基于视觉图像的螺纹参数测量方法研究∗
2018-04-26王栋敏
王栋敏
(西安政治学院 西安 710068)
1 引言
随着工业技术的不断发展发展,螺纹作为最重要的连接件之一,国内外市场对螺纹的需求量明显提高,对精度的要求也越来越高。其中,精度是保证螺纹连接可靠地重要衡量参数之一。传统的螺纹检测方法大多都是由校测员人工进行,该测量过程存在精度低和时间长、劳动量大等问题。随着计算机数字图像处理及视觉技术的深入发展,以计算机数字图像处理为基础的机器视觉检测系统以其高精度、稳定性较好等特点已被广泛应用于各种检测应用中。在国外,尤其是欧美发达国家,基于视觉的非接触螺纹自动检测技术一直处于领先地位。法国学者Horaud.R[1]提出了基于图像识别的螺纹参数自动计算方法。通过该方法可以自动获得螺纹长度、工程直径、螺距等参数。Hunsicker,[2]提出了一种基于视觉系统和图像矫正技术的高精度螺纹测量方法。其测量精度能达到0.005mm。但该方法对不可量化的参数没有涉及。国内对于基于视觉的螺纹非在线检测也进行了广泛的研究,上海交通大学研制了一种基于计算机视觉的非接触式螺纹检测方法[3]。通过对比模板来判断螺纹是否合格,只适用于普通螺纹的检测。国防科技大学等一些研究机构也进行了关于非接触式螺纹检测技术的研究[4]。极大地推进了我国计算机视觉技术的发展。本文针对传统螺纹测量方法的测量效率低、成本高及易受人为因素影响等缺点,拟采用机器视觉的方法开发一个螺纹参数非接触的测量系统,相比传统螺纹测量方法而言,该测量系统具有高效率、低成本、适应性较强的特点。
本文以COMS彩色数字摄像机,最大分辨率为1280×1024,像机集成了图像采集卡同时配备焦距为12mm的M1214-MP型镜头作为平台,利用虚拟仪器和机器视觉技术对螺纹的几何参数进行测量,主要手段图像采集、图像处理技术对采集的螺纹图像进行了预处理、边缘检测、几何量测量等,测得了螺纹大径、小径、中径、螺距、牙型半角及牙高六个参数,通过实验给出了基于视觉的螺纹参数测量结果证明该方法的准确性和有效性最后对测量误差进行了分析对比。设计并实现一个软件型螺纹参数的非接触测量系统。测量原理是,首先螺纹由夹持装置固定并保持与光源的光轴垂直的位置,然由摄像头采集螺纹图像信息并成像到CCD上,最后由图像采集卡对其进行采集后送至计算机进行分析计算,得到基本的测量参数。测量原理及螺纹特征参数测量软件流程图如下图1、图2所示。

图1 测量原理图
根据本文算法要求,设计如下所示的测量系统软件流程图;本文软件部分的实现采样Visual C++6.0来实现,主要过程包括:图像采集、图像处理、图像分析、结果输出等。

