钛合金小直径螺纹攻丝研究
2018-04-16吴东
□吴东
中国空空导弹研究院 河南洛阳 471009
钛合金是一种具有高强度、耐腐蚀、耐热等特点的金属材料,攻丝困难。笔者以TC4钛合金为例,在手工攻丝的条件下,从丝锥材料、丝锥结构、螺纹底孔、冷却液四个方面研究提高钛合金小直径螺纹攻丝效率的方法。
1 钛合金攻丝影响因素
一般而言,影响钛合金小直径螺纹攻丝的因素主要有四个方面。
(1)丝锥材料。由于钛合金强度高,韧性好,化学活性高,因此丝锥材料应具有以下特质:足够高的硬度、强度、刚性和耐磨性,与钛合金的亲和能力要差[1-2]。
(2)丝锥结构。丝锥结构一般有螺旋槽丝锥、螺尖丝锥、挤压丝锥和直槽丝锥等,各种丝锥结构的特点和用途见表1。针对钛合金攻丝,特殊结构的丝锥有短刃瓣丝锥、跳牙丝锥、短校准段丝锥等[3-6],其中短刃瓣丝锥比较容易制作,如图1所示,跳牙丝锥如图2所示。
(3)螺纹底孔。钛合金回弹量大,加工螺纹底孔时加大钻头直径,可加工出满足螺纹公差要求和螺纹连接强度要求的底孔,以利于减小切削余量,降低攻丝扭矩,避免丝锥折断[7]。
(4)切削液。钛合金回弹量大,导致攻丝时接触面积大、摩擦力大,因此散热和润滑成为制约攻丝质量和效率的关键因素之一[8]。
