周围空气进行热交换,其交换速度小于金属之间的热交换。

图3 各增量步的温度场云图
图5为纵向残余应力分布云图,图6为沿焊缝中心线上的纵向残余应力分布曲线。由图5、图6可知,焊接残余应力由焊缝中心向焊缝两端逐渐减小。在0.002~0.024 m长度范围内,焊接残余应力为负值,表现为压缩,其余位置为正,表现为拉伸。
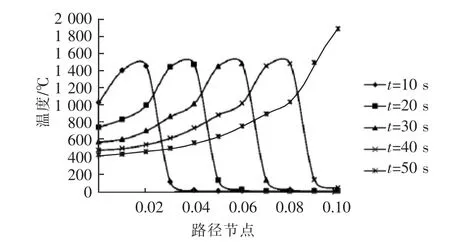
图4 沿焊缝中心线上的温度分布
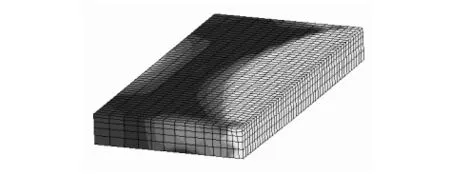
图5 纵向残余应力分布云图
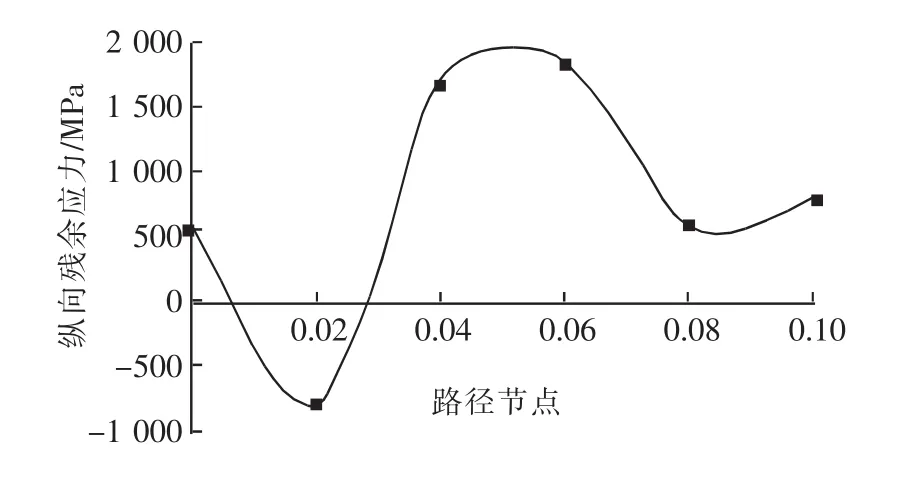
图6 沿焊缝中心线上的纵向残余应力分布
2 外界环境温度的影响
保持模型的几何参数、材料属性和焊接热源不变,将外界环境温度分别设定为20℃、30℃、40℃,数值模拟过程完成后,不同外界环境温度下平板横向变形随路径节点坐标的变化如图7所示,不同路径节点坐标的纵向残余应力随外界环境温度的变化如图8所示。

图7 横向变形随路径节点坐标的变化
由图7可知,焊接过程结束后,焊缝两端变形为正,表现为收缩,焊缝中心变形为负,表现为膨胀。焊缝末端变形量大于焊缝前端,这是因为焊接过程结束后,末端温度大于前端,与图4吻合。对于焊缝中心线上任一点,横向变形随外界环境温度的升高而减小,说明外界环境温度越高,焊接效果越好。另外,相对于焊缝中点,外界环境温度对焊缝两端变形的影响更为显著。

图8 纵向残余应力随外界环境温度的变化
图8(图例为路径节点坐标)表明对于焊接路径上的任一点,其纵向残余应力随外界环境温度的增大而减小,两者基本上呈线性关系。
3 热源功率的影响
保持模型的几何参数、材料属性和外界环境温度不变,将焊接热源功率分别设置为3 500 W、4 000 W、4 500 W,数值模拟过程完成后,焊缝横向变形和纵向残余应力随热源功率的变化分别如图9和图10所示。

