一种海上工艺设备外腐蚀完整性管理的新方法
2018-04-25孙成利丛广佩李伟明路笃辉
孙成利,丛广佩,李伟明,路笃辉
0 引言
近些年来,完整性管理正逐步成为各大石化企业进行设备单元安全管理的重要方法,其中腐蚀做为影响石化安全的主要影响因素之一[1-4],对于腐蚀机理方面的研究日趋完善[5-6],其中,外部腐蚀问题近些年日益突出,而涂层则是最为常见的防护手段。无论采用何种涂层,涂层完整性管理策略都是确保外腐蚀得以有效控制的关键方法,通常,石化企业对于涂层与设备维修一样采用定期维护策略,这种办法虽然有一定的效用,但面对复杂多变的外腐蚀问题往往无法防护满足要求。对于海上设备设施这些处于潮湿闷热盐雾环境的金属结构,此类问题更为突出,一种可以优化涂层维护策略和监测涂层质量的涂层完整性管理办法意义重大。
1 海上设备设施外腐蚀的挑战
一般认为,在涂层施工质量可以保证的前提下,涂层在5年内可以完全控制外腐蚀,之后控制能力随着时间逐步衰减[7],外腐蚀问题也会随之变得突出。在海洋环境下,由于大气中水汽充足,氯离子含量高,外腐蚀问题则更加突出。据不完全统计,在海上平台设施中,服役一年之后,约有6%~11%的面积不得不在一年之内进行全面外腐蚀维护,服役8年左右则这一比例增加至43%~55%。与严重的外腐蚀问题相对应的,在日常生产维护中,受到诸多因素的限制,外腐蚀问题以事后应急维修、涂层临时性修补为主,涂层质量难以保证,外腐蚀问题也难以有效抑制。即使进行全面涂层维修,由于涂层质量检验技术以点检抽检为主,因此通常涂层局部分层和剥离现象仍然难以控制。
2 一种基于风险和状态的涂层完整性管理模型
基于海上设备设施涂层管理中的问题,本文提出一种基于风险和状态的涂层完整性管理模型,如图1所示。模型基于完整性管理的基本要求,即在确保安全的前提下最大程度减少不必要的经济损失,建立了一个闭环风险控制系统。涂层状态反馈环节作为闭环系统的关键环节,系统采用了光激励红外热波扫描技术,该技术可以快速扫描定量涂层破损、涂层分层和涂层厚度不达标3个应先涂层防护质量的关键问题,其中涂层破损和涂层分层往往意味着涂层失去了外腐蚀防护能力,可以用来直接决策涂层是否需要进行全面维修。而涂层厚度不达标则是意味着涂层防护能力降低,防护周期缩短,涂层维修周期也要进行相应的调整。
为了根据涂层状态监测结果做出合理的涂层维护策略,系统中设置了涂层维修决策和涂层状态风险分析两个重要的环节。其中涂层维修决策环节直接利用红外热波识别出的涂层缺陷,估算涂层缺陷总面积,进而决定是否需要进行全面涂层维修。而涂层状态风险分析则是从设备设施安全角度考虑,制定一个合理的涂层维修及其相关配套工作的最大参考周期,做到在确保安全的前提下,最大程度减少经济损失。最后,为实现闭环完整性管理循环,涂层维护计划完成后,要对涂层的质量进行红外热波检测,其检测结果用来确定新的风险现状,并据此确定新的红外热波监测方案和周期。
总的来说,本方法通过多维度涂层信息检测适时反馈涂层实际状态,并通过这些反馈信息做出合理的维修决策和风险识别,进而优化后续的涂层检测、维修范围和周期,使涂层检测信息始终跟踪最关键风险单元,如此循环,达到及时且高效控制设备的外腐蚀风险的目的。
3 红外热波对涂层监测效果和基本策略
红外是一种与热效应有关的长波非可见光,在激励一定的情况下,红外热波的特性与材料导热性能的有关,其主要特征参量为特征偏离时间,不同导热材料的特征偏离时间存在明显差异,对于导热性较差的材料,如涂层,其厚度也会影响特征偏离时间,二者的定量关系如式(1)所示。

