The effect of fiber orientation on fracture response of metallic fiber-reinforced adhesive thin films
2018-04-10RazaviSandnesTorgersenBerto
S.M.J. Razavi*, L. Sandnes, J. Torgersen, F. Berto
Department of Mechanical and Industrial Engineering, Norwegian University of Science and Technology (NTNU), Richard Birkelands vei 2b, 7491 Trondheim, Norway
Adhesive bonding has been widely used in various industries such as aerospace, automotive, and marine. However, adhesive joints are usually considered as the weakest link in the structure. Hence, numerous researches have been conducted by scholars to improve the mechanical behavior of this category of thin films including modification of interface geometry [1-4] and modification of the adhesive material by incorporating nano,micro, and macro additives [5-12].
Application of metallic fibers for reinforcing the adhesive layer was considered as an efficient method for improving both fracture behavior and also the load bearing capacity of the adhesive joints. The reinforcing fibers can be incorporated both in the adhesive fillet and adhesive layer along the joints or in lateral direction [7, 10].
Khoramishad and Razavi [8] studied the effect of incorporating longitudinal metallic fibers in the adhesive layer of single lap joints. They performed both experimental and numerical analyses to assess the mechanical behavior and stress distribution of the metallic fiber reinforced adhesives. According to their research, incorporation of aluminum fibers improved the shear strength of an epoxy adhesive. Additionally, lower shear and peel stresses were reported for the reinforced adhesive joints resulting more uniform stress distribution. For the case of lateral orientation of the metallic fibers in the adhesive layer, Nemati et al. [10] reported lower shear strengths of the reinforced adhesive compared to the neat adhesive. They reported higher peak stress values for the transversal reinforced joints leading to lower load bearing capacity of the adhesive joint.
Khalili and Fathollahi [9] employed longitudinal NiTi shape memory metallic fibers to enhance the creep behavior of adhesively bonded joints. Several single-strap adhesive joints were fabricated by incorporating the NiTi shape memory fibers in the adhesive layer resulting a positive impact on the creep life of bonded joints. A maximum value of 55% improvement in the creep rupture time was observed for the reinforced adhesive joints.
For failure assessment of the adhesive joints using fracture mechanics or damage mechanics approaches, it is necessary to have the fracture energy of the adhesive. Hence, Razavi et al. [11]conducted extensive experiments on longitudinally reinforced pre-cracked samples under mixed mode I/II loading conditions.It was reported that the fracture behavior of the longitudinally reinforced adhesive joints can be 12 times higher than that of the non-reinforced adhesive.
Dealing with the pure mode I loading condition, the majority of the available researches in the literature used the DCB and the tapered double cantilever beam (TDCB) tests [11]. The main aim of the present study is to determine the impact of the orientation of the metal fiber incorporation in the adhesive on the mode I fracture behavior of an epoxy based adhesive through experimental investigations using the DCB specimens. Metallic fibers were incorporated into the adhesive layer along the width and length of the joints with different fiber distances and the results were compared to assess the effect of reinforcing fiber orientations.
The DCB substrates were cut from 5 mm thick 7075-T651 aluminum sheet with a yield strength of 500 MPa. The length and the width of the substrates were 200 mm and 30 mm, respectively. AISI 304 stainless steel wires with a diameter ofD=0.6 mm were used as reinforcing fibers. The substrate surface was grinded using 200-grit sandpaper followed by acetone bath.Finally, the aluminum substrates and reinforcing fibers were acid etched according to the German Institute for Standardization (DIN) 53281 [13] to improve the adhesion between metallic parts and adhesive and also reduce the environmental effect on the efficiency of the bonding. Gaging sheets were used to keep the reinforcing fibers align and with constant distance through the fabrication process. The bonding thickness was controlled by 1 mm thick spacers at the ends of the joints. Two substrates were bonded using UHU® plus endfest 300 adhesive [14] and a 12 μm thick non-stick polyethylene film was inserted in the bonding line as a pre-crack in a way that the pre-crack length was equal to 57 mm for all the testing samples.
