S355J2W+N钢焊接接头返修焊金相组织分析
2018-04-17宫平,常力
宫 平,常 力
(中车长春轨道客车股份有限公司,吉林长春130062)
0 前言
S355J2W+N改良型耐候结构钢是CRH380BL动车组和城铁A型车转向架结构常用钢板材料。CRH380BL动车组是以CRH3动车组为样车进行改进设计的,构架由2根箱型侧梁和2根无缝钢管横梁组成H型结构[1-3]。城铁A型车是借鉴动车组构架结构和既有B型车构架结构优点,自主研发设计的新型转向架。在动车组和城铁车转向架焊接制造过程中,时常产生不允许的或超出标准要求的焊接缺欠,必须通过返修焊予以清除,而返修焊可能对焊接接头的金相组织产生影响,进而影响接头的机械性能[4]。本研究对S355J2W+N钢返修焊的接头金相组织进行试验,分析返修焊对焊接接头焊缝区和热影响区组织的影响,为生产制造中返修焊工艺方案制定提供理论依据。
1 试验材料和方法
1.1 试验材料
试验材料为改良型耐候结构钢S355J2W+N,材料化学成分如表1所示。试验用焊丝为BOEHLER NiCu1-IG【EN 440 G 42 4 M(C)G0】,直径 φ1.2 mm,化学成分如表2所示。

表1 S355J2W+N钢板化学成分[5]%

表2BOEHLER NiCu1-IG焊丝化学成分%
1.2 试验方法
焊接试验采用MAG焊,保护气体为φ(Ar)82%+φ(CO2)18%,V 型坡口平板对接接头,单面焊双面成形,单层单道焊接,焊接工艺参数如表3所示。焊接制备 4 个试件,编号分别为 A0、A2、A4、A6,其中A0试件不进行返修焊,A2、A4和A6试件分别进行2次、4次、6次“模拟缺陷”的返修焊,返修焊采用表3中焊道3的工艺参数。“模拟缺陷”的清除按照图1进行,采用角向砂轮或圆柱磨头,保证重新制备的坡口底部与侧壁过渡圆滑,不得留有尖角。焊接及返修焊后经去应力退火处理及无损检测合格后,4个试件依次分4组进行金相组织分析。

表3 焊接工艺参数

图1 “模拟缺陷”清除示意
2 试验结果与分析
2.1 接头宏观组织
接头宏观照片如图2所示,将接头焊缝区域分为表层、层间和底层,HAZ区域分为1区、2区和3区。由图2可知,随着返修次数的增加,接头热影响区的宽度无明显变化,这与返修过程中要求清除的“模拟缺陷”尺寸有关。
2.2 焊缝区金相组织
2.2.1 焊缝表层组织
不同返修次数焊接接头的焊缝表层组织形貌基本相同,为柱状晶组织,其中块状先共析铁素体沿柱状晶晶界析出,少量魏氏组织由晶界向晶内生长,晶内为针状铁素体和少量粒状贝氏体,如图3所示。
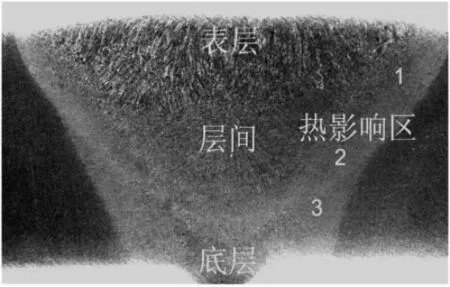
图2 接头宏观照片
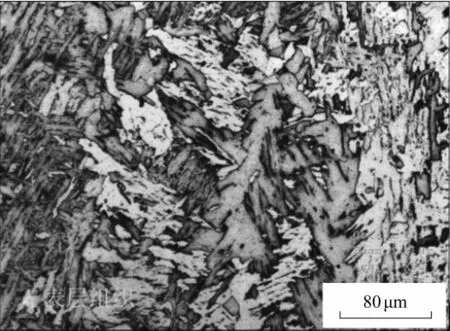
图3 焊缝表层组织照片
2.2.2 焊缝底层组织
不同返修次数焊接接头的焊缝底层组织主要为块状先共析铁素体和珠光体(黑色区域)。随着返修次数的增加,珠光体组织形态有所变化,逐渐变细,铁素体晶粒有所长大,其中A6焊缝底层组织中一些区域的珠光体细小到光镜照片无法识别,而表现出铁素体组织连在一起形成不规则形态,如图4所示。
2.2.3 焊缝层间组织
A0接头焊缝层间正火区组织主要为先共析块状铁素体和珠光体,同时还能看到前道焊缝柱状晶的痕迹,即珠光体沿柱状晶晶界分布;部分正火区除块状铁素体外,还有一部分针状铁素体,如图5所示。
A2接头焊缝层间组织类型与A0接头相同,为铁素体和珠光体如图6所示。其中图6a中正火区晶粒较细小,但有柱状晶痕迹;图6b所示区域位于图6a所示区域下方,由于受到多次加热作用,晶粒有所长大;图6c为层与层交界,上层有柱状晶痕迹。
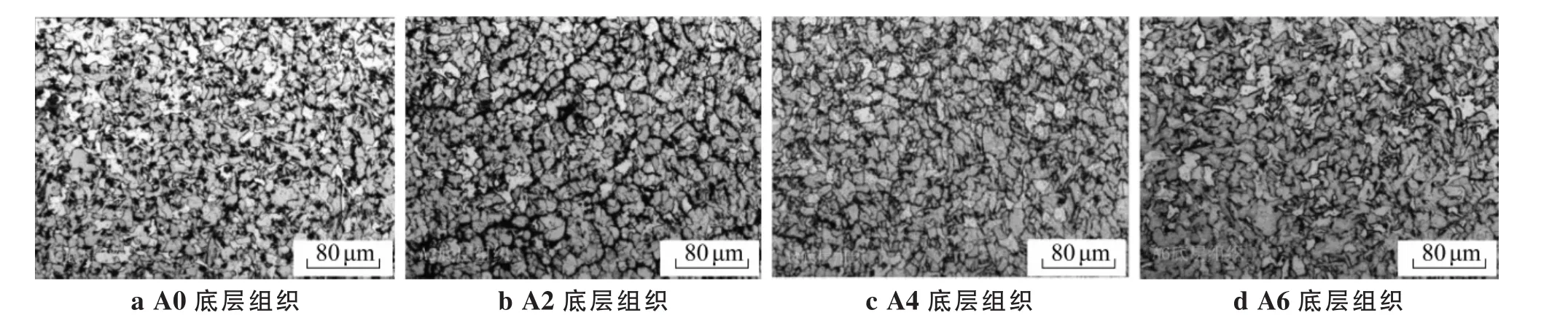
图4 各接头焊缝底层组织照片
A4、A6接头层间组织照片如图7所示。A4接头和A6接头层间组织较A2接头无变化,主要为铁素体和珠光体。返修6次接头层间由于受多次附加热处理作用,具有不同晶粒尺寸。
2.3 热影响区金相组织

