中温高磷化学镀镍工艺及镀层合金组织与性能的研究*
2018-04-13唐星星
唐星星,王 坤
(浙江工贸职业技术学院材料工程系,浙江温州325003)
高磷化学镀镍层是一种优良的功能性镀层,不仅具有突出的耐蚀性和优良的耐磨性,还具有耐热、低温度系数及高电阻率等特点[1-3],广泛应用于计算机硬盘、石油化工管道设备、汽车零部件等领域[4]。高磷化学镀镍通常施镀温度较高(约90℃),造成镀液稳定性降低、挥发量较大、工作环境较恶劣,因此在适当降低施镀温度下研究高磷化学镀镍工艺及所得镀层组织与性能的研究具有重要意义。本文以镀速、镀层磷含量、镀层硬度和镀层微观形貌为评价指标[5],通过正交优化得到了镀速7µm/h左右、镀层结构均匀致密,磷含量在9%以上的中温高磷化学镀镍工艺。
1实验
1.1工艺流程
基材为镀锌铁片,尺寸为 50 mm×50 mm×1 mm。工艺流程为:镀锌铁片─盐酸(50%体积分数)褪锌皮─擦洗─纯水洗─H2SO4(5%质量分数)活化─纯水洗─化学镀镍─吹干─性能检测。
1.2基础镀液组成和工艺
实验所用试剂及相关工艺条件见表1。
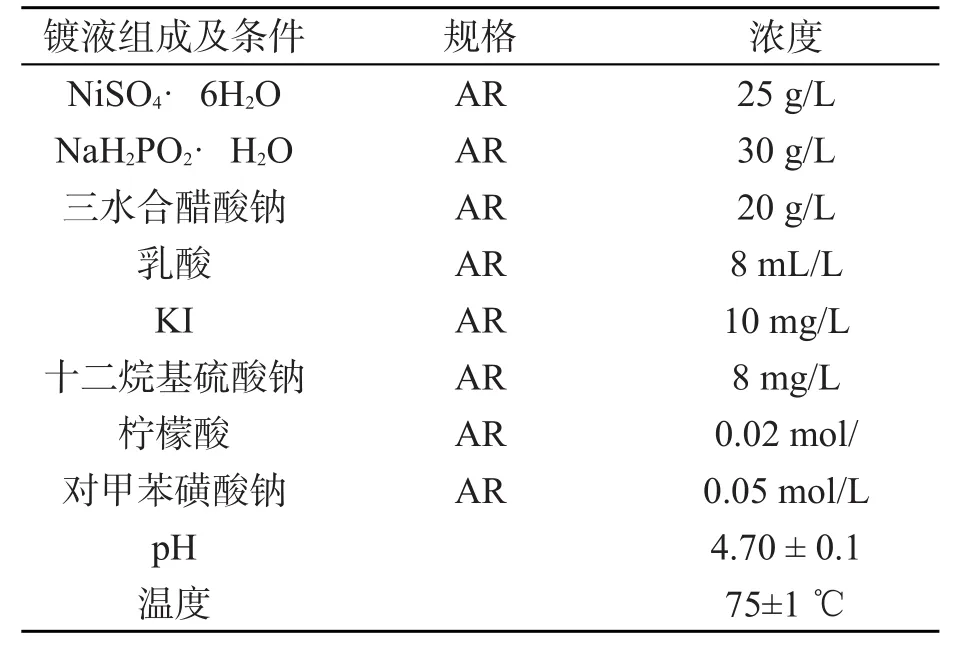
表1 实验所用试剂及相关工艺条件
镀液 PH用50%体积分数分析纯氨水调节。
1.3性能及相关检测
1.3.1沉积速率
称重法测量,沉积速率为:

式中,m1、m2为施镀前后试样的质量(g),A为试样施镀面积(cm2),ρ为镀层密度(取7.80 g/cm3),t为施镀时间(h)。
1.3.2镀层磷含量[6]
镀层磷含量采用美国赛默飞能量色散X-荧光光谱仪(Thermo Scientific ARL QUANT'X EDXRF Analyzer)测得。
1.3.3镀层硬度
采用HXD-1000TC图析手转显微硬度计测量镀层的显微硬度,载荷100 g,持续时间15 s,每个试片取5个不同位置测试,取平均值。
1.3.4镀层形貌
镀层宏观形貌通过HDX-1000TC图析手转显微硬度计的图析功能进行观察,镀层微观形貌通过日本日立S-3700N型扫描电子显微镜得到,加速电压EHT=10 kV,放大倍数Mag=x2.00 k。
