焊接方法对铁路撤叉用ZGMn13焊接接头组织和性能的影响
2018-04-17裴夤崟孙华为吕晓春
董 显 ,秦 建 ,裴夤崟 ,孙华为 ,吕晓春
(1.郑州机械研究所有限公司新型钎焊材料与技术国家重点实验室,河南郑州450001;2.哈尔滨焊接研究院有限公司,黑龙江哈尔滨150028)
0 前言
撤叉是铁路交通线的重要设备,服役过程中长期处于来自车轮的反复接触、摩擦和冲击应力等恶劣工况条件[1]。随着近年来铁路运输向高速、重载方向发展,撤叉质量对列车的平稳安全运行有一定的影响。由于ZGMn13经过水韧处理后具有较高的韧性储备,受到冲击等应力的作用后具有较高的加工硬化率及良好的冲击和耐磨性,因此该钢种自面世以来就长期应用于铁道辙叉的加工制造上,目前ZGMn13已成为高速铁道辙叉的主要使用材料[2]。
焊接是撤叉与轨道连接的重要工序,焊接质量的好坏直接关系着铁路的安全运行。近年来已有学者对高锰钢的焊接进行了大量的研究,该钢种目前主要采用的焊接方法仍以焊条电弧焊及熔化极气保护焊为主,鉴于高锰钢自身材料的特殊性,在焊接及使用性能上仍存在质量不稳定的情况[3-4]。激光-电弧复合热源焊接技术是近十年来新兴的特种加工技术,目前已成熟应用于不锈钢、耐候钢、低合金高强钢等钢种,但关于高锰钢激光-电弧复合焊接的报道较少[5]。针对铁路撤叉用高锰钢ZGMn13,分别采用焊条电弧焊和激光-电弧复合焊进行焊接,并对比分析不同焊接方法下的焊接接头组织和性能,以期为优化该钢种的使用性能提供参考。
1 ZGMn13焊接性分析及试验方法
高锰钢焊接最主要的问题是热影响区碳化物的析出引起热裂纹,导致焊接接头破坏。焊接过程中如何抑制碳化物的析出和消除析出碳化物成为高锰钢焊接的关键。高锰钢在重新加热到300℃~900℃内,钢中过饱和的碳会以碳化物的形式析出,尤其在500℃~700℃范围内较为突出。一般受热温度越高,析出速度越快。随着受热时间的延长,碳化物析出的数量随之增多。高锰钢的热膨胀系数较大,导热性较差,在焊接热循环作用下会产生较大应力,导致产生液化裂纹。焊接时应尽量减少焊接热输入量,缩短焊后300℃~900℃高温停留时间,快速冷却焊接接头。因此,高锰钢的焊接不仅要采用特殊的焊接工艺,焊接材料的选择也具有特殊性。
在众多焊接材料中,19-9-6焊条和HS20-10L(HCr20Ni10Mn7Mo)实心焊丝与Mn13钢性能匹配较好,选用这两种焊接材料作为ZGMn13钢评定用焊接材料。试验用母材及焊材化学成分如表1所示,母材厚度20 mm,坡口形式如图1所示。

图1 焊接坡口形式
焊条电弧焊和激光-电弧复合焊的焊接工艺参数如表2、表3所示。为缩短焊后300℃~900℃高温停留时间,焊条电弧焊时采用随焊水冷方式,由于激光-电弧复合焊的冷却速率较快,焊后采用空冷方式。

表1 母材、焊材化学成分 %

表2 激光-电弧复合焊接工艺参数

表3 焊条电弧焊焊接工艺参数
焊后解剖试样,焊接接头性能试样尺寸、制取方法和试验细节参照GB2650/T-2008《焊接接头冲击试验方法》、GB2651/T-2008《焊接接头拉伸试验方法》、GB2653/T-2008《焊接接头弯曲试验方法》、GB2654/T-2008《焊接接头硬度试验方法》及相关技术要求进行。
2 试验结果与分析
2.1 宏观金相
不同焊接方法下焊接接头宏观金相如图2所示。可以看出,采用焊条电弧焊和激光-电弧复合焊均能获得良好的焊缝成形,焊缝熔合良好,焊接接头无明显缺陷。在使用焊条电弧焊时预先在坡口两侧预堆过渡层,焊条电弧焊焊材用量及焊接道次明显多于激光-电弧复合焊,且激光-电弧复合焊焊接速度明显高于焊条电弧焊。结合上述各因素可以看出,采用激光-电弧复合技术能明显提升焊接生产效率。

