基于PLC的车载通信设备自动化控制系统设计
2018-04-13朱亚峰陈志坚
朱亚峰 陈志坚
摘 要: 针对传统车载通信设备控制系统一直存在易受复杂环境干扰和控制准确性差等问题。提出并设计基于PLC的车载通信设备自动化控制系统。该系统主要包括自动化模块、控制模块、通信模块,通过PLC技术构建自动化模块,对数据属性进行优化配置,完成数据信息的交互;根据信息反馈技术对通信信号载波进行调试,采用多渠道输送模式提高信号交换性能,实现车载通信设备自动化控制系统的设计。实验结果表明,采用改进设计的控制系统,相比传统控制系统,其控制精度增加、效率较高,同时具有较强的抗干扰能力。
关键词: 车载通信设备; 复杂环境; 多渠道输送; 信号载波; 信息反馈; 控制系统
中图分类号: TN964?34; TN913 文献标识码: A 文章编号: 1004?373X(2018)08?0037?04
Abstract: In allusion to the problems that the traditional vehicle?mounted communication equipment control system is always vulnerable to interference of complex environment, and has poor control accuracy, a PLC?based automatic control system for vehicle?mounted communication equipment is proposed and designed. The system mainly consists of automation module, control module and communication module. The automation module is established by using PLC technology to optimize the configuration of data attributes and complete the interaction of data information. According to the information feedback technology, the communication signal carriers are debugged. The multi?channel transmission mode is adopted to improve the signal exchange performance and realize the design of automation control system for vehicle?mounted communication equipment. The experimental results show that in comparison with the traditional control system, the control system with improved design has better control accuracy, higher efficiency and stronger anti?interference capability.
Keywords: vehicle?mounted communication equipment; complex environment; multi?channel transmission; signal carrier; information feedback; control system
0 引 言