2 试件准备
试验采用厚度为8 mm的TC4钛合金板,钛合金板外形尺寸为150 mm×100 mm,M3螺纹底孔直径为2.46~2.59 mm[9-10]。 试件如图3所示。
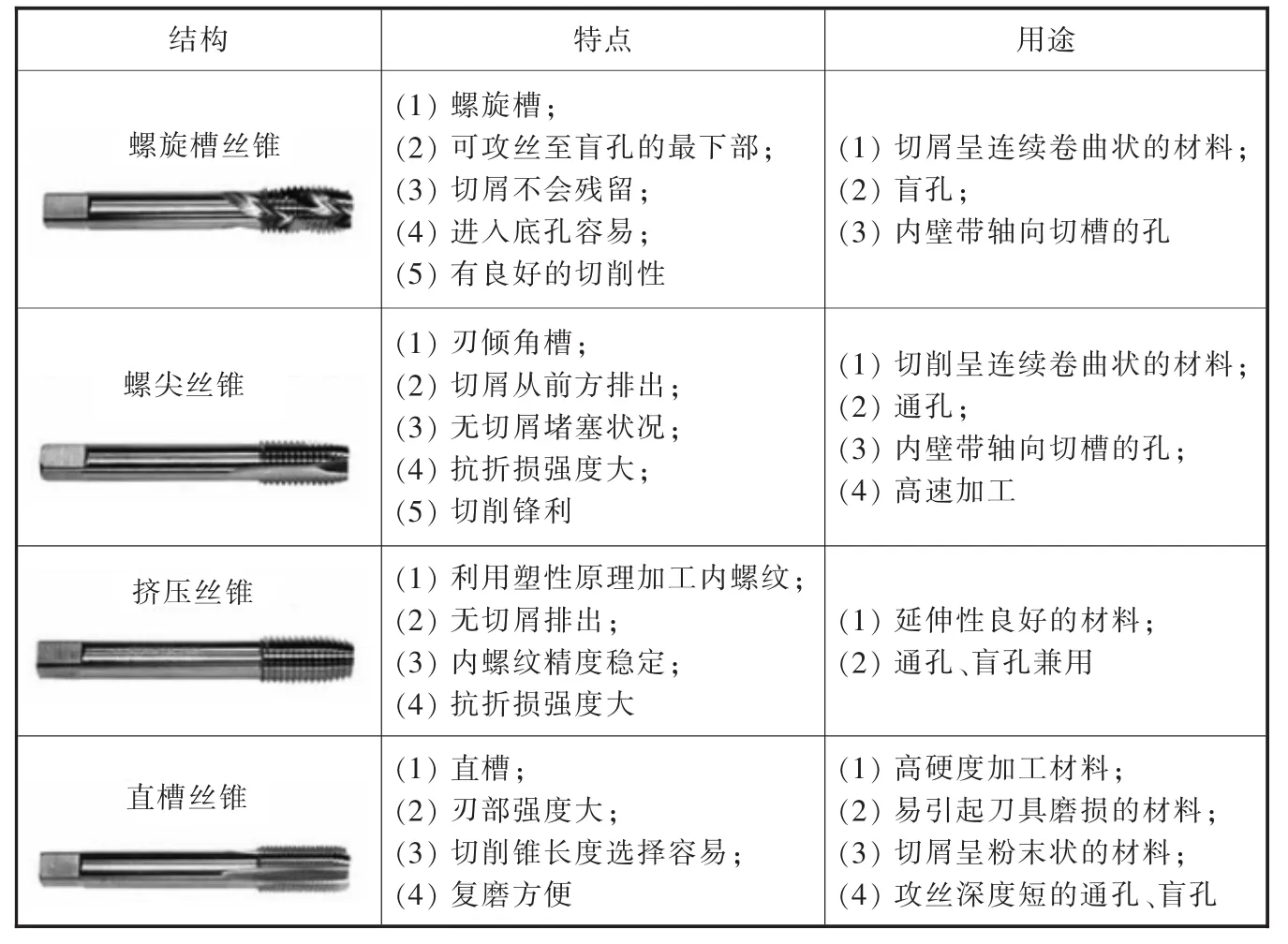
表1 丝锥结构及用途
3 试验情况及分析
3.1 丝锥材料
不同丝锥材料试验情况见表2。
由表2可见,钴高速钢丝锥加工螺孔数量最多,且攻丝时间最短,针对钛合金材料的高速钢丝锥次之,普通丝锥则不适合加工钛合金。
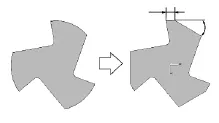
▲图1 短刃瓣丝锥

▲图2 跳牙丝锥
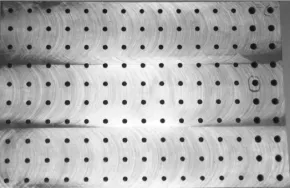
▲图3 试件
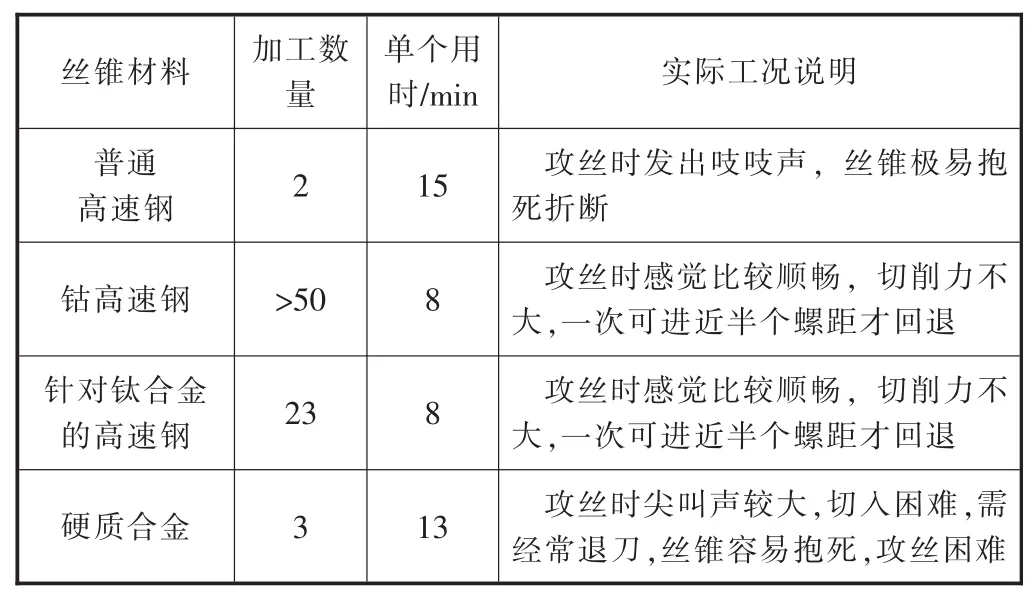
表2 不同丝锥材料试验情况
3.2 普通丝锥结构
不同普通丝锥结构试验情况见表3、表4。
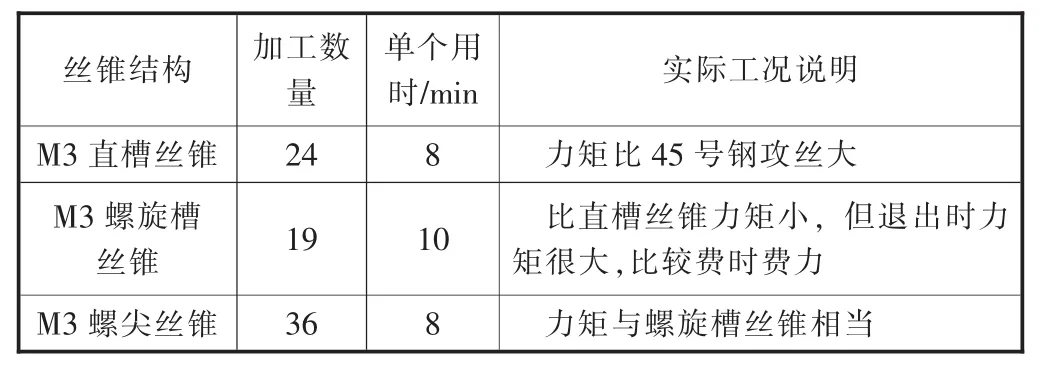
表3 不同普通丝锥结构通孔试验情况
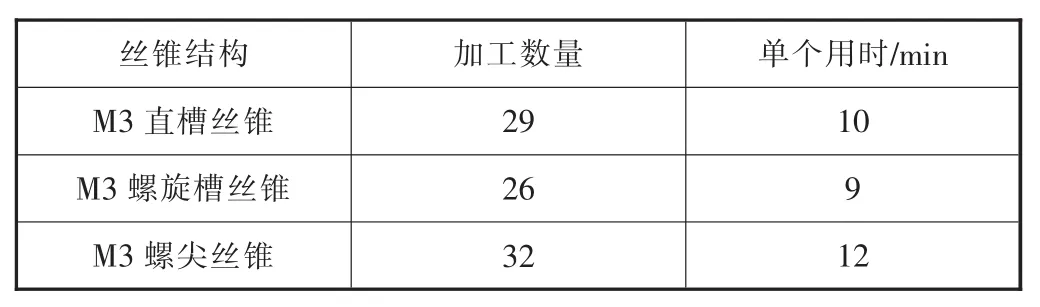
表4 不同普通丝锥结构盲孔试验情况