图1 基于风险和状态的涂层完整性管理模型
其中,d为涂层厚度,mm;tbreak为特征偏离时间,s;k为线性系数。
因此红外热波技术可以同时实现定量涂层完好区域的涂层厚度和破损区域面积的双重作用。这些数据都与外腐蚀问题息息相关,成为决定涂层维修策略的重要定量依据。
作为图1所示的闭环系统,信息反馈的时机十分重要,否则一旦遗漏关键信息,决策系统的输出很可能做出错误的判断,导致安全事故。按照完整性管理的基本原则,包括状态变更和当前状态都是需要重点监测的内容,根据此原则,涂层变更管理、高风险单元的日常涂层状态跟踪和中低风险单元的周期性涂层状态抽查是相对合理的状态监测策略。通过这样一种合理的在线监测策略将可以获取足够多的涂层状态信息,实现全面监测涂层状态变化监测,为后续的涂层维修决策提供足够的数据依据。
4 涂层的维修决策方法
只对发生破损的局部进行涂层维修;若涂层破损面积比小于20%,则只对发生破损的局部进行涂层维修。
另外,对于碳钢材料,不但要监测涂层状态,还要监测涂层缺陷部位的内外腐蚀壁厚。这一点对于当前不需要全面涂层维修的单元尤为重要,因为碳钢材料存在内外腐蚀减薄问题,如不监测壁厚的变化规律,仅按照风险状态决定涂层维修周期,很可能出现在进行维修时,由于壁厚过薄而不得不进行停车隔离操作或者进行射线壁厚扫查,这些工作都会增加不必要的经济和人身安全风险。