A schematic view of longitudinal and lateral metal fiber incorporation is illustrated in Fig. 1. For each case of fiber orientation, two different sets of DCB samples with fiber distances ofd/t= 3 and 2 were prepared in whichdis the horizontal distance between the fibers andtis the bond line thickness. It should be mentioned that the volume fractions of the reinforcing fibers for fiber distances ofd/t= 3 and 2 are approximately 10% and 16%.Adhesive joints were cured for 5 min at 150°C and post cured for one week at 25°C. At least four DCB specimens were tested for each reinforcement configuration.
A constant displacement rate of 0.25 mm/min was applied to the DCB joints and the load-displacement curves were obtained.The crack propagation during the test was captured using a digital camera. In this paper, the simple beam theory was employed for fracture energy calculations using the values of applied load and crack length at each stage during the test. Accord-ing to the simple beam theory and Irwin–Kies equation [15], the mode I fracture energy can be calculated using Eq. (1).
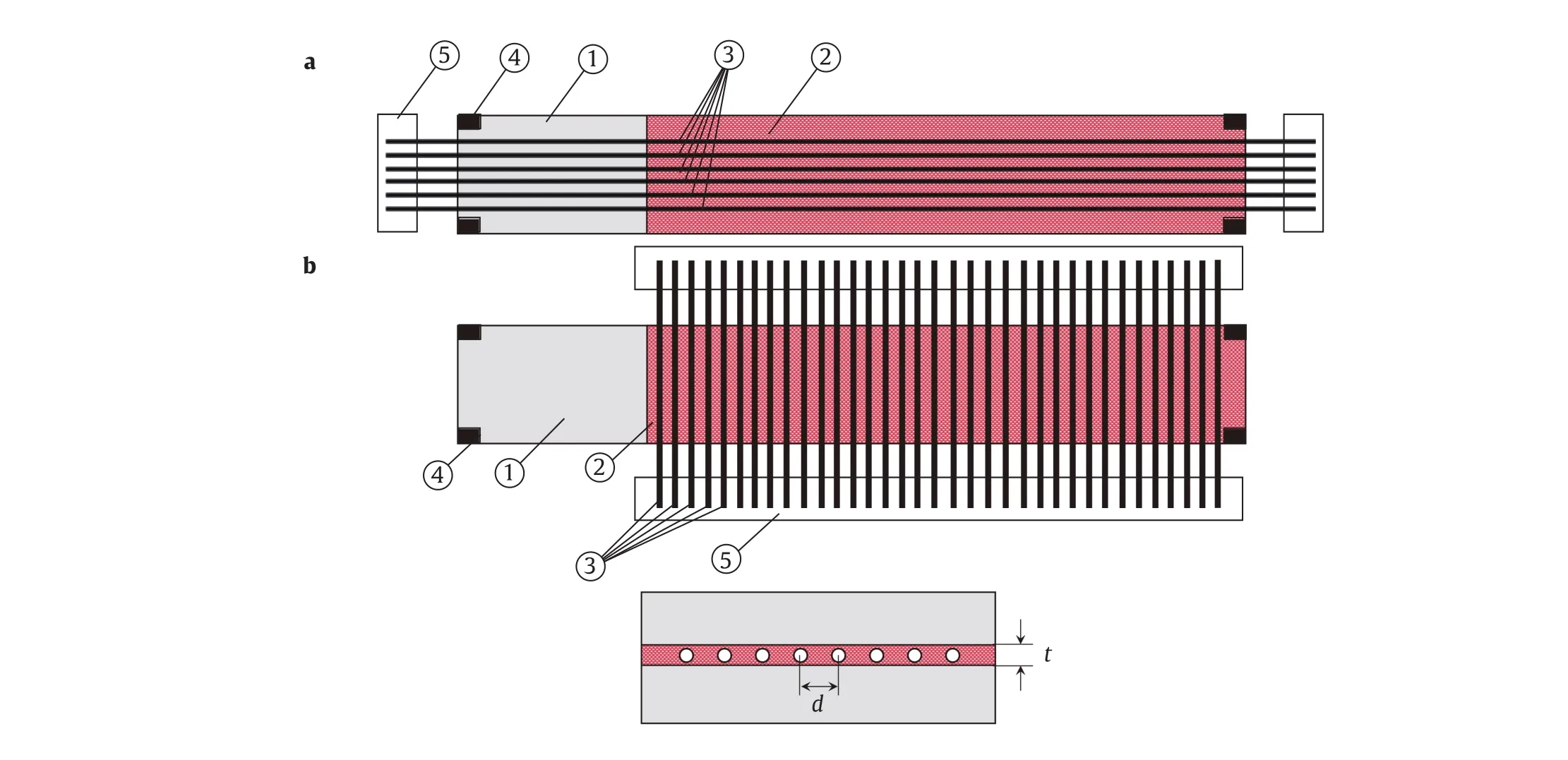
Fig. 1. Schematic view of the cross section of the metallic-fiber reinforced adhesive joint. (a) Longitudinally reinforced joint, (b) laterally reinforced joint. ① Aluminum substrate, ② adhesive layer, ③ metal fiber, ④ spacer, ⑤ gaging sheet.

in whichGICis the fracture energy of the adhesive under mode I,Pis the applied load,bis the width of substrates,his the substrates thickness,ais the crack length,EandGare the tensile modulus and the shear modulus of the substrates, respectively.
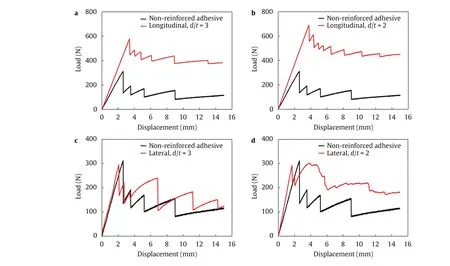
Fig. 2. Typical load-displacement curves obtained from the DCB tests on metal fiber-reinforced adhesives. (a) Longitudinal fibers d/t = 3, (b)longitudinal fibers d/t = 2, (c) lateral fibers d/t = 3, (d) lateral fibers d/t = 2.
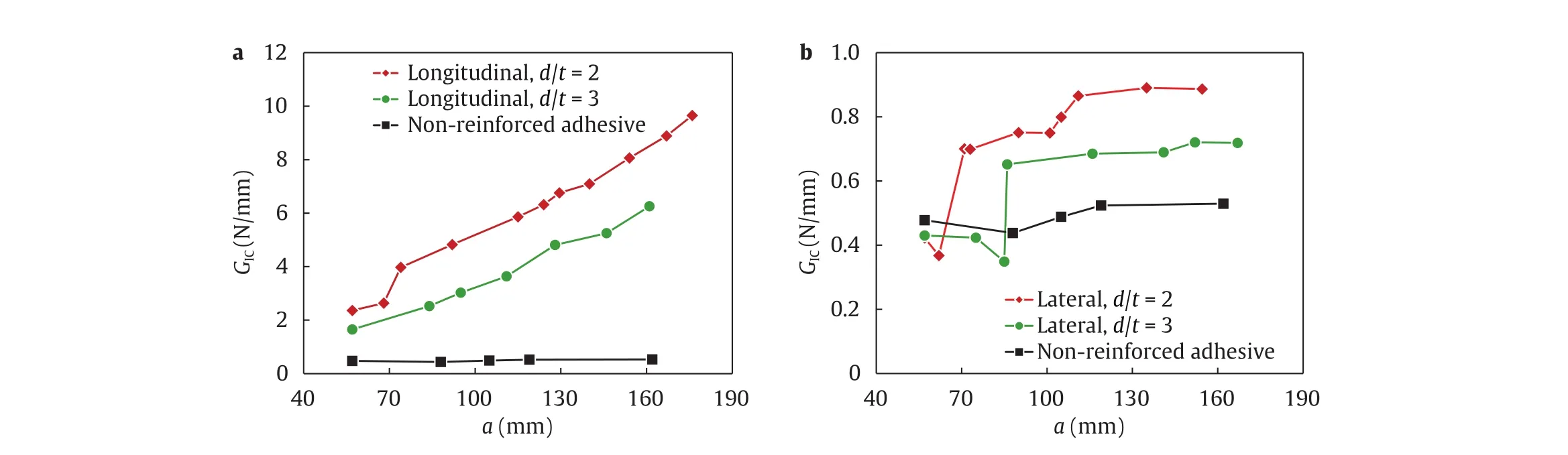
Fig. 3. Mode I fracture energy versus crack length for the non-reinforced and reinforced adhesives. (a) Longitudinally reinforced joints, (b) laterally reinforced joints.
