自动控制插针设备的设计
2018-04-16蔡汉明董新华
□ 蔡汉明 □ 董新华
青岛科技大学机电工程学院 山东青岛 266061
研制自动控制插针设备是应对市场需求,针对人工插针的局限性在原有机械设备上进行的改进。依靠所设计的结构特性,自动插针设备可方便、快捷地实现插针、卸料、拦针、拦料等功能[1],能有效解决企业人工或半自动插针设备的不足。另一方面,现阶段企业仍以半自动插针设备应用较多,实现自动控制插针设备的普及仍需要时间[2]。
通过借鉴企业半自动插针设备的相关资料,运用现代电控装置和气动装置,设计了一种自动控制插针设备[3]。这一设备不仅可以实现全自动控制插针,提高设备的应变能力和灵活性,而且可以实现手动和单循环控制,方便设备的调试。
1 总体方案设计
自动控制插针设备的工作原理与半自动插针设备类似,通过插针气缸前后移动实现铁针的装载和插入工件。两个振动盘中,一个为设备提供铁针,另一个为设备提供工件。此外,还有送针辅助装置和送工件辅助装置。整个设备主要由四大部分组成。第一部分是插针装置,主要包括插针气缸、导杆、支座等。第二部分是卸料装置,主要包括卸料气缸、滑轨滑块及后盖等,通过气缸伸缩和工件重力使工件顺利落至接料盒内。第三部分是运送工件装置,主要包括拦料气缸和送料管,保证每次只有一个工件落入插针位置。第四部分是送针装置,主要包括送针气缸、振动盘和送针管等。插针装置和卸料装置结构如图1所示。
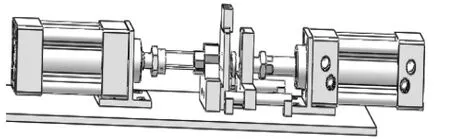
▲图1 插针装置和卸料装置结构
2 气动控制模块原理
自动控制插针设备气动控制模块原理如图2所示。系统失电后,为了防止各个气缸缸杆受到重力而下滑,必须采用O型三位四通电磁换向阀。系统应用调速阀可以调节各个气缸缸杆的伸出和收缩速度。此外,为了防止系统过压,还设有卸载装置,在必要时防止系统关键部件损坏,低压时则有相应的报警功能。
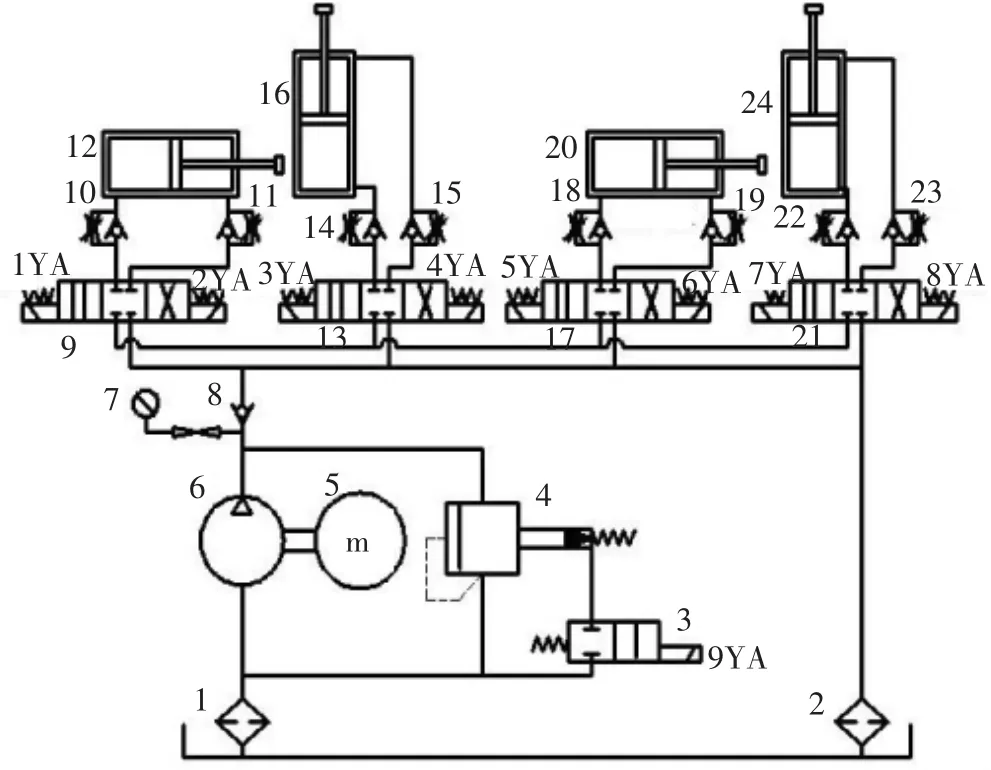
▲图2 气动控制模块原理图