图5 A0接头焊缝层间组织照片
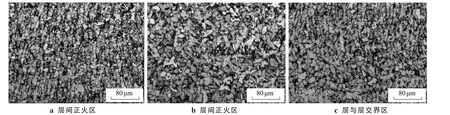
图6 A2接头焊缝层间组织照片
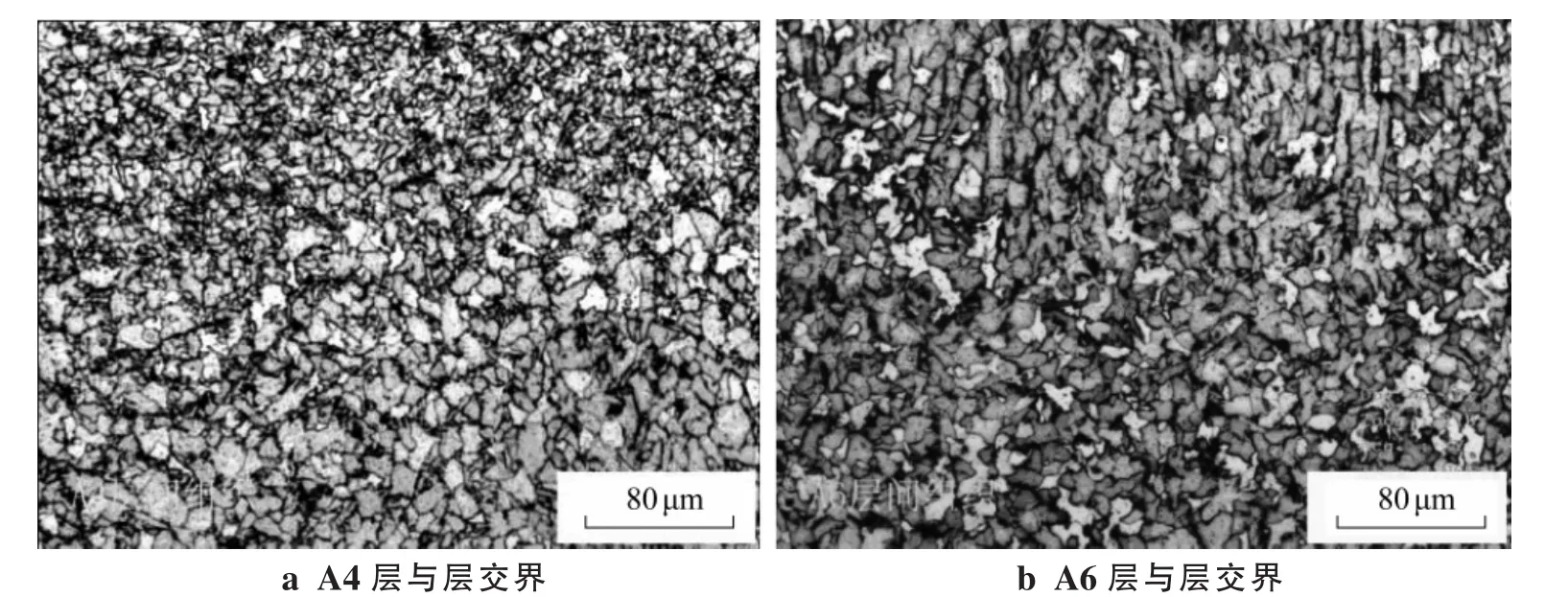
图7 A4、A6接头层间组织照片
A0接头HAZ组织照片如图8所示。由粗晶区(未受正火作用)、正火区(细晶区)和不完全正火区组成,此处增加熔合区和母材区进行讨论。熔合区是熔化区和非熔化区的交界,图8a为未受正火焊缝表层与受正火粗晶区交界,在熔化区一侧基本保持焊缝表层的组织形貌特征,未熔化一侧则保持受正火粗晶区的组织特征。粗晶区组织主要为沿原奥氏体晶界分布的块状先共析铁素体、珠光体(黑色区域)、少量魏氏组织和较多的粒状贝氏体(见图8b)。正火区组织是细小均匀的块状铁素体和珠光体(见图8c)。不完全正火区晶粒大小不均,组织保留了母材的轧制态特征,主要为块状铁素体、细小的铁素体与珠光体的混合区(见图8d)。母材为具有明显轧制特征的铁素体与珠光体相间分布的层状组织结构(见图8e)。
经过返修的焊接接头HAZ正火区组织主要为细小均匀的铁素体和珠光体,与A0的HAZ正火区组织基本无差别,如图9所示。
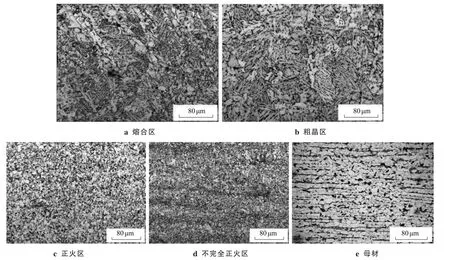
图8 A0接头HAZ组织照片