The load-displacement curves of the tested DCB joints are illustrated in Fig. 2. The peak points of the curves corresponds to the crack initiation and the valley points indicate crack growth arrest. According to the load-displacement curves, both configurations of the metallic fibers increased the initial stiffness of the test samples. Additionally, a more stable crack propagation was observed for the samples with lower distance between the fibers(i.e.,d/t= 2) compared to the non-reinforced adhesive. For the case of reinforced adhesive with longitudinal fibers with fiber distances ofd/t= 3 and 2, the maximum load bearing of the specimens were increase about 84% and 127% compared to the non-reinforced adhesive, respectively. While for the laterally reinforced adhesives, the maximum load bearing capacity was al-most the same as the non-reinforced adhesive. Using the simple beam theory equation (Eq. (1)), the fracture toughness of different joints were calculated during the tests and the reinforced curves were obtained (see Fig. 3). According to Fig. 3(a), the fracture energy values of the longitudinally reinforced adhesives were not constant with respect to the crack length. Hence, an average value of the fracture energies over the bonding length was obtained for comparisons. Table 1 presents the fracture energies of non-reinforced and different reinforced adhesives. According to the test results, reinforced adhesives with longitudinal metallic fibers provided significantly higher fracture energies compared to the laterally reinforced adhesives and the fracture energies of the longitudinally reinforced adhesives for the cases ofd/t= 3 and 2 were about 7.96 and 12.38 times higher than the nonreinforced adhesive, respectively. Although the fracture behavior of laterally reinforced adhesives were improved with respect to the non-reinforced adhesive, however, the enhancement values were quite less than the joints reinforced with longitudinal fibers. For the laterally reinforced adhesive with fiber distances ofd/t= 3 and 2, the fracture toughness was improved about 48%and 75% compared to the non-reinforced adhesive.
The DCB specimens failed cohesively running either fully within the adhesive layer or close to the interface of metallic fibers. By applying the quasi-static load on DCB specimens,metallic fiber reinforced adhesives behaved similar to the nonreinforced adhesive however they had higher initial stiffness compared to the non-reinforced adhesive. After crack initiation in the adhesive joints, longitudinal fibers were caring higher load values compared to the transversal fibers, resulting higher fracture energies of the reinforced adhesives. Continuing the loading of the test samples resulted in damage propagation in adhesive layer and resulted in fiber separation from the matrix. For adhesive joints reinforced with longitudinal fibers, a high length of the fiber were immersed in the matrix which required higher applied load for separation compared to the laterally reinforced adhesives. Hence, the fiber bridging mechanism improved the load bearing and fracture energy of these adhesives (see Fig. 4).However, for the case of laterally reinforced adhesive, shorter bonded length of fibers requires less energy for fiber debonding,which finally results in lower improvements of fracture energy. A combined adhesive/cohesive failure was observed around the metallic fibers for both case of reinforced joints with longitudinal and lateral fibers (see Fig. 4).