自动控制插针设备气动系统工作过程如下:在系统通电情况下,所有装置完成指定的动作后都要回原点,等待下一次指令;系统开始工作后,若系统检测到没有工件,则三位四通电磁换向阀左位电磁阀3YA得电,卸料气缸缸杆伸出,接着电磁换向阀右位电磁阀6YA得电,工件振动盘执行运送工件动作,同时拦料气缸缸杆缩回执行工件放行动作;当系统检测到有工件通过时,电磁换向阀左位电磁阀5YA得电,工件振动盘停止工作,同时拦料气缸缸杆伸出执行工件止行动作;当传感器检测到有工件时,电磁换向阀左位电磁阀1YA得电,插针气缸缸杆伸出执行插针动作;当插针气缸前端磁感应器得电时,电磁换向阀右位电磁阀2YA和4YA得电,插针气缸缸杆和卸料气缸缸杆迅速收回,以便于工件落至接料盒;当检测铁针有无的传感器无信号时,电磁换向阀右位电磁阀8YA得电,拦针气缸缸杆缩回执行铁针放行动作,振动盘工作执行送针动作,直到传感器有信号,电磁换向阀左位电磁阀7YA得电,拦针气缸缸杆伸出执行拦针动作,同时振动盘停止工作。
3 电路控制模块设计
3.1 控制系统硬件
考虑到抗干扰性和响应速度,自动控制插针设备应用Q型可编程序控制器(PLC)控制系统。Q型PLC控制系统主要包括基板、中央处理器、电源和输入输出模块等[4]。自动控制插针设备电路控制模块主要硬件选型见表1。

表1 电路控制模块主要硬件选型
自动控制插针设备电路控制模块硬件如图3所示。PLC利用自身方便快捷的传输优势,在整个系统中主要完成输入信号采集和处理、送针振动盘和运送工件振动盘启停控制、电磁阀启闭控制、报警信号启闭控制、空气压缩泵起停控制等工作,使设备动作有序进行。

▲图3 电路控制模块硬件
3.2 控制面板
自动控制插针设备操作面板根据功能需求进行设计,因为系统有手动、自动循环、单循环三种模式,所以有总开关、模式转换按钮、自动按钮、单循环按钮和停止按钮。根据手动功能的需求,有插针、返回、卸料、复位、拦料、料放行、拦针、针放行、送料、料止、送针、针止等按钮,每一个按钮实现相应的功能,既方便单独调试,又提高设备在应用时的灵活性。
3.3 PLC输入输出点
自动控制插针设备根据实际输入输出点数选择三菱Q型PLC,当输入输出点数不够时,可以使用扩展模块[5-6]。三菱Q型PLC的输入输出端子模块接线如图4所示。