图2 焊接接头宏观金相
2.2 显微组织
不同焊接方法下焊接接头各分区显微组织如图3、图4所示。ZGMn13基体组织由等轴奥氏体及沿晶分布的析出物构成;采用焊条电弧焊后焊缝的显微组织为柱状晶形态的奥氏体组织和分布相对均匀的δ-铁素体组织。焊接热影响区仍保持原等轴奥氏体形态,但相比原母材晶粒略有长大,晶界弱化不明显。
ZGMn13在采用激光焊后焊缝组织为晶界不明显的柱状奥氏体+极少量的δ-铁素体组织,由于激光-电弧复合焊接技术冷却速率相对较快及焊接热输入较小,抑制了焊缝组织在固相转变时铁素体组织的析出,同时晶粒尺寸相比焊条电弧焊焊缝组织较为细小。这一规律在激光-电弧复合焊的热影响组织中也得到了相应体现,ZGMn13的激光-电弧复合焊接接头热影响区组织为晶粒相对细小的等轴奥氏体组织及少量沿晶界析出物,相比焊条电弧焊的热影响区显微组织,其晶界弱化明显。
对焊条电弧焊热影响区的晶界析出相进行能谱测试分析结果,如图5所示,焊接热影响区的晶界析出物主要为碳化物,其原因是钢中过饱和的碳在冷却过程中以碳化物形式在晶界析出,结合图3、图4可知,采用激光-电弧复合焊能明显抑制热影响区晶界碳化物的析出。
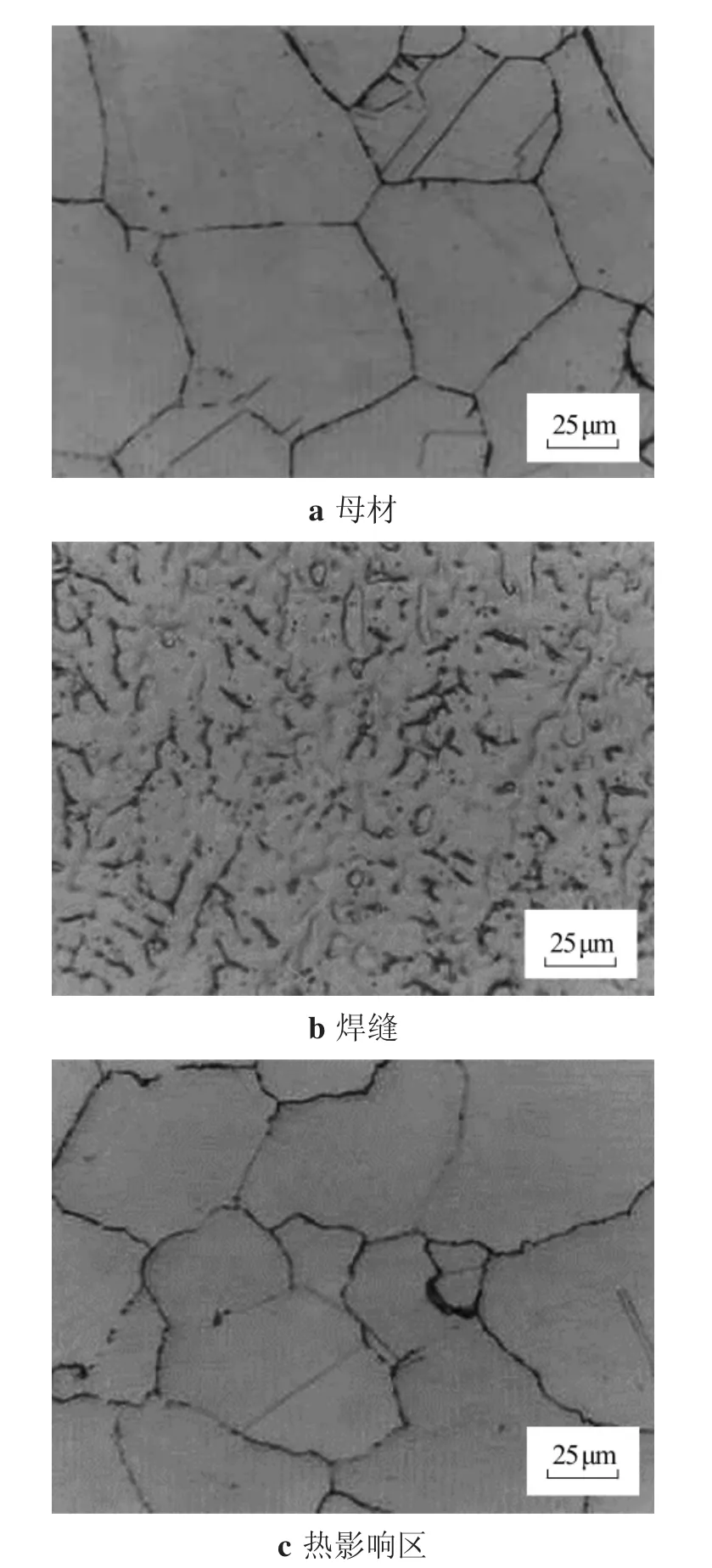
图3 焊条电弧焊焊接接头各分区显微组织
2.3 弯曲性能试验
将不同焊接方法焊后的试板参照GB2653/T-2008《焊接接头弯曲试验方法》沿垂直于焊接方向制取侧弯试样,并测试弯曲性能。试样尺寸20 mm×10 mm×300 mm,压头直径40 mm。试验结果如图6所示。
由图6可知,两种焊接方法下的焊接接头弯曲试样均未出现裂纹,无论是采用焊条电弧焊还是激光-电弧复合焊均能获得具有良好韧性储备的焊缝。
2.4 硬度测试
参照GB2654/T-2008《焊接接头硬度试验方法》分别测试不同焊接方法下焊接接头的母材、焊缝及焊接热影响区的布氏硬度,测试结果如图7所示。可以看出,采用焊条电弧焊和激光-电弧复合焊的热影响区硬度均略有升高,这主要是由于多重焊接热循环下焊接热影响区析出相增多所致。不同焊接方法焊缝硬度较原始母材变化不大,整体上看激光-电弧复合焊接接头的焊缝及热影响区硬度略高于焊条电弧焊。