Although the fracture energy enhancement can be related tothe fiber bridging and energy absorption of the metallic fibers,however, it should be mentioned that a local mixed mode fracture was observed around the metallic fibers resulting to a higher total fracture energy of the reinforced joints under mode I loading. The crack deviation in adhesive layer is other effective phenomenon leading to higher fracture energies of the metallic fiber reinforced adhesives. By collision of the cracks with the metallic fibers, their growth path deviated to a more complex non-planer trajectory which surrounds the fibers generating a larger fracture surface. This postponed the ultimate failure of the joints and increased the energy absorption of the adhesive.

Table 1 Fracture energies of different reinforced adhesives (average and standard deviation).
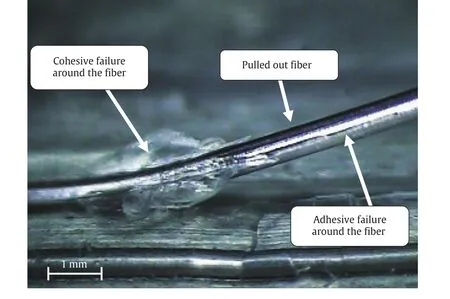
Fig. 4. Typical microscopic images of fracture surfaces of the tested specimens showing the fiber bridging in DCB specimens reinforced by longitudinal fibers.
Incorporating metallic fibers in adhesive layer improved the fracture behavior of the epoxy adhesive. However, the fracture energy enhancement was found to be considerably higher for the adhesive joints reinforced with longitudinal fibers. Production of thin adhesive films with incorporated metallic fibers is a practical method with high potential for application in industries. Metallic fiber reinforced adhesive have higher load bearing capacities compared to the neat adhesives which is a result of load bearing of high strength fibers and also better curing of the adhesive in presence of thermally conductive metallic fibers[8]. Although a wide variety of additives were studied in Refs. [16-18]for improving the fracture behavior of the adhesives, the experimental data presented in this paper revealed that considerably higher fracture energy improvements can be obtained for the epoxy adhesive reinforced with macro metallic fibers.
In the present work, the fracture responses of two different configurations of metallic fiber-reinforced epoxy adhesives were determined using the DCB fracture tests. The orientation of the metallic fibers and the distance between the fibers were considered as the key parameters affecting the fracture behavior of the reinforced adhesives. According to the experiments, both reinforcement configurations resulted in higher fracture energies compared to the non-reinforced adhesive, however, the reinforced adhesives with longitudinal fibers provided higher fracture energies compared to the reinforced adhesives with lateral fibers. The highest fracture energies were obtained for the longitudinal reinforced adhesives with fiber distance ofd/t= 2. For this case, the mode I fracture energy was 12.38 times higher than the non-reinforced adhesive. The main failure mechanisms resulting in higher energy absorption in the reinforced adhesive layer were found to be fiber pullout, fiber bridging and crack deviation. Direct relations were observed between the morphology of the fracture surfaces and the fracture energy of the reinforced adhesives.
[1]S.M.J. Razavi, E. Esmaeili, M. Samari, et al., Stress analysis on a non-flat zigzag interface bonded joint, J. Adhes. 92 (2016) 1–19.
[2]S.M.J. Razavi, F. Berto, M. Peron, et al., Parametric study of adhesive joints with non-flat sinusoid interfaces, Theor. Appl.Fract. Mech., in press (DOI: 10.1016/j.tafmec.2017.06.019).
[3]M.R. Ayatollahi, M. Samari, S.M.J. Razavi, et al., Fatigue performance of adhesively bonded single lap joints with non-flat sinusoid interfaces, Fatigue Fract. Eng. Mater. Struct. 40 (2017)1355–1363.