图9 返修焊后接头HAZ正火区组织
返修过程对HAZ的1区组织无太大影响,组织形貌基本相同。返修过程对HAZ的2区和3区的HAZ粗晶区有一定影响,返修后的HAZ粗晶区为铁素体和珠光体。返修次数一定时,在接头厚度方向由上到下(2区到3区),HAZ粗晶区中针状铁素体逐渐转变为块状。随着返修次数的增加,接头HAZ粗晶区中针状铁素体有减少趋势。返修后接头HAZ(2区和3区)粗晶区组织照片如图10所示。
3 结论
(1)未返修与返修焊缝表层均为块状先共析铁素体、少量魏氏组织铁素体和贝氏体组织;焊缝层间和底层主要为块状铁素体和珠光体组织,随着返修次数的增加,珠光体组织逐渐变细,铁素体晶粒有所长大。
(2)接头HAZ的粗晶区组织沿接头厚度方向分布有所不同:上部为块状先共析铁素体、珠光体组织、少量魏氏组织和较多数量的粒状贝氏体;中部和下部均为铁素体和珠光体。返修次数一定时,在接头厚度方向由上到下,HAZ粗晶区中针状铁素体有减少趋势,逐渐转变为块状。
(3)返修次数对HAZ正火区组织无太大影响,正火区组织是细小均匀的块状铁素体和珠光体。靠近母材的不完全正火区晶粒大小不均,组织保留了母材的轧制态特征。
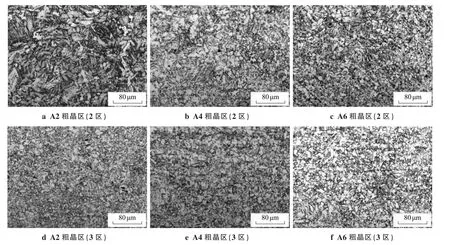
图10 返修后接头HAZ(2区和3区)粗晶区组织照片
参考文献:
[1]孔繁冰,李明,韩璐,等.CRH380BL高速动车组气动外形优化设计[J].铁道机车车辆,2012(06):9-12.
[2]黄鼎.CRH380BL高速动车组转向架结构强度跟踪试验研究[D].北京:北京交通大学,2012.
[3]刘刚,梁树林,陆海英,等.高速动车组的动车转向架构架[P].中国专利:CN201189871,2009-02-04.
[4]常力,宫平,于传颖,等.多次返修焊对S355J2W+N钢焊接接头中值疲劳寿命的影响[J].机车车辆工艺,2014(03):32-33+45.
[5]EN10025-5:2004改良的耐候结构钢交货技术条件[S].