1.3.5耐腐蚀性能
采用浓硝酸试验法检测镍磷合金镀层的耐腐蚀性能,通过测定镀层耐浓硝酸变色时间来评定镀层的耐蚀性能[7]。操作方法为:将镀镍试片的一半浸入68%浓硝酸中,另一半暴露空气中,记录试样表面第一个变色点显示时间。
2结果与讨论
2.1正交试验
以苯骈三氮唑(因素A)、丁二酸(因素B)、硫酸高铈(因素C)为添加剂,以镀速、磷含量为指标,采用L9(34)正交表对镀液配方进行正交优化,结果列于表2。
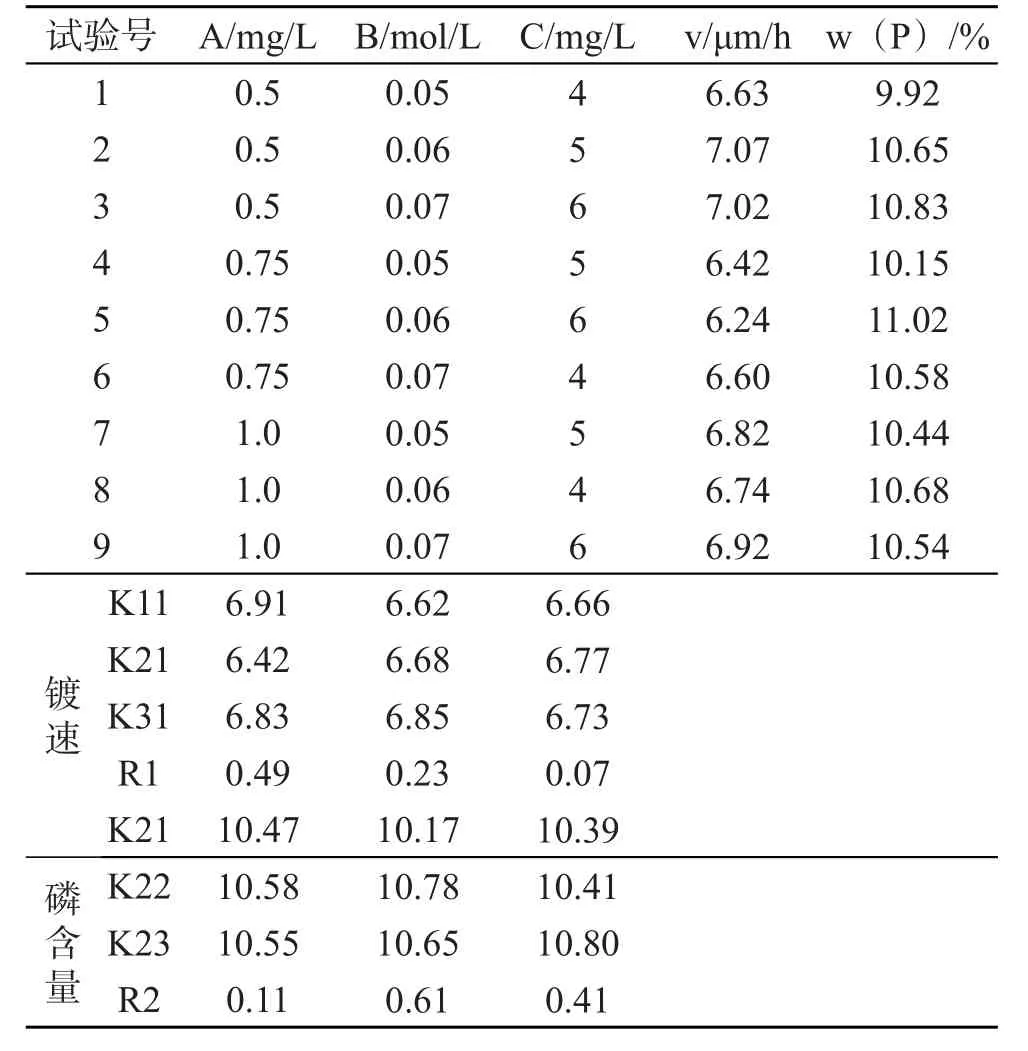
表2 正交试验结果
由极差分析可知,各因素影响不同指标的大小顺序为:镀速,A>B>C;磷含量,B>C>A。苯骈三氮唑对镀速的影响最大,且随着苯骈三氮唑浓度的增大,镀速先降低后升高,由于磷含量高于9 w.t.%,即处于高磷范畴,以镀速作为选择的第一指标,选择水平A1,即C(苯骈三氮唑)=0.5mg/L;丁二酸浓度对镀层磷含量影响最大,但B2、B3两个水平差别不大,考虑磷含量已满足要求,可选择水平B3,由于硫酸高铈浓度对镀速影响较小,应选择C3,故中温高磷化学镀镍的最佳工艺配方组成为:A1B3C3,即试验3号。
2.2中温高磷化学镀镍合金组织及性能分析
在最佳工艺条件下,根据施镀时间的不同,分别制得镀层厚度为 5µm、8µm、11µm、14µm、17µm等一系列中温高磷化学镀镍镀层,对其进行合金组织及性能的分析。
2.2.1表面形貌
对最佳工艺条件下所得镀层的表面形貌进行分析。不同厚度镀镍层表面形貌基本一致,镀层肉眼观察为光亮,无点坑、针孔等现象。图1、2分别为厚度8µm的中温高磷化学镀层的显微放大照片(放大倍数400倍)和SEM图(放大倍数2000倍)。通过图片可以看到,该工艺条件下所得中温高磷镀层外观较为平整、细腻,镀层在放大2000倍情况下,仅可见少量微孔,无明显缺陷。
图1 中温高磷镀层的显微照片(×400)
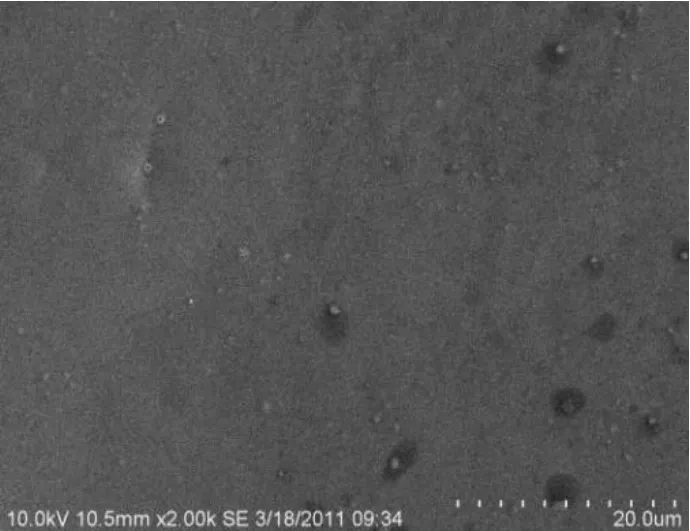
