出口窄轨机车异步牵引电机内锥轴与小齿轮装配技术研究
2018-04-18郭晏麟马千柱刘晨晓
郭晏麟, 马千柱, 刘晨晓, 杨 坤
(中车永济电机有限公司, 山西 永济 044502)
引言
出口窄轨机车轨距一般为1 m左右,悬挂在轮对之间的异步牵引电机轴向空间很有限。当齿轮箱传动比较大时,电机小齿轮的直径较小,此时电机转轴从机械强度上考虑已经不允许采用外锥轴结构,多使用内锥轴或齿轮轴结构。若采用齿轮轴,当小齿轮磨损或烧灼时将导致电机更换转轴,电机全寿命周期维护成本较高,因此内锥轴结构应用日益广泛。不同于国内常用的外锥轴连接,内锥轴与小齿轮压装和电机驱动端轴承关系密切,不仅要考虑过盈量以满足驱动负荷的要求,还需重点考量过盈压装对轴承安装的影响。
1 技术分析
圆锥过盈联接传递载荷是利用材料弹性变形的压应力和拉应力,在结合面间产生压力,靠与此压力相伴的摩擦力传递转矩。这种联接的结构简单,定心性好,承载能力高,承受变载和冲击的性能好,且圆锥面过盈联接时压合距离短,装拆方便。
小齿轮压装时,首先要考虑推进量,推进量决定了过盈量,直接影响传递负荷的大小和是否发生塑性变形。其次须兼顾转轴轴承位外圆膨胀变形对轴承内圈过盈配合的影响以及对轴承安装游隙的减小。因此,在压装工艺过程中,需要同时监控的量值包括推进量、转轴轴承位外圆变形量和轴承内圈外径变化量,工艺比较复杂,检测设备要求高,可操作性不佳。
现考虑通过压装工艺验证和数据分析,推理出实际压装过程中各个量值的变化规律,最终达到简化工艺流程,仅控制推进量在一定的范围即可达到最佳的压装效果。
经过前期的计算分析,电机推进量范围取3.8~6.2 mm之间,此时过盈量(锥度1∶20,过盈量0.19~0.31 mm)既可以满足载荷传递需求又能够保证联接件不发生塑性变形。下面采用最直观有效的现场压装试验进行分析论证。
2 压装工艺验证
压装过程:用自然力将小齿轮推入转轴内锥孔内,再用专用压装设备将小齿轮推进一定尺寸(≥3.988mm),保压1h后,检测小齿轮推进量,并记录数值。