[4]S.M.J. Razavi, M.R. Ayatollahi, M. Samari, et al., Effect of interface non-flatness on the fatigue behaviour of adhesively bonded single lap joints, Journal of Materials: Design and Applications, in press (DOI: 10.1177/1464420717739551).
[5]M.R. Ayatollahi, A. Nemati Giv, S.M.J. Razavi, et al., Mechanical properties of adhesively single lap bonded joints reinforced with multi-walled carbon nanotubes and silica nanoparticles, J.Adhes. 93 (2017) 896–913.
[6]S.M.J. Razavi, R.E. Neisiany, M.R. Ayatollahi, et al., Fracture assessment of polyacrylonitrile nanofiber-reinforced epoxy adhesive, Theor. Appl. Fract. Mech., in press (DOI:10.1016/j.tafmec.2017.07.023).
[7]M. You, Y. Zheng, X.L. Zheng, et al., Effect of metal as part of fillet on the tensile shear strength of adhesively bonded single lap joints, Int. J. Adhes. Adhes. 23 (2003) 365–369.
[8]H. Khoramishad, S.M.J. Razavi, Metallic fiber-reinforced adhesively bonded joints, Int. J. Adhes. Adhes. 55 (2014) 114–122.
[9]S.M.R. Khalili, M.R. Fathollahi, Creep analysis in smart singlestrap adhesive joints reinforced by shape memory alloys—Experimental study, Int. J. Adhes. Adhes. 54 (2014) 21–29.
[10]A. Nemati Giv, M.R. Ayatollahi, S.M.J. Razavi, et al., The Effect of orientations of metal macrofiber reinforcements on the mechanical properties of adhesively bonded single lap joints, J.Adhes., in press (DOI: 10.1080/00218464.2017.1305270).
[11]S.M.J. Razavi, M.R. Ayatollahi, E. Esmaeili, et al., Mixed mode fracture response of a metallic fiber-reinforced epoxy adhesive,European Journal of Mechanics - A/Solids 65 (2017) 349–359.
[12]S.M.J. Razavi, M.R. Ayatollahi, A.N. Giv, et al., Single lap joints bonded with structural adhesives reinforced with a mixture of silica nanoparticles and multi walled carbon nanotubes, Int. J.Adhes. Adhes. 80 (2018) 76–86.
[13]German Institute for Standardization (DIN), DIN 53281: Testing of adhesively bonded joints—Preparation of test specimens.Berlin: German Standard, 2006.
[14]UHU plus endfest 300 technical data sheet, https://media2.supermagnete.de/docs/uhu_plus_endfest_300_eng.pdf (accessed:07.12.2016)
[15]M.F. Kanninen, C.H. Popelar, Advanced Fracture Mechanics,Oxford University Press, Oxford, 1985.
[16]J. Wernik, S. Meguid, On the mechanical characterization of carbon nanotube reinforced epoxy adhesives, Mater. Design 59(2014) 19–32.
[17]S.H. Yoon, B.C. Kim, K.H. Lee, et al., Improvement of the adhesive fracture toughness of bonded aluminum joints using e-glass fibers at cryogenic temperature, J. Adhes. Sci. Technol. 24(2010) 429–444.
[18]Q. Meng, C.H. Wang, N. Saber, et al., Nanosilica-toughened polymer adhesives, Mater. Des. 61 (2014) 75–86.
杂志排行

Theoretical & Applied Mechanics Letters的其它文章
- Mechanical properties evaluation for thin film/substrate material systems
- Interfacial toughness evaluation of thermal barrier coatings by bending test
- A new spallation mechanism of thermal barrier coatings on aero-engine turbine blades
- Fabrication of high temperature grating on thermal barrier coatings based on solute-solvent separation soft lithography
- Microstructure design to improve the efficiency of thermal barrier coatings
- The interface of SiO2/ZnS films studied by high resolution X-ray photoluminescence