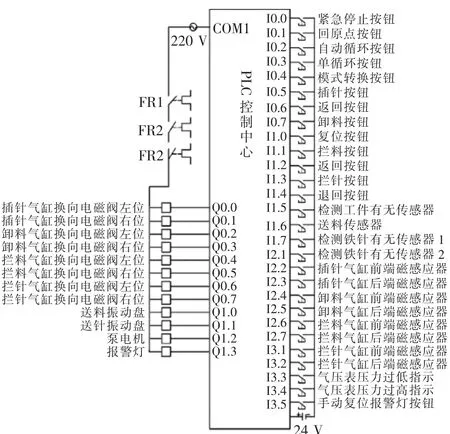
▲图4 输入输出端子模块接线
为实现插针设备的手动、自动循环、单循环三种控制模式,采用三菱GX Works2编写相应的程序[7]。编写程序时,使用三菱PLC专用的顺序功能指令STL、STLE, 根据客户需求还可以使某段程序具有记忆功能,即使瞬间断电后来电,系统也会再次执行完相应的动作才继续进行循环[8]。 自动控制插针设备自动运行顺序流程如图5所示。
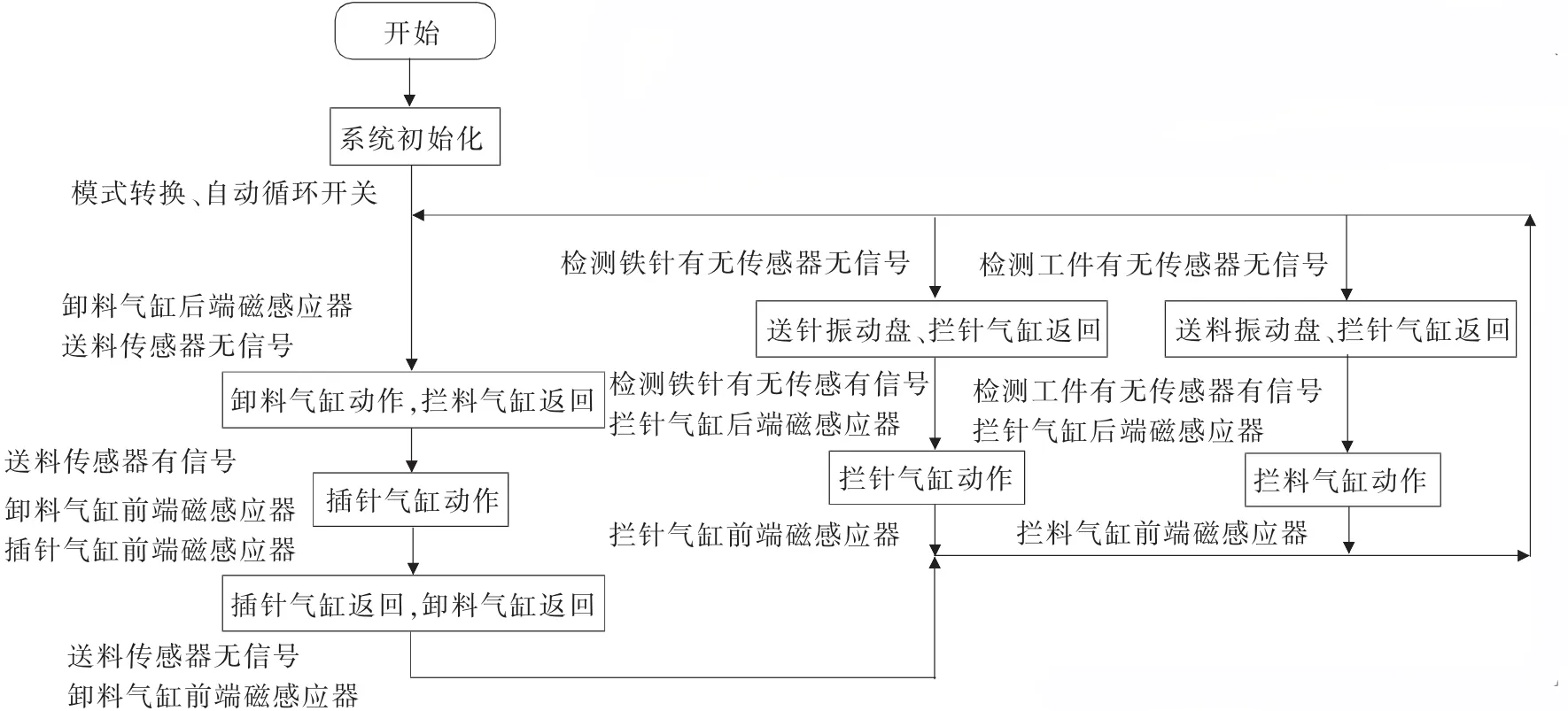
▲图5 自动插针设备自动运行顺序流程
4 结论
自动控制插针设备的实际应用表明,系统能够满足工厂的实际生产需要,有效解决了人工或半自动插针设备存在的生产效率低、员工手部易受伤等问题。根据需要,自动控制插针设备适用于一次插三根针,也可以在此基础上增设多个插针导杆,进而满足不同的市场需求[9-10]。
[1] 张清林,丹野良一.金属冲压工艺与装备实用案例宝典[M].北京:机械工业出版社,2015.
[2] 陈通.半自动化海带收割机设计与优化[D].青岛:中国海洋大学,2015.
[3] 兰自志.电控气动步进系统的PLC实现 [J].武夷学院学报,2014,33(5):77-80,87.
[4] 耿欣,林中达,潘蕾,等.基于三菱Q型PLC的单交叉路口交通灯模糊控制器的设计[J].工业控制计算机,2009(10):32-33.
[5] 严盈富.PLC入门[M].北京:人民邮电出版社,2005.
[6] 文杰.一步一步学 PLC 编程(三菱 GX Works2)[M].北京:中国电力出版社.2013.
[7] 文杰.一步一步学 PLC 编程(三菱 GX Developer)[M].北京:中国电力出版社,2013.
[8] 赵龙.基于PLC控制的电子琴气动演奏系统的研制[D].武汉:华中科技大学,2006.
[9] 王小娟,胡兵.PLC和触摸屏在多自由度气动机械手系统中的应用[J].组合机床与自动化加工技术,2016(3):58-60,63.
[10]李渊.圆筒形反应釜升降翻转设备分析与设计[D].武汉:华中科技大学,2013.