随着自动化控制系统的不断发展,PLC技术得到了广泛应用。传统车载通信设备控制系统在通信控制过程中,存在抗干扰能力差和控制准确性低的不足。本文提出基于PLC的车载通信设备自动化控制系统设计。该控制系统利用PLC技术的传输性能和可编程性,进行通信逻辑控制,以PLC 控制模块为通信控制系统的核心[1],利用调制解调单元,对命令信号进行调制调解,利用通信协议、通信端口设置实现通信设计。为了验证设计系统的可靠性、抗干扰能力及准确性[2],分别对传统控制系统和PLC控制系统进行可靠性实验、抗干扰性实验和准确性实验。基于实验结果表明,PLC控制系统改善了传统控制系统抗干扰能力差和控制准确性低的不足,同时提高了传输稳定性,保障了车载通信设备自动化控制系统安全运行。
1 车载通信设备自动化控制系统设计
本文设计的车载通信设备自动化控制系统主要包含三大模块:自动化模块、PLC控制模块以及通信系统。
1.1 自动化模块设计
硬件系统主要包括:电源、中央数据处理器(CPU)、储存器、通信端口、输入和输出接口。电源主要为PLC提供稳定的安全电压[3];CPU主要进行逻辑运算以及数据处理和发出操作指令等;储存器主要为PLC提供数据储存;通信端口作用是连接通信装置进行数据通信;输入与输出接口主要进行信号输入与输出。
软件模块包括执行程序和用户程序。通过软件设计,从而实现逻辑控制[4?5]。PLC自动化模块可分为三个阶段:采样与输入阶段、程序执行阶段、输出更新阶段。采样与输入阶段主要是对车载通信设备信息采集与处理;程序执行阶段是执行设计程序对车载通信设备进行控制;更新与输出阶段主要是对执行程序进行更新与输出。PLC自动化模块图如图1所示。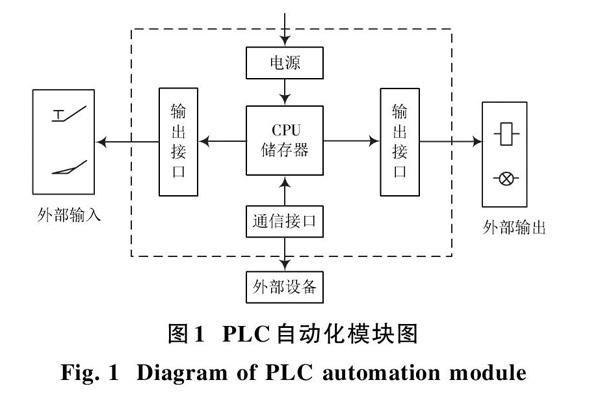
导入的PLC技术主要采用循环扫描的工作方式。在采样与输入阶段,PLC以顺序扫描方式读取所有输入端口通信信息,实现数据的采集。在程序执行阶段,PLC按照用户程序进行逻辑运算与算术运算。按照编定的程序,进行逐条执行与控制。在更新与输出阶段,PLC进行输出控制信号以及对信号进行更新,驱动车载通信设备[6?7]。以上描述的三个阶段的过程称为一个扫描周期,PLC通过重复执行扫描周期,从而完成预计任务。一般一个扫描周期为几毫秒到十几毫秒。至此,完成自动化模块的设计。
1.2 控制模块设计
本文以PLC控制模块为车载通信设备控制系统的核心,主体包括接受触摸屏传送的数据和逻辑点[8]。车载通信自动控制系统使用两个控件进行数据交换,以及数据控制信号设定。
控制模块的设定中,首先完成数据属性的配置,其主要包括数据长度、优先级、标识屏蔽码以及标识码等;其次进行解调命令,将数据按照PLC固定格式写入,并进行逻辑点控制等待发送;最后完成命令信息的发送[7]。其中具体关键命令程序部分如下: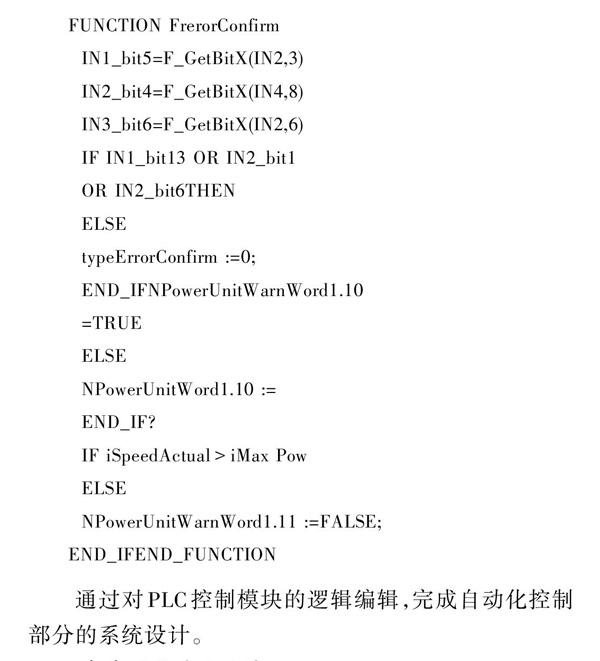
通过对PLC控制模块的逻辑编辑,完成自动化控制部分的系统设计。
1.3 车载通信系统设计
车载通信系统主要包括车载通信收发模块和车载收发天线。车载收发天线是利用辐射功能,接收和发出无线电波[9]。车载通信收发器作为车载通信收发模块的主体部分,主要利用反馈技术进行自动控制,其主要任务是进行车辆总线之间的通信和完成载波信号的调制解调[10]。按照功能组成,车载通信收发器可划分为PLC控制单元、控制接口、串口通信、调制解调单元、拨码开关、发送电路、总线接口、接收电路以及系统电源等。车载通信设备自动控制系统结构图如图2所示。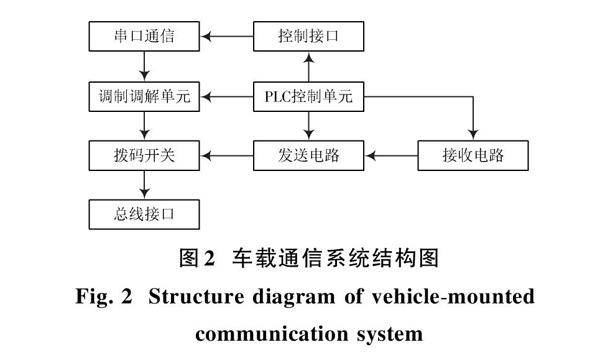
通信单元是利用反馈系统程序、用户程序进行设定的,采用高速单片机完成与上位机和调制解调单元之间的通信;调制解调单元主要作用是完成反馈控制单元发出信号的调制解调;控制接口是对控制单元发出控制指令进行控制传输;接收电路的主要作用是滤掉杂波,使接收到的信号更加准确稳定;串口通信是将传输指令进行多端口的通信;发送电路作用是发送传输信号电路,对调制调解后的载波信号进行处理,将信号发送到固定端,进行信号的交互传输。
设计的PLC的控制单元能够支持多通信协议进行通信。其通信协议主要包括:点对点接口协议、多点接口协议、自由通信接口协议等。