图2 螺纹特征参数测量软件流程图
2 图像预处理
螺纹参数测量软件主要包括图像预处理[5]、边缘检测以及参数计算三方面的内容,其中图像预处理包括滤波、增强等。图像预处理是图像测量的基础。要通过图像测量来测量出螺纹参数,关键的一步就是图像预处理。图像预处理可以降低噪声和失真程度以利于后续的处理,因此,图像预处理是图像特征提取之前的必要步骤。
2.1 图像滤波
在成像、数字化以及传输等过程中难免会受到各种噪声干扰。因此,必须进行滤波处理,尽量消除噪声的干扰,使图像平滑。图像平滑的方法视其噪声本身的特性而定。图像平滑方法有多种,如均值滤波、中值滤波、边界保持类平滑滤波及频域滤波等。本对比分析了均值、中值、高斯、边缘保持滤波[6]的滤波效果,如图3所示。由于局部平均法和中值滤波法在消除噪声的同时,都不可避免地带来平均化的缺憾。基于此种因素考虑,本文采用了一种既可保持边缘又可以平滑噪声的边缘保持滤波方法,皆在追求既完美的滤波又不破坏螺纹边缘的细节。
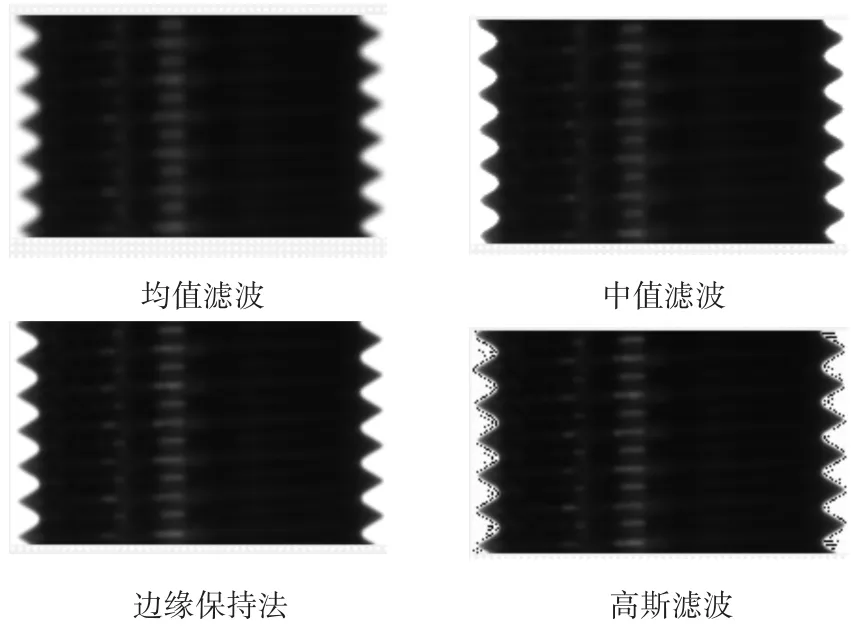
图3 滤波效果图
2.2 图像增强
图像增强的目的就是突出采集到的图像的重要信息,同时将不重要的内容进行抑制,从而达到改善图像质量的目的。图像增强的方法有多种,梯度法、高斯-拉普拉斯算法、sobel算子法、直方图法等,通过分析对比最终选用最适合螺纹参数分析的高斯-拉普拉斯图像边缘增强算法。增强效果图如下图4所示:拉普拉斯算子[7]是二阶微分算子,高斯函数表达式如式(1)所示。