如图2所示,这种超声测厚要按照两种情况加以区分,对于涂层破损的情况,要同时进行内外腐蚀的测厚,即在涂层破损部位测量外腐蚀数据,在涂层破损部位周围100 mm×100 mm范围内测量内腐蚀数据;而对于涂层分层和厚度不合格的情况,则仅在分层或不合格点位测量内腐蚀数据。
在实际情况中,涂层的缺陷多数以分散的局部破损形态存在,但考虑到可能存在的相邻破损区域之间的涂层附着力降低甚至分层,涂层破损面积达到一定比例的时候就应该考虑进行全面的涂层维修。
海上工艺设备管道中,由于不锈钢设备易受到更加危险的氯化物应力腐蚀开裂的影响,而其他材料的设备过于昂贵,所以除了极个别设备,80%以上的设备管道以碳钢为主,而碳钢极易受到外腐蚀影响,因此日常外腐蚀完整性管理主要以碳钢设备为目标,其涂层维修决策树如图2所示。若涂层破损面积比达到表面积的40%以上,则可以进行全面涂层维修;若涂层破损面积比在20%~40%之间,则仅当涂层破损区域均匀分散于设备单元表面时,才进行全面涂层维修,否则
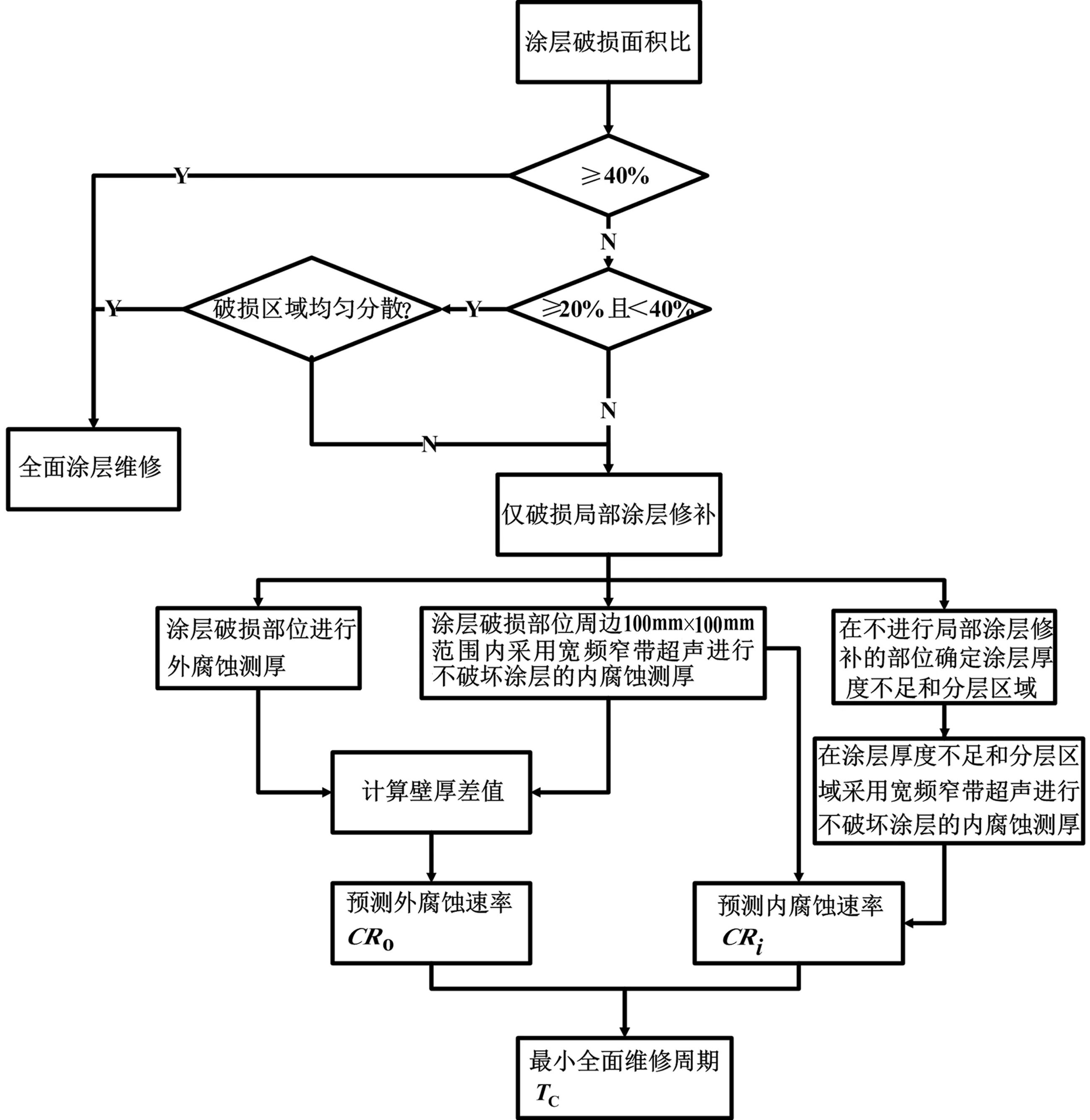
图2 碳钢设备涂层维修决策树
需要指出的是,这些测厚需在确保涂层完整性的前提下进行,因此对于超声技术的选择极为重要。宽频窄带超声测厚技术可以在一次测量中同时测量多种接合物质的厚度,而且由于其发射的超声脉冲含有高频成分,因此也可以高精度地测量厚度小于1 mm的物质,比如涂层,从而更加精确地验证和测定涂层质量欠佳部位的涂层厚度。
根据这些内外腐蚀测厚数据可以利用式(2)估算可以避免停车和射线检验的最大维修周期。