在通信程序的设计上,用两个反馈系统进行数据交换,使用PLC1通信端口与PLC2通信端口作为PLC的通信通道,进行多字节数据传输。PLC1通信端口作为PLC通信主站,通信地址为00,PLC2通信端口作为PLC通信从站,通信地址为01。PLC通信程序采用NEFW/NEFV指令分别读取2通信端口的数据进行通信,并写入2通信端口数据中,实现通信程序的设计。其通信端口设置参数如表1所示。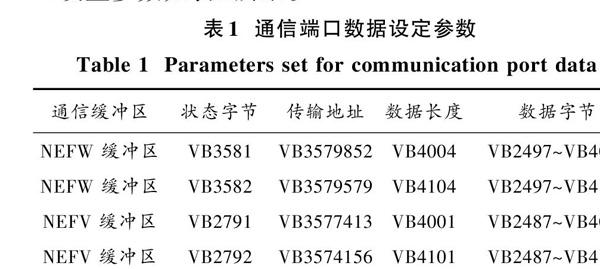
通信程序是利用调制解调单元的软件设计功能进行PLC通信协议、通信端口的设置。状态字节代表通信系统传输能力;传输地址代表数据传输目标;通过字节配置通信端口,实现端口通信操作。从而完成车载通信设备的信息传递。
2 测试与仿真实验
2.1 测试准备与目的
为了测试本文设计的车载通信设备自动控制系统的可靠性和准确性,分别使用传统车载通信自动控制系统和基于PLC的控制系统,进行可靠性实验和准确性实验。本次实验采用可视数据采集系统,对可靠性实验和准确性实验进行数据采集与分析。
2.2 可靠性实验
可靠性是验证控制系统进行自动化控制时的运行可靠度,以保证控制系统在极限条件下可靠运行。运行可靠度(Operational reliability)用OLR表示,OLR低于50表示运行不可靠,OLR高于75表示可以安全运行,OLR介于50~75之间表示可以运行但存在安全风险。
通过不同控制系统进行对比实验得出自动控制可靠性曲线,如图3所示。自动控制可靠性曲线横坐标采用指数坐标,代表实验时间从1~100 000 h。主要纵坐标代表OLR值,副纵坐标代表OLR差,其意义是PLC控制系统OLR值与传统控制系统OLR值的差。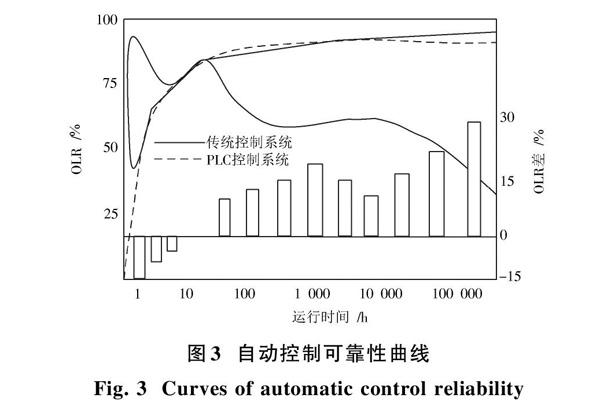
通过图3分析得出,传统控制系统运行时间超过50 h,其系统可靠性明显降低,达到1 000 h后保持OLR50平衡,系统可以运行但存在安全风险。当超过10 000 h后传统系统无法可靠运行。基于PLC改善的控制系统运行1 h具有明显的不确定性,当系统预热超过1 h,其OLR值随运行时间单调提升。超过10 000 h后,仍能保持ORL85以上的高可靠性运行。通过可靠性实验,说明了基于PLC的车载通信设备自动化控制系统可以安全可靠的运行。
2.3 准确性实验
准确性是验证控制系统的输出与执行是否能够準确控制,保证输入与执行的一致性。量化标准采用输出/执行代表。输出/执行达到10时,代表输出与执行能够保持一定一致性。输出/执行达到15时,代表输出与执行不能保持一致性,系统不能准确运行。输出/执行介于10~15时,代表系统指令与执行存在一定丢失,系统运行不安全。通过对传统控制系统与PLC控制系统进行对比准确性实验,得出系统输出/执行准确性曲线。如图4所示,纵坐标代表输出/执行,横坐标代表测试时间。根据图4分析得出,传统控制系统运行5 000 h时具有良好的准确性,运行区间在5 000~15 000 h内,准确性下降,输出/执行值达到风险值。运行时间超过15 000 h时系统运行不可靠。PLC控制系统明显改善了传统控制系统的运行不可靠性,运行区间在5 000~30 000 h其输出/执行均稳定显示,系统可以可靠运行,保证高准确性。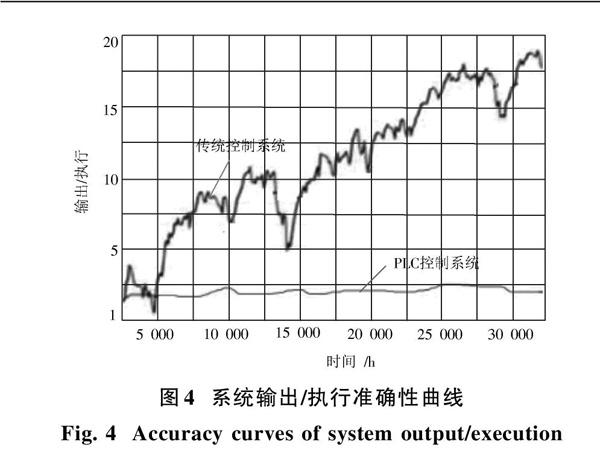
3 结 语
基于PLC的车载通信设备自动化控制系统,改善了通信设备控制系统,优化系统通信方案。通过可靠性实验和准确性实验验证,得出PLC控制系统具有良好的可靠性,较强的抗干扰能力和稳定的传输性能。
参考文献
[1] 胡灿,吴明清,陈晓川.基于PLC技术的轧花自动控制系统的设计与研究[J].农机化研究,2015,37(5):167?172.
HU Can, WU Mingqing, CHEN Xiaochuan. Design and research of the ginning automatic control system based on PLC technology [J]. Journal of agricultural mechanization research, 2015, 37(5): 167?172.