在式(1)中,σ是尺度参数,该算法是将高斯函数与图像函数 f(x,y)进行卷积运算,即可达到图像增强的目的,具体表达式如式(2)所示。

图像中边缘点一般是图像中灰度值变化比较大的地方,为了避免计算的复杂性,一般都采用最低阶各向同性的二阶微分算子零交叉点作为图像的边缘点,,即用式(3)的零交叉作为图像边缘点,式(4)就是高斯滤波器。
该算法的优点是能够有效消除因为梯度一阶微分算子会在较大范围内形成梯度值,差分的结果不适于精确地定位。然而,二阶差分算子的过零特性,可以使边缘增强后精确定位。
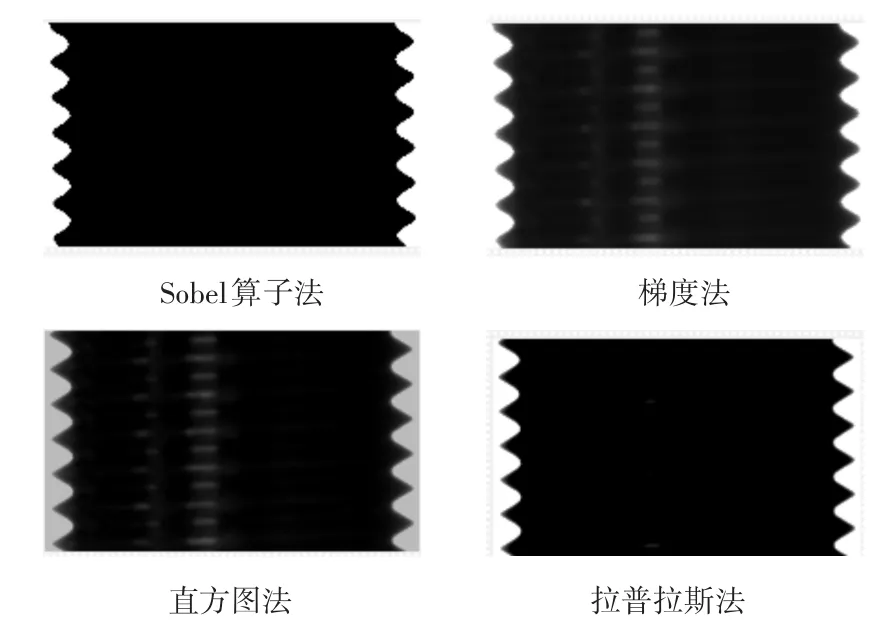
图4 增强效果图
3 螺纹参数的测量
3.1 螺纹图像边缘提取
螺纹参数测量的关键在于螺纹边缘轮廓的提取,即边缘检测[8]。图像的边缘是图像的最基本特征信息。边缘点是指图像中周围像素灰度有阶跃变化的像素点。结合本文的设计思路,对几种经典的边缘检测算法进行了验证,如Roberts、Sobel、Prewitt、Canndy,最终采用抗噪声能力强、信噪比较高的Canndy算子进行螺纹边缘检测:在算法进行边缘提取之前,首先采用高斯函数对图像进行平滑[9]:

式中σ为滤波器参数。平滑后的图像为

其中 I(i,j)为原始图像,H(i,j;σ)为二位变换函数。S[i,j]使用2x2的一阶偏导有限差分来计算x与y偏导的两个阵列 P[i,j]与Q[i,j]

幅值和方向角用直角坐标系到极坐标的转化公式来计算
边缘检测图如图5所示。
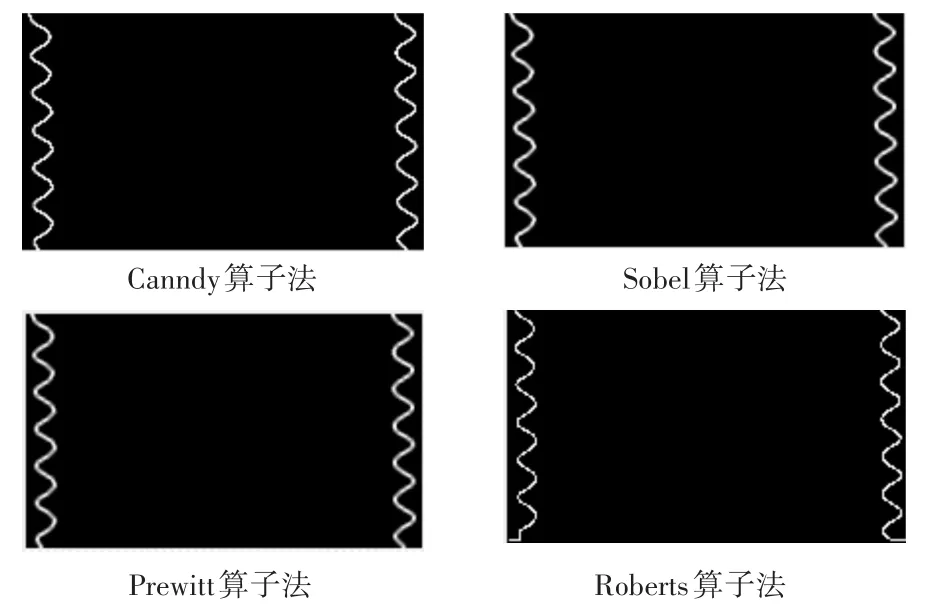
图5 边缘检测效果图
基于视觉的螺纹参数检测算法,必须要通过图像处理来获得螺纹边缘线上的特征点。本文使用Harris算子对螺纹边缘线上的特征点进行提取。Harris算子在进行角点提取之前首先通过计算图像中像素的平均梯度值,其梯度矩阵为
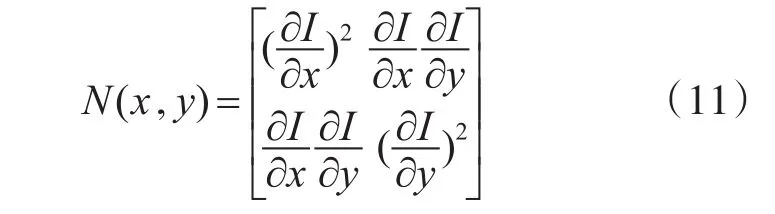
其中I(x,y)为图像中坐标点(x,y)的灰度值,如果该点对应的梯度矩阵的两个值较大,那么该点附近的一个微小移动将导致灰度值得巨变,则说明该点为一个角点。采用Harris算子提取特征点的图像如图所示,从图中可以看出Harris算子能很好地提取螺纹边缘特征点,为后续参数检查提供了良好的基础。