由表3、表4可见,加工通孔时螺尖丝锥具有明显优势,无论加工数量还是时间都为最优;而加工盲孔时螺尖丝锥和螺旋槽丝锥单个螺纹孔加工时间相差不多,分析原因为试件中的螺纹孔深度较浅,因此螺旋槽丝锥的排屑优势并不明显。
3.3 特殊丝锥结构
特殊丝锥结构试验情况见表5。
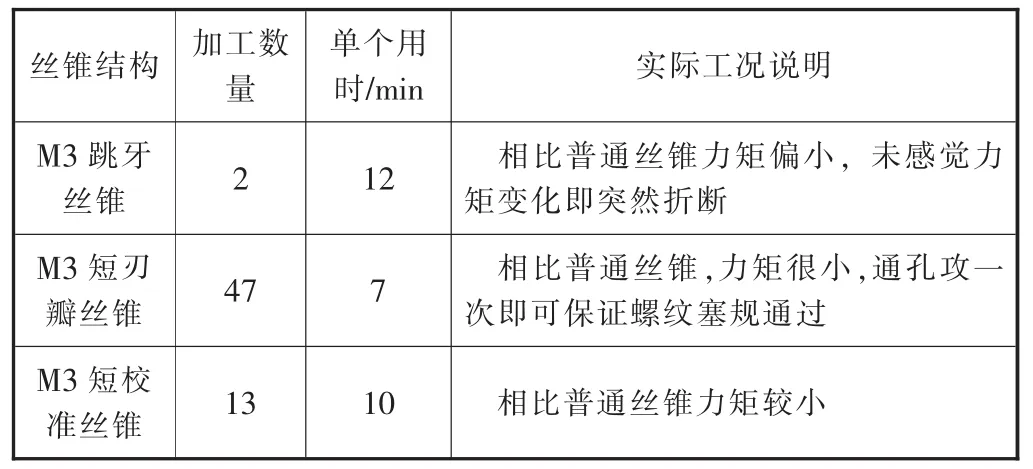
表5 特殊丝锥结构试验情况
由表5可见,特殊结构丝锥相比普通丝锥,加工螺纹数量均有提高,其中短刃瓣丝锥提高最明显。短刃瓣丝锥加工过程中切削力减小,攻丝后合格率提高,加工时间缩短。
3.4 攻丝液
不同攻丝液试验情况见表6。
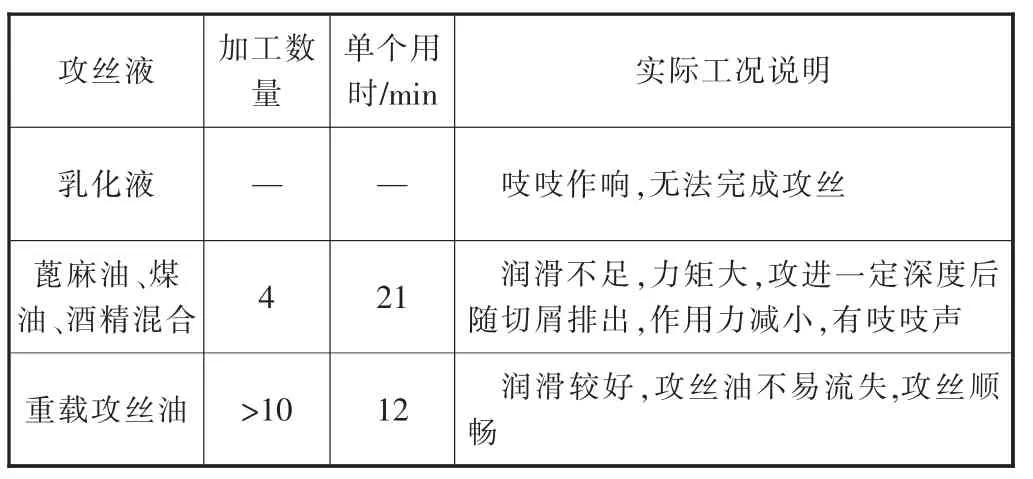
表6 不同攻丝液试验情况
由表6可见,润滑比冷却更重要,特别是深孔加工时,要求攻丝液具有较强的抗挤压能力,加工过程中不能被挤出,这样才能保证丝锥切入和退出时比较顺畅。
3.5 螺纹底孔
不同螺纹底孔试验情况见表7。
由表7可见,随着螺纹底孔的增大,每个螺纹孔的平均加工时间有显著缩短,当底孔加工到公差上限时,效率提高近1倍。攻丝完成后,螺纹底孔及螺纹中径会有一定的回弹量,导致螺纹底孔及中径偏小。