其中Tc为腐蚀状态允许的最大维修周期,y;NWT为单元的名义壁厚,mm;MAWT为单元的设计最小允许壁厚,mm;ARWT为单元的风险最小允许壁厚,mm;n为安全系数;CRo为外腐蚀速率,mm/y;CRi为外腐蚀速率,mm/y。
5 基于涂层状态的风险分析方法
对于外腐蚀的风险分析,已有相关标准[8],标准中涂层被分为3个状态,以修正外腐蚀速率,由于不是直接利用涂层状态进行风险决策,因此对于涂层维护策略优化标准中并没有提及。为了实现以涂层维护策略优化为目标的决策,需要一种直接以涂层状态进行风险评估的方法,使管理者直接明确涂层状态与设备安全之间的关系,制定合理的涂层维修周期。接合海上生产设备的外腐蚀特点和影响,考虑涂层失效以及外腐蚀发生时直接威胁安全的影响因素,涂层失效风险评估的公式如式(3)、(4)所示:

其中,R为涂层失效风险;CPoF为涂层外腐蚀防护失效概率;CCF为腐蚀重要度因子或后果影响因子;ECT为外腐蚀威胁或敏感因子;CoF为腐蚀失效后果。
根据式(3)、(4),对应的风险决策矩阵如图3所示,其中涂层状态“3”表示涂层破损且裸露金属但并未发生明显腐蚀的状态,该状态是该矩阵的临界状态,以状态“3”为分界。
线矩阵主要分为两个部分,状态“3”及其之前的状态属于第一部分,主要用于评估涂层的状态,状态“3”之后的状态属于第二部分,主要用于评估单元本体腐蚀风险。其中第二部分的主要作用在于确定不可接受风险临界值,从而计算式(2)中的ARWT,而第一部分则用于基于风险的涂层维修周期决策。

图3 海上平台设备涂层状态风险矩阵
另外,CCF则需要通过图4所示的矩阵加以确定,其中CoF主要根据各公司的管理文件来确定,ECT则根据操作压力最大值来确定。根据图4最终海上平台生产设备的外腐蚀发生后的后果影响将分为5级,这5级分别对应图3中的后果影响因子等级。

图4 海上平台设备CCF矩阵
为了充分考虑海上设备设施的维修完成率,仍然存在不得不进行隔离或者射线检验的情况,根据一些良好作业实践,基于风险的涂层维修周期决策如图5所示。对于全面涂层维修,图中的数字以年为单位表示基于风险的最大涂层维修周期;对于局部涂层修补,则表示基于风险的最大超声测厚周期。需要说明的是,在应用图5所示的矩阵时,不仅要考虑涂层破损状态,而且还要考虑未破损涂层的状态,一般的,对于涂层分层,由于涂层很可能在1年内发生涂层破损的情况,所以涂层分层作为状态“3”加以考虑,并计入涂层破损面积用于是否进行全面涂层维修的决策;对于涂层厚度不合格问题,则作为状态“2”加以考虑,并可以根据图5单独考虑其的超声测厚周期。
并且,最终全面涂层维修或超声测厚周期不仅要考虑图5确定的周期,还要考虑式(2)所确定的周期,因此,最终维修或超声测厚参考周期要根据式(5)确定:

其中Tr为基于风险的周期,y。

图5 海上平台设备涂层维修周期决策矩阵
6 结论
海上特殊的气候环境,外腐蚀问题更为突出,而涂层的有效维修维护是解决此类问题的关键因素。本文提出了一种涂层状态及其对应风险的涂层完整性管理方法,该方法中采用红外热波技术进行涂层状态扫描,并用扫描结果定量估算涂层缺陷面积和涂层不合格面积,通过这些定量信息进行科学合理的涂层维修决策。在涂层维修周期决策方面,本文应用一种可以直接考虑涂层状态因素的5×9阶风险矩阵,同时,为了最大程度避免经济损失和操作苦难,除了风险等级外,本文还考虑了内外腐蚀速率的影响,从而综合确定一个最为安全且合理的涂层最大维修参考周期,用于涂层维修策略的决策过程。另外,为了涂层的完整性,在确定内外腐蚀速率过程中,本文提出应采用宽频窄带超声技术进行关键部位的本体测厚和涂层厚度校准。
参考文献:
[1] Kim, J., Kim, J., Lee, Y., et al.Application of TRIZ crativity intensification approach tochemical pro⁃cess safety [J].Journal of Loss Prevention in the Pro⁃cess Industries, 2009,22:1039-1043.
[2] M.C.Eti, S.O.T.Ogaji, S.D.Probert.Reducing the cost of preventive maintenance(PM) through.adopting a proactive reliability-focused culture [J].Applied Ener⁃gy, 2006,83:1235-1248.
[3]Ramirez,P., Utne, I.B.Challenges with ageing plants[J].Process Safety Progress, 2011,30: 196-199.
[4]丛广佩.石化设备基于风险和状态的检验与维修智能决策研究[D].大连:大连理工大学,2013.
[5] The American Petroleum Institute.API 571 Damage Mechanisms Affecting Fixed Equipment in the Refining Industry[S].2003.
[6]GB/T 30579-2014.承压设备损伤模式识别[S].
[7] DNV-GL.DNV-G-101 Risk Based Inspection of Offshore Topsides Static Mechanical Equipment [S].2010.
[8] The American Petroleum Institute.API 581 Risk-Based Inspection Technology[S].2008.