[2] 吳明永,李菊生,王国伟.基于PLC的硅铁配料自动化控制系统的设计与应用[J].电气传动,2016,46(2):72?76.
WU Mingyong, LI Jusheng, WANG Guowei. Design and application of ferrosilicon batching automatic control system based on PLC [J]. Electric drive, 2016, 46(2): 72?76.
[3] 尹权,张铁中,李军,等.基于PLC的一种茄科整排自动嫁接机控制系统设计[J].农机化研究,2017,39(5):75?83.
YIN Quan, ZHANG Tiezhong, LI Jun, et al. PLC control system design for a kind of solanaceae whole row of automatic grafting machine [J]. Journal of agricultural mechanization research, 2017, 39(5): 75?83.
[4] 李晓丹.基于PLC控制的双头高效自动倒角机的系统设计[J].机床与液压,2015,43(16):19?21.
LI Xiaodan. System design of efficient double?headed automatic chamfering machine based on PLC [J]. Machine tool &; hydraulics, 2015, 43(16): 19?21.
[5] 董丽梅.基于PLC的铸造熔炉燃烧自动控制系统设计[J].现代电子技术,2017,40(17):138?140.
DONG Limei. Design of PLC?based combustion automatic control system of casting furnace [J]. Modern electronics technique, 2017, 40(17): 138?140.
[6] CHEN Haoyang. Design of the automatic control system of retorts based on PLC [J]. Beverage industry, 2015, 18(1): 75?79.
[7] CHEN Huilian, GU Mingyue, ZHENG Yanbo, et al. Design of automatic control system of temperature and humidity based on PLC [J]. Journal of Chinese agricultural mechanization, 2015, 36(2): 246?248.
[8] HAN M, QI Z, CHU B, et al. Design of automatic control system of solid?liquid separator based on Mitsubishi Company′s PLC [J]. Journal of agricultural mechanization research, 2018(2): 175?179.
[9] SI D, LIU C, LIU J. Design and application of pressure fan automatic control system based on PLC [J]. Shandong coal science &; technology, 2016(4): 11?13.
[10] CAI M. Design of machine automatic control system based on Siemens PLC [J]. Smart factory, 2016(11): 14?19.