图2 中温高磷镀层SEM图(×2000)
2.2.2显微硬度
表3为所得中温高磷化学镀层在不同厚度下所测显微硬度,从表中可以看到随着镀层厚度增加,镀层显微硬度也随之增加,当镀层厚度11µm时,显微硬度(HV0.1)在500以上。

表3 中温高磷镀层显微硬度
2.2.3耐腐蚀性能
表4为所得中温高磷化学镀层的耐硝酸色变性能数据表。由表可知,随着厚度的增加,中温高磷镀层的耐硝酸色变能力也随之增加,厚度17µm的中温高磷化学镀层耐硝酸色变时间约5min,耐腐蚀性能良好。

表4 中温高磷镀层耐硝酸色变性能
3结论
(1)对中温高磷化学镀镍的镀液配方进行了正交实验研究,在基本配方的基础上,当添加剂BTA 0.5mg/L,丁二酸 0.07mol/L,Ce(SO4)2· 4H2O 6mg/L时进行中温高磷化学镀镍时效果最好,镀层磷含量 10.83%,镀速达7.02µm/h。
(2)最佳工艺条件下所得镍磷合金镀层外观平整,表面硬度高,当镀层厚度11µm时,显微硬度(HV0.1)在500以上,同时具有较好的耐蚀性能,厚度17µm镀层耐硝酸色变时间约5min。
:
[1]蒋太祥,吴辉煌.化学镀镍–高磷合金的微观结构及晶化行为研究[J].高等学校化学学报,2001,22(6):976-979.
[2]吴宜勇,戴长松,张永忠,等.高含磷量化学镀镍工艺[J].电镀与环保,1997,17(2):14-17.
[3]王福生,许芸芸,宋兵魁,等.化学镀Ni–P合金工艺的研究[J].天津化工,2004,18(5):1-3.
[4]姜晓霞,沈伟.化学镀理论与实践[M].北京:国防工业出版社,2001:4-7,8-20,46-53,54-57,66-67,181-182.
[5]王勇.中温高磷化学镀镍工艺的研究[D].华南理工大学大学,2011.
[6]唐侠,周英杰,张鹏,等.碳钢化学镀镍层中高磷含量的测定[J].涂装与电镀,2009(6):37-39.
[7]俞宏英,孙冬柏,孟惠民,等.化学镀镍磷合金镀层在68﹪硝酸中的腐蚀行为[A].第五届全国化学镀会议论文集[C].2000.