为了得到压装过程中小齿轮推进量和转轴轴承位外圆变化、轴承径向安装游隙变化之间的关系,需要分两次进行压装验证。
2.1 验证压装配合对转轴轴承位外径的影响情况
只在转轴外圆上安装轴承挡圈压装小齿轮(如图1所示),试验结果如表1。
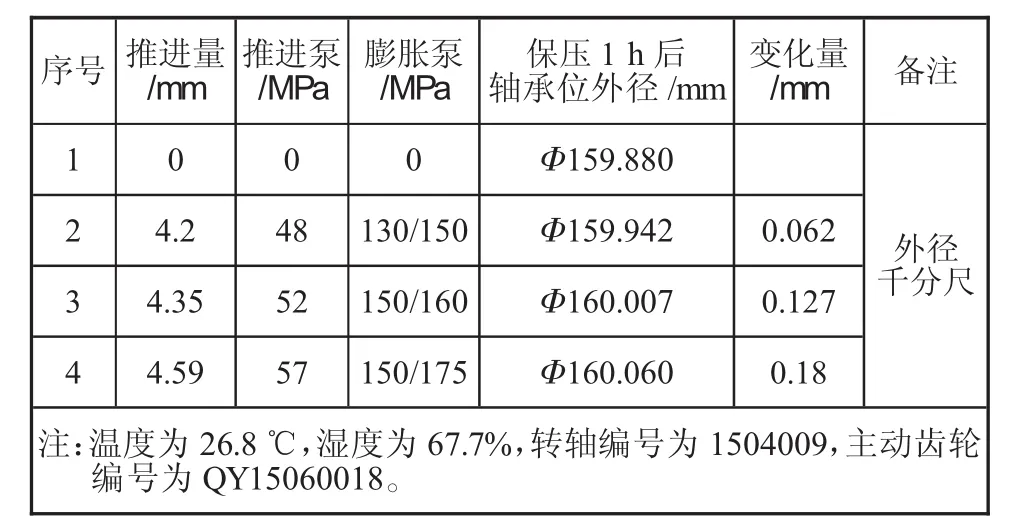
表1 裸轴加挡圈测量转轴轴承位外径尺寸
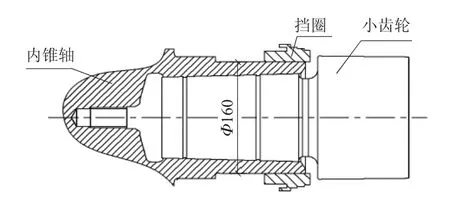
图1 裸轴加挡圈测量转轴轴承位外径变化情况
2.2 验证压装配合对轴承径向游隙的影响情况
安装端盖、NU轴承及轴承挡圈后压装小齿轮(如图2所示),试验结果如表2。
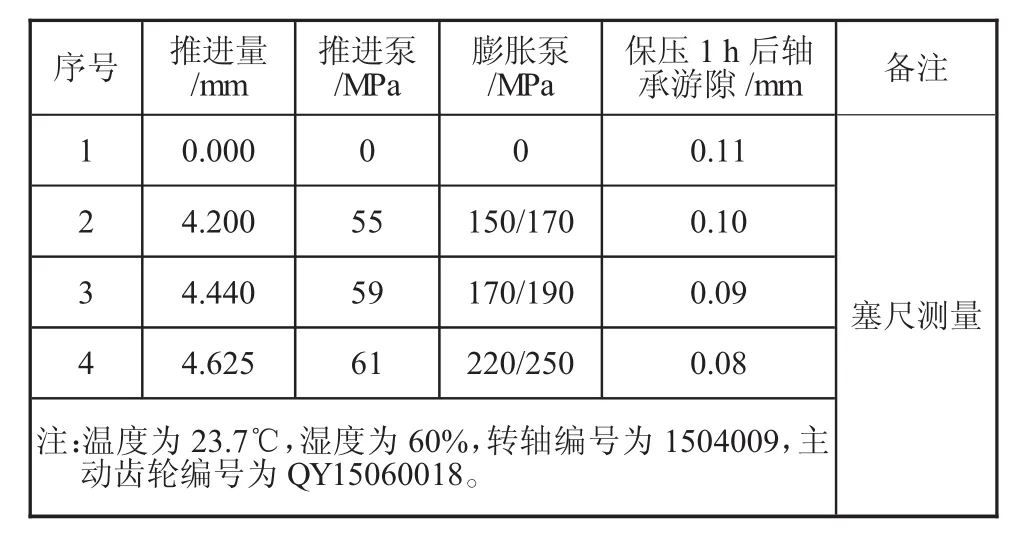
表2 安装端盖和轴承后测量轴承径向游隙
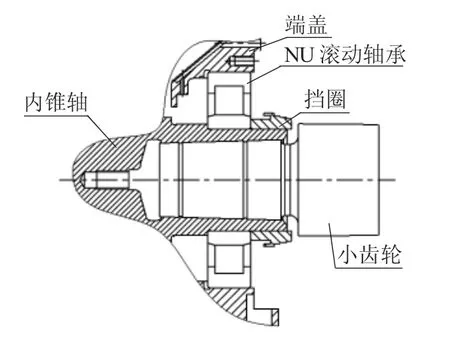
图2 安装端盖和轴承后测量轴承径向游隙
3 综合分析
将表1和表2数据绘图比对分析,如图3:
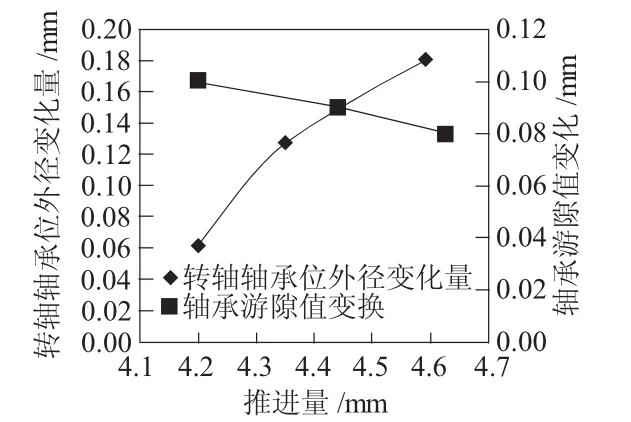
图3 压装数据分析图
由图3可知,两曲线相交于推进量为4.44 mm时,转轴外径为Φ159.88+0.15=Φ160.03 mm,处于推荐公差的下限;轴承安装游隙为0.09 mm,符合安装游隙要求。当推进量为4.59 mm时,转轴外径为Φ160.06 mm,接近推荐公差的上限;轴承安装游隙为0.085 mm,亦符合要求。因此,确定最佳推进量为4.44~4.6 mm。
4 结语
通过实际工艺验证和理论分析,得出最佳推进量。在此范围内压装小齿轮,既可以保证轴承内圈的过盈配合,又可以保证轴承的安装游隙在合理的范围内,同时在很大程度上降低了工艺难度。
此项研究成果已经先后在出口南非、新西兰两种内燃交流机车异步牵引电机上采用,均顺利通过单电机负载试验和实际线路运行考核,运行良好,未发生过小齿轮迟缓或滑轮现象。