图9 横向变形随热源功率的变化
由图9可知,当P为3 500 W或4 000 W时,沿焊缝长度方向0.03~0.07 m范围内,横向变形为负,表现为膨胀,其余范围内横向变形为正,表现为收缩,总体看来,收缩区域多于膨胀区域,且收缩区域的变形量普遍大于膨胀区域,所以焊接板整体表现为收缩。当P=4 500 W时,横向变形为负的区域为0.04~0.07 m,区域长度比P为3 500 W或4 000 W时减小了25%。
在3种热源功率下,横向变形最大值均出现在焊接末端,其值分别为23.64E~20 m,2.30E~20 m,2.21E~20 m,可见,焊接横向变形随热源功率的增大而减小。当P为3 500 W时,最大变形远大于P为4 000 W和P为4 500 W的情况,可见在焊接工艺中,热源功率不得小于4 000 W。

图10 纵向残余应力随热源功率对的变化
由图10可知,当P为3 500 W时,沿焊缝方向20%(0.05~0.07 m)的区域焊接残余应力为正值,表现为拉伸,其余位置焊接残余应力为负值,表现为压缩;当P为4 000 W时,沿焊缝长度方向90%的区域焊接残余应力表现为拉伸应力,仅在0.01~0.02 m长度范围内表现为压缩应力;当P为4 500 W时,表现为压缩应力的位置仅出现在焊缝近末端0.09 m处。可见,对于焊缝前端,热源功率越大,焊接残余应力越容易表现为拉伸,热源功率越小,焊接残余应力越容易表现为压缩;对于焊缝中段,无论焊接热源功率大小,焊接残余应力均表现为拉伸。
当P为3 500 W时,焊接残余应力最大值出现在z为0.02 m 处,为-1.80×109Pa; 当P为4 000 W时,焊接残余应力最大值出现在z为0.06 m处,为-1.80×109Pa;当P为4 500 W时,焊接残余应力最大值出现在z为0.02 m处,为1.73×109Pa。可见,焊接热源功率对焊接残余应力绝对值的影响不大,只是改变了最大焊接残余应力出现的位置。
4 结束语
本文以平板对接焊为例,对焊接过程进行了数值模拟,研究了外界环境温度和焊接热源功率对焊缝变形和焊接残余应力的影响,得到如下结论。
1)对于焊缝中心线上任一点,横向变形随外界环境温度的升高而减小,说明外界环境温度越高,焊接效果越好。另外,相对于焊缝中点,外界环境温度对焊缝两端变形的影响更为显著。
2)对于焊接路径上的任一点,其纵向残余应力随外界环境温度的增大而减小,两者基本上呈线性关系。
3)在3种热源功率下,最大横向变形均出现在焊接末端,其值随热源功率的增大而减小。
4)对于焊缝前端,热源功率越大,焊接残余应力越容易表现为拉伸,热源功率越小,焊接残余应力越容易表现为压缩;对于焊缝中段,无论焊接热源功率大小,焊接残余应力均表现为拉伸。
5)焊接热源功率对焊接残余应力绝对值的影响不大,只是改变了最大焊接残余应力出现的位置。
[1]李良碧,潘广善,万正权,等.高强钢锥柱结合壳焊接残余应力的数值模拟和试验研究 [J].船舶力学,2010,14(10):1143-1150.
[2]赵秋,吴冲.U肋加劲板焊接残余应力数值模拟分析[J].工程力学,2012,29(8):262-268.
[3]魏康,何柏林.基于ABAQUS的转向架十字焊接接头应力集中系数分析兵器[J].材料科学与工程,2016,39(1):41-44.
[4]刘玉君,丰军华,李瑞,等.焊接顺序对底板结构变形影响的数值研究 [J].热加工工艺,2013,42(11):189-191.
[5]董志波,刘雪丽,马瑞,等.MSC.Marc工程实例详解[M].北京:人民邮电出版社,2014.