针对这个现象,又做了对比试验,最终得出小径收缩量的变化,如图4所示。由图4可见,小径越大,余量越小,收缩量就越小;丝锥越锋利,容屑空间越大,去除材料越方便,收缩量也就越小。因此,底孔尽可能加工到公差上限,考虑攻丝后的收缩率,可适当增大螺纹底孔直径,如底孔直径由2.5 mm增大为2.6 mm,则加工余量减小50%多,假设一副丝锥去除余量一定,则丝锥耐用度将大幅提高,加工效率也将明显提升。
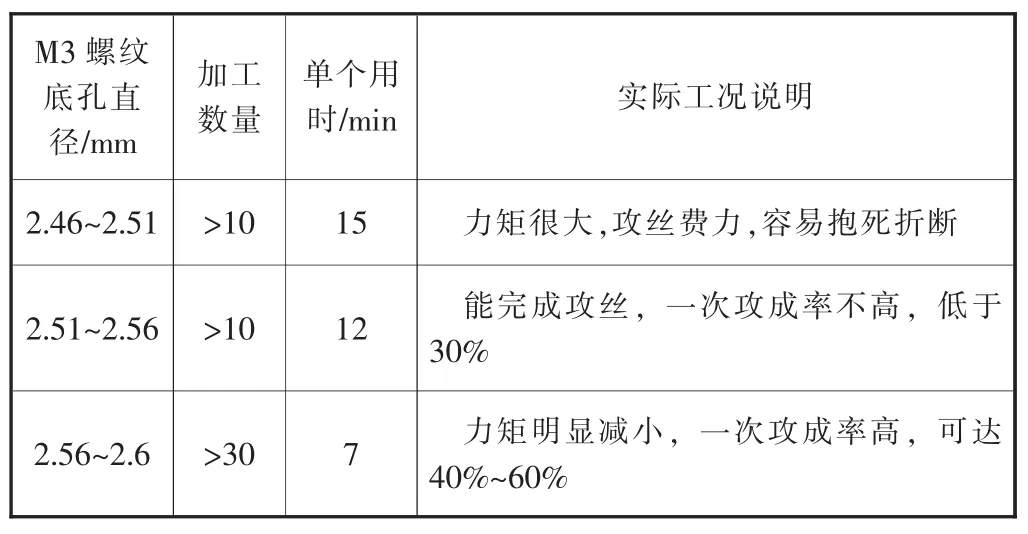
表7 不同螺纹底孔试验情况
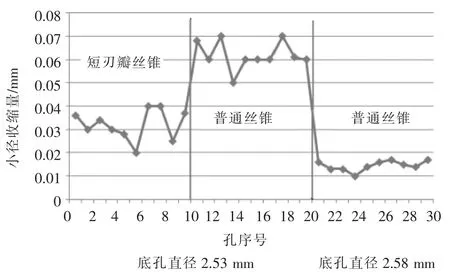
▲图4 小径收缩量变化图
4 结论
针对钛合金小直径螺纹进行加工试验,得出结论。
(1)丝锥材料选取钴高速钢丝锥,耐用度较好。
(2)对于通孔螺纹或长径比小于2的盲孔螺纹,螺尖丝锥有较好的加工效率。对于长径比大于2的盲孔螺纹,螺旋槽丝锥加工效率较高。
(3)短刃瓣丝锥可以有效减小攻丝的切削力,提高攻丝效率,提高丝锥耐用度。
(4)攻丝时选用润滑性好的攻丝油,可以减小切削力,提高攻丝效率。