图4 激光-电弧复合焊焊接接头各分区显微组织

图5 焊条电弧焊焊接热影响析出相能谱分析结果
2.5 冲击韧性试验
不同焊接方法下焊接接头各位置的室温冲击试验测试结果如图8所示。结果表明,两种焊接方法下焊接热影响区冲击韧性均出现不同程度的下降,这是由于在多重焊接热循环下过饱和碳化物沿晶界析出所致。焊缝冲击吸收功较母材有较大的提升幅度,这主要归功于焊接材料的合适选取。相比焊条电弧焊,激光-电弧复合焊焊缝及热影响区冲击韧性分别达到67J和116J,高于焊条电弧焊的59J和90J,表现出更为优异的韧性储备,这主要是因为激光-电弧复合焊接技术在快速冷却速率下抑制了焊缝中δ-铁素体的析出和热影响区中晶界碳化物的析出。

图6 弯曲试验测试结果

图7 硬度测试结果
3 结论
(1)针对ZGMn13高锰钢,采用焊条电弧焊和激光-电弧复合焊均能够获得综合性能优异的焊接接头。
(2)不同焊接方法下焊接热影响区均有过饱和碳化物析出,相比焊条电弧焊,激光-电弧复合焊热影响区析出物较少。

图8 冲击吸收功测试结果
(3)不同焊接方法下焊缝组织均为奥氏体+δ-铁素体组织,激光-电弧复合焊由于冷却速率较快,焊缝组织中δ-铁素体组织含量较少。
(4)相比焊条电弧焊,采用激光-电弧复合焊能够明显提升焊接生产效率,且获得的综合力学性能更为优异。
参考文献:
[1]陈咪囡.辙叉用高锰钢疲劳裂纹扩展行为的研究[D].河北:燕山大学,2014.
[2]李硕,赵志远,王华.ZGMn13辙叉与U71Mn钢轨真空电子束焊接显微组织分析[J].金属加工,2016(S1):700-704.
[3]赵敏海,郭面焕,董卫国.重型钢轨与高锰钢辙叉的焊接Ⅱ高碳钢焊接性的研究[J].焊接学报,2002(3):6-10.
[4]廖宗喜.高锰钢的焊接性研究[J].科技与创新,2015(18):104-105.
[5]王志宇.激光-MIG电弧复合焊接基础研究及应用[D].湖北:华中科技大学,2006.
