油管高抗扭矩螺纹连接结构的设计
2018-04-19,
,
(江苏常宝钢管股份有限公司 江苏 常州 213018)
0 引 言
近年来随着企业对油管需求的提高,对油管的质量的要求也越来越高。油管加工过程包括通径、螺纹加工、接箍预上扣、接箍上扣、水压测试和涂油等工序[1]。其中,接箍上扣工序是一个非常重要的质量控制环节。目前,接箍上扣工序的质量控制要求按美国石油协会的API 5C1标准执行,以上扣的扭矩是否达到要求扭矩作为判断标准,另外对油管管体外螺纹的上扣深度J值,有一个相对宽松的公差带要求,为12.7 mm,如图1所示,其中的上扣位置为参考值,管体两头上扣后中间有空隙存在,管体端面不接触。在实际的生产过程中,由于内外螺纹的尺寸配合各不相同,以及使用不同的上扣螺纹脂,故接箍上扣后的J值变化范围也较大,误差在10 mm之间。

图1 接箍和外螺纹连接后的位置示意图
目前在油田现场进行上扣的操作过程中,由于受各油田上扣设备能力以及操作员工技能水平的限制,螺纹在上扣的过程中往往没有扭矩量化的依据,而是仅凭操作人员的经验和肉眼观察来判断上扣是否到位,极易造成螺纹上扣过量导致螺纹损伤或者螺纹上扣松紧程度不到位[2,3]。另外,常规API油管产品在接箍两端连接管子后,接箍中间会留有一段空档间隙,此间隙在油井抽油的过程中会对管体内的流体造成涡流现象,会对流体压力产生损失,涡流也会对接箍空挡间隙产生冲刷作业,影响了油管柱的使用寿命。
1 高抗扭矩螺纹连接结构设计
针对API油管的结构缺陷,对油管的螺纹结构作了以下几点改进:
1)以API扣型为基础,在接箍中间部位放置一个扭矩环(MLT Ring),增加此扭矩环的作用是在接箍两端上扣完成后,消除了原API接箍中间的空隙,使管体与管体之间可以平滑过渡,从而可以增加管体的密封性能,也可使管体在抽油的过程中避免流体产生的涡流对接箍空挡间隙的冲刷,提高管体使用寿命,降低成本。另外可提高管柱的抗弯曲性能,如图2所示。
但是在使用扭矩环的条件下,也存在一些缺点:
(1)在实际生产过程中,由于上扣J值的变化范围较大,所以需要同时准备不同尺寸的扭矩环,操作繁琐。
(2)生产成本较高。在使用扭矩环的条件下,生产成本平均需要增加约300 美元/吨(折合人民币约2 000元/吨)。

图2 扭矩环连接结构示意图
2)以API扣型为基础,在上扣的过程中使工厂端螺纹端面与现场端螺纹端面接触对顶,解决上述问题,如图3所示。
但是在此改进方法,也存在一些缺点:
(1)在按照以扭矩为控制方式来进行接箍上扣自动操作的情况下,由于内外螺纹配合尺寸不可能保持一致,以及所使用的上扣螺纹脂的不同,上扣结束后的J值公差带无法保证在一定范围之内,如1 mm之内。
(2)采用人工手动操作的方法,操作员工也无法保证一次操作到位,需要不断的测量J值变化进行修正,劳动强度大,一旦出现上扣过扭矩失误,需要对接箍进行倒扣,容易造成螺纹损伤,会对螺纹连接强度造成极大影响。
(3)生产效率降低。以扭矩为控制标准进行生产班产产量可以达到700 支,而以位置(J值)为控制标准进行人工操作班产只能达到400 支左右,效率降低了42.86%。

图3常规对顶扣连接示意图
3)针对上述情况,对现有的螺纹连接形式进行了改进,使其在上扣的过程中能固定螺纹上扣深度J值,并提高螺纹的抗扭矩性能,使其原螺纹承受的扭矩变为螺纹承受的扭矩和扭矩台阶承受的扭矩两部分,避免螺纹上扣过扭矩造成螺纹损伤的隐患,同时在接箍两端上扣后,消除了原API油管接箍中间的空挡间隙,提高了油管柱的密封性能,避免了流体在管柱产生涡流对接箍冲刷的现象,减少了流体压力在管柱内的损失程度,提高了油管柱的使用寿命。
对比API油管产品的改进情况如图4和图5所示。
图4 API螺纹连接结构形式
图5 改进后的螺纹连接方式(高抗扭矩连接结构形式)
图5中A,B为油管外螺纹,C为高抗扭矩接箍,D为台阶退刀槽,在上扣的过程中多余的螺纹脂可以挤到槽内,F为扭矩台阶。
通过上述螺纹连接形式的改进,高抗扭矩螺纹连接形式具备以下几个优点:
(1)提高了管体螺纹抗高扭矩性能,油管在反复使用的条件下不易发生螺纹损伤的现象。
(2)管体上扣后消除了原API接箍中间的空隙,使管体与管体之间平滑过渡,避免了在抽油过程中流体产生的涡流对接箍中间空挡的冲刷,降低了流体在管体中流动时的压力损失,提高油管柱的使用寿命。
(3)增加的扭矩台阶面,可以提高油管柱的密封性能。
(4)通过上扣对比,此螺纹连接形式可承受的扭矩是API油管螺纹连接形式的1.5~1.8倍。
(5)加工效率较API螺纹没有损失,保证了较高的工作效率。
4)高抗扭矩上卸扣试验
以88.9 mm×6.45 mm规格加厚J55钢级油管进行上卸扣试验,第一至第六次上卸扣试验扭矩设置为4 120 Nm,第七至第十次的上卸扣扭矩设置为5 150 Nm,而API标准扭矩为3 090 Nm,经过上诉扭矩十次上卸扣后,螺纹没有产生任何损伤,上扣曲线如图6和图7所示,卸扣后的外螺纹形貌如图8所示,卸扣后的接箍台阶面形貌如图9所示。
图6 第六次上扣扭矩
图7 第十次上扣扭矩
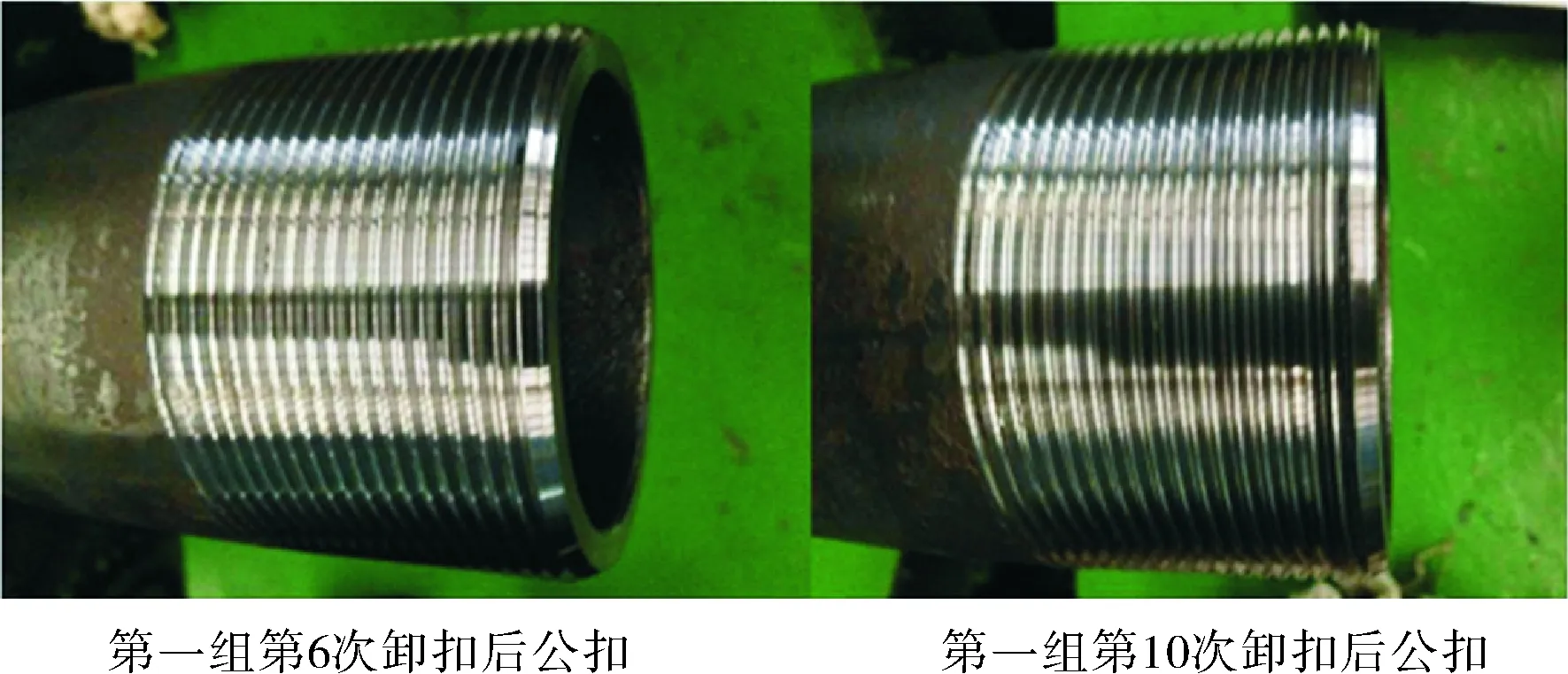
图8 卸扣后外螺纹形貌
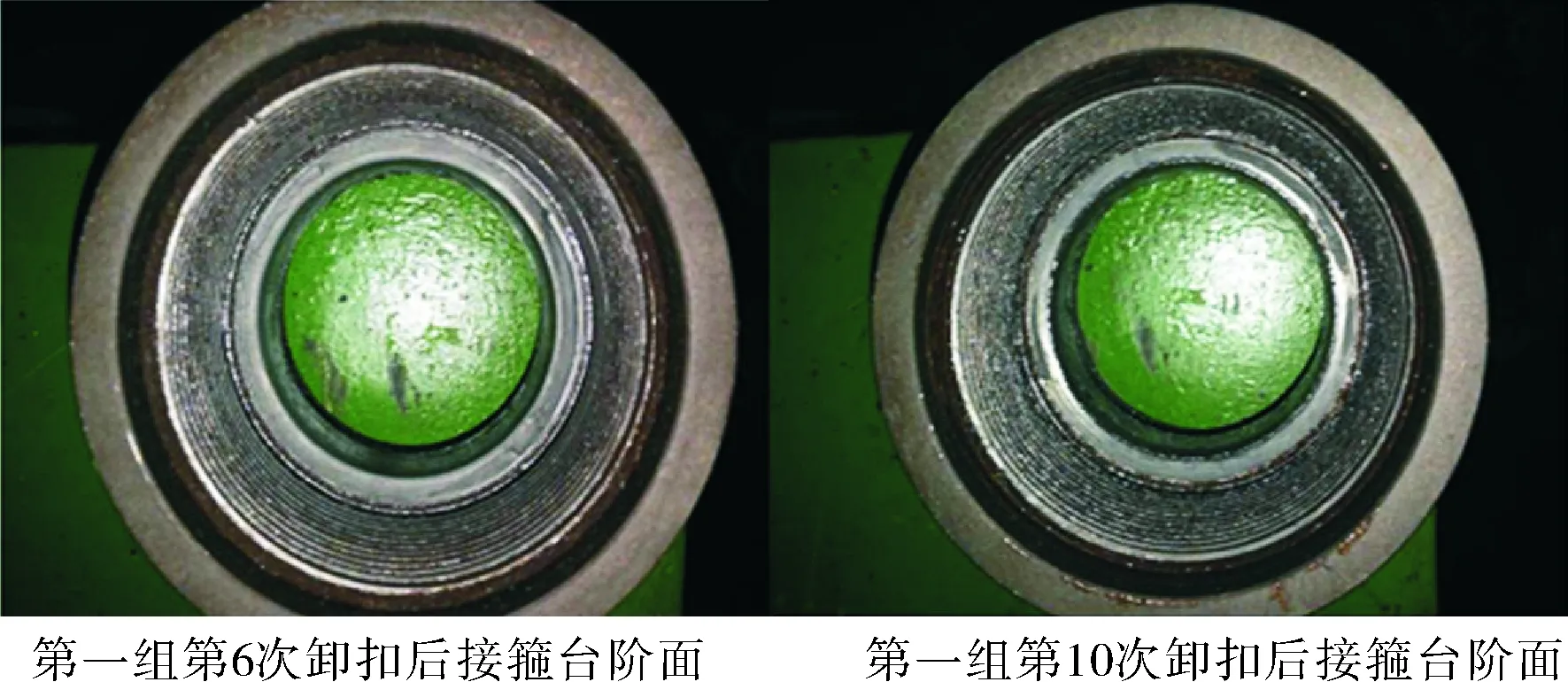
图9 卸扣后的接箍台阶面形貌
2 结 论
1)通过对原有API油管螺纹连接形式的改进,提高了螺纹接头的抗扭矩性能,使其接头可以承受1.5~1.8倍的扭矩。
2)油管接箍的扭矩台阶可以有效的防止油田现场的上扣过扭矩的问题,避免螺纹粘扣的现象的产生,从而有效避免了现场的操作风险,降低油田现场生产成本。
[1] 艾裕丰,吴健,卫尊义,等. API油管和套管螺纹加工与检验讨论[J]. 焊管,2013,36(5):45-49.
[2] 吕栓录,康延军,孙德库,等. 偏梯形套管紧密距检验粘扣原因分析及上卸扣试验研究[J].石油矿场机械,2008,37(10):82-85.
[3] 吉玲康. 影响圆螺纹油套管粘扣因素的试验研究[J]. 石油工业技术监督,2005,(4):14-17.