(5)小直径螺纹攻丝时,底孔越大,效率越高,丝锥耐用度就越高。钛合金攻丝后,小径和中径会收缩,余量越大则收缩量越大。对于6H螺纹,推荐底孔直径如下:M2螺纹为 1.65~1.7 mm,M2.5螺纹为 2.1~2.15 mm,M3螺纹为 2.55~2.6 mm。
[1] 任红军,鞠伟,张俊霞.钛合金攻丝技术及丝锥改进[J].机械制造,2005,43(3):55-57.
[2] 鲍秀森.钛及钛合金的切削加工[J].机械制造,2000,38(2):42-44.
[3] 苟琪.振动攻丝螺纹[J].机械制造,1998,36(2):18-19.
[4] 张勇,颜德.钛合金材料小直径螺纹盲孔攻丝技术[J].国防制造技术,2011(1):26-29.
[5] 顾成军,袁安富.钛合金小直径盲孔攻丝加工[J].机械设计与制造,2000(6):60-61.
[6] 韩荣第,于启勋.难加工材料切削加工[M].北京:机械工业出版社,1996.
[7] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
[8] 陈魁.试验设计与分析[M].2版.北京:清华大学出版社,2005.
[9] 李企芳.难加工材料的加工技术[M].北京:北京科学技术出版社,1992.
[10]傅玉灿.难加工材料高效加工技术[M].西安:西北工业大学出版社,2010.