图6 Harris算子特征点检测图
3.2 螺纹参数测量
在准确获得图像边缘特征点后,就可根据螺纹参数计算方法用图像处理的方法来测量螺纹参数[10]。本文中主要测得了螺纹大径、中径、小径、螺距、牙型半角及牙高六个参数。
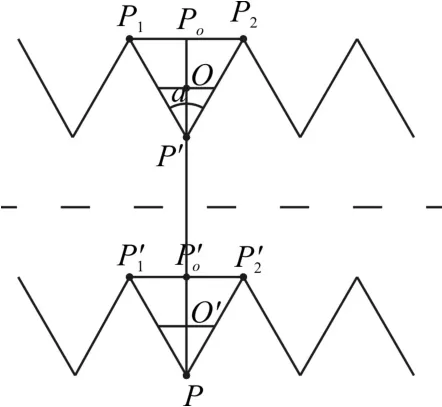
图7 螺纹参数测量示意图
如图所示,P1和P2为螺纹牙型上连续相邻的两个波峰点;和为螺纹牙型上相邻两个波谷点;α为螺纹牙型角;设 P1和 P2的坐标为P1(x1,y1),P2(x2,y2),则螺纹的螺距:

由于螺纹中径平行于螺纹轴线,故该式可简化为

大径是指与外螺纹牙顶或内螺纹牙顶相重合的假想圆柱面的直径。螺纹的大径可表示为点P到直线P1P2的距离;直线P1P2的直线方程可表示为

则螺纹的大径可表示为:

当螺纹的螺距与螺纹轴线平行时,上式可简化为

小径是指与外螺纹牙底或内螺纹牙顶相重合的假想圆柱面的直径。同理螺纹小径可描述为P'到的距离:

进一步简化该式,螺纹小径可表示为

牙型半角是指螺纹牙型上牙侧或者下牙侧与螺纹轴线的垂线之间的夹角。从图中可以看出α为螺纹的牙型角,则牙型半角为α 2。牙高即螺纹的牙型高度,是指牙顶到牙底之间垂直于螺纹轴线方向的距离。图示中P′P0为螺纹牙高。
4 系统标定
在图像中,目标物体的几何参数是用图像的像素数来表示的因此,要获得目标物体的实际尺寸,必须将像素值转换成物理值,即进行系统标定。系统标定是指计算出图像中的一个像素代表被测物多大的物理尺寸。本文采用标准件法进行标定,具体是保持被测标准件与被测螺纹在同等条件下,测出标准长度M在图像上占据的像素个数N,计算出标定系数。本文中,为了测量结果的精确性,采用对不同参数用不同的标准来标定,具体为:对大径、小径、中径采用2mm的标准量块作为标定基准,获得标定系数K1,而螺距以及牙高采用万工显的米字线背景的标准间距(本文选用0.3mm标准间距)作为标定基准获得标定系数K2,如下:标定系数K1:K1=2mm/24.19pixel=0.0827mm/pixel标定系数K2:K2=0.3mm/71.08pixel=0.00422 mm/pixel
5 实验结果与分析
本文以COMS彩色数字摄像机,最大分辨率为1280×1024,像机集成了图像采集卡同时配备焦距为12mm的M1214-MP型镜头作为平台。并充分利用计算机的PCI总线功能,可是将采集到的图像存储到计算机中。
实验时,将被测螺纹放在安装好的的测量平台上,利用平行光作为照明光源。首先调整CCD摄像头的的焦距和光圈,使得在目镜视野内以及计算机的图像采集界面上得到螺纹的清晰物象,此时保存图像,最后利用编制的图像处理和测量软件对螺纹参数进行测量,得到测量结果。最后,将图像测量结果与直接在显微镜上测量螺纹所得到的结果进行对比和分析。本文分别采用人工测量和图像测量方法对M16*1.5的螺纹工件进行测量,主要测量参数结果如表1所示。
表1中所示人工测量值指使用万能工具显微镜测的测量值,人工测量值1和2分别为两组测量数据。表中大径、螺距及牙型半角是螺纹工件理论参数,中径、小径、牙高是依据大径和螺距的理论值由经验公式并计算出来的。由误差栏可看出,测得数据精度可以达到0.01mm,但有些参数的测量误差还是相对较大,比如螺距的测量。通过对比人工测量数据,由于受到实验环境的影响本文测得的结果在误差范围内。
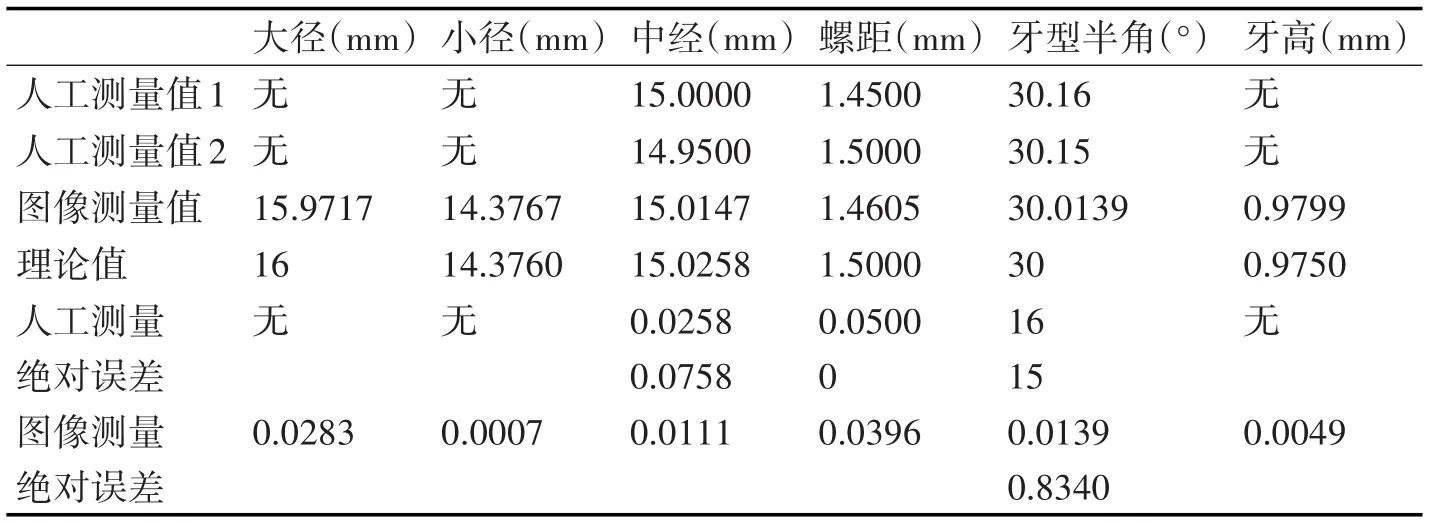
表1 人工测量与图像测量值的比较
6 结语
本文主要研究了基于视觉图像处理的方法来测量螺纹参数,主要针对于普通外螺纹来进行。克服了传统的接触式螺纹测量的精度较低和耗时较长的缺点,并可以实现参数的自动测量。由精度分析中可以看出,本文开发的软件型螺纹参数非接触测量系统可以完成螺纹参数的测量,并且达到一定的精度。通过实践检测证明:该方法测试效率高、一次能检测多项螺纹参数,检测效果良好基本能够满足实际生产的需要。
[1]Horaud.R,Adrian E.Rafteryb.Accurate and efficient curve detection in images:the importance sampling Hough transform [J].Pattern Recognition,2002,35(2) :1421-1431.
[2]Hunsicker Montiel,Alberto S.Aguado,Mark S.Nixon.Im⁃proving the Hough Transform gathering process for the af⁃fine transmations[J].Pattern Recognition Letters,2001,22(5):959-969
[3]李国正,裴仁清,袁庆丰,等.基于机器视觉的螺纹检验仪软件的研制[J].上海大学学报(自然科学版),2000,6(4):307-310.LI Guozheng,PEI Renqing,YUAN Qingfeng,et al.De⁃velopment of the software of screw sampler based on ma⁃chine vision[J].Journal of Shanghai University(Natural Science),2000,6(4):307-310.
[4]鲁昌华,徐胜海,刘春.数字图像处理技术在PCB板检测中的应用[J].仪器仪表学报,2001,22(4):426-429.LU Changhuai,XU Shenhai,LIU Chun.Application of dig⁃ital image process in the detection of printed circuit board[J].Chinese Journal of Scientific Instrument,2001,22(4):426-429.
[5]AGNÈS D.,Lionel M.,Jean M.Edge Detection by Helm⁃holtz Pri nciple[J].Journal of Mathematical Imaging and Vision,2001,14(2):271-284.
[6]宋志刚,王龙山,陈向伟.利用数字图像处理技术检测锥螺纹[J].吉林大学学报(工学版),2004,34(4):248-251.SONG Zhigang,WANG Longshan,CHEN Xiangwei.De⁃tection of conical thread with digital image processing tech⁃nology[J].Journal of Jilin University Engineering and Technology Edition,2004,34(4):248-251.
[7]Benoit L,Rousseau D,Étienne Belin,et al.Simulation of image acquisition in machine vision dedicated to seedling elongation to validate image processing root segmentation algorithms[J].Computers&Electronics in Agriculture,2014,104(2):84-92.
[8]王世峰,赵馨,佟首峰,等.基于激光位移检测技术的螺纹检测仪研制[J].仪器仪表学报.2007,28(4):755-759.WANG Shifeng,ZHAO Xin,TONG Shoufeng,et al.De⁃velopment of screw thread detector based on laser probing displacement technique[J].Chinese Journal of Scientific Instrument,2007,28(4):755-759.
[9]H.I·.Çelik,L.C.Dülger&M.Topalbekiroĝlu.Development of a machine vision system:real-time fabric defect detec⁃tion and classification with neural networks[J].Journal of the Textile Institute,2014,105(6):575-585.
[10]Yao B,Hagras H,Alhaddad M J,et al.A fuzzy log⁃ic-based system for the automation of human behavior recognition using machine vision in intelligent environ⁃ments[J].Soft Computing,2015,19(2):499-506.