鞍钢10号3 200 m3高炉合理鼓风动能的研究
2018-04-09车玉满郭天永王传荣
姜 喆 车玉满 郭天永 姚 硕 孙 鹏 王传荣
(1.鞍钢股份有限公司技术中心,辽宁鞍山 114009;2.鞍钢股份有限公司炼铁总厂,辽宁鞍山 114021)
合理的煤气流分布是高炉稳定顺行的基础,直接影响着高炉的煤气利用率和炉缸活跃程度[1]。高炉煤气流的初始分布主要取决于鼓风动能[2]。保证合理的鼓风动能是贯彻鞍钢炼铁“安全长寿、指标优化、稳定顺行”的重要技术保障。
1 合理鼓风动能的意义
高炉风口回旋区长度合适与否是判断高炉下部送风制度是否合理的标准,只有风口回旋区的长度对应其高炉炉缸保持长短合适时,高炉才能稳定顺行。长期的生产与理论实践表明,高炉鼓风动能是影响高炉风口回旋区长短的最直接因素,鼓风动能越大,风口回旋区越长;反之,则回旋区长度越短[3]。每一座高炉都有一个适宜的风口回旋区长度范围,即有一个适宜的鼓风动能大小范围[4],鼓风动能过大或过小都会造成高炉长期处于失常状态,使任何调剂失去意义。鼓风动能过大则中心煤气流越旺盛,容易造成边缘堆积;鼓风动能过小则边缘煤气流越旺盛,容易造成中心堆积,炉缸不活跃。只有鼓风动能处于合理的范围,高炉才能长期处于高产、低燃耗和低[S]的生产阶段[5]。
2 鞍钢10号3 200 m3高炉合理鼓风动能的控制
2.1 鞍钢10号3 200 m3高炉合理鼓风动能的范围
鞍钢本部10号高炉容积3 200 m3,炉缸直径为12.3 m。在投产初期,操作上处于摸索阶段,末能充分认识到控制合理的鼓风动能对高炉冶炼的作用。高炉长期处于大风量和高风速操作,鼓风动能远远大于同容积高炉,造成炉缸中心过吹,炉况波动频繁,煤气利用率长期处于较低水平。从2015年末开始,在认识鼓风动能的重要性之后,高炉操作者开始有意识地将鼓风动能严格控制在一定范围之内,在此范围内,再根据富氧、喷煤、风温和压差等冶炼条件适度调整,最终取得了良好实效,使10号高炉的燃料比下降约20 kg/t。
10号高炉的鼓风动能与燃料比和平均日产量的关系如图1所示。从图中可以看出,当鼓风动能处于14 000~16 500 kg·m·s- 1范围时,燃料消耗较低,高炉平均日产也处于较高水平。这是因为高炉热风入炉后,在风口前与焦炭或煤粉发生化学反应,同时气体膨胀做功,吹动风口前焦炭作回旋运动,在风口前产生风口回旋区,回旋区深度直接受鼓风动能影响。鼓风动能越大,则风口回旋区越长,风口回旋区长度必须与炉缸直径相对应处于一个合理的范围内,高炉的初始煤气流分布才能合理,燃料消耗才能低,因此每个高炉都对应一个合理的鼓风动能范围。当鼓风动能过高时,边缘过重,中心过吹,中心煤气流紊乱,煤气利用率低;当鼓风动能过低时,边缘发展,容易造成炉缸内部透气和透液性差,炉缸中心堆积,煤气利用率也不高,燃料比上升。由此,10号高炉适宜的鼓风动能范围为14 000~16 500 kg·m·s- 1。
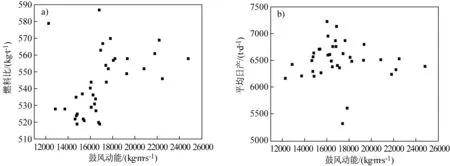
图1 10号高炉鼓风动能与(a)燃料比和(b)平均日产的关系 Fig.1 Relationship among (a) fuel ratio and (b)daily production with blast kinetic energy for BF No.10
2.2 鞍钢10号3 200 m3高炉合理鼓风动能的控制方法
为了确定3 200 m3高炉适宜的送风量,笔者引用了送风比的概念,送风比是高炉单位炉容的风量。提出送风比概念就是结合原燃料和冶炼条件,不同容积高炉选择适合的风量。炼铁人常说“大风治百病”,风量在高炉操作中起着非常重要的作用,直接影响下部送风制度,高炉只有送风比处于合理范围,才能保证合理炉腹煤气量和大小适当的回旋区,实现高炉稳定顺行和指标优化。根据国内外高炉实际操作统计,大高炉送风比相对小高炉要低一些,3 000~5 000 m3高炉送风比一般处于1.4~1.6之间。根据鞍钢10号3 200 m3高炉的生产实践,高炉送风比与燃料比和产量的关系如图2所示。从图中可以看出,当10号高炉的送风比为1.35~1.40时,高炉燃料消耗最低,且平均日产也接近于较高阶段。但该数据的相关性有些发散,说明高炉燃料比受诸多因素影响。当10号高炉的送风比在1.35~1.40时,燃料比基本都低于520 kg/t,说明控制送风比在1.35~1.40范围内是适合10号高炉生产的最优工作范围。10号高炉送风比和鼓风动能的对应关系如图3所示,送风比在1.35~1.40时对应的鼓风动能范围是14 000~16 500 kg·m·s-1。说明高炉冶炼时,应将鼓风动能控制在14 000~16 500 kg·m·s-1范围内。得出这一规律后,通过减小风量,控制送风比在1.35~1.40范围内,高炉的顺行情况得到明显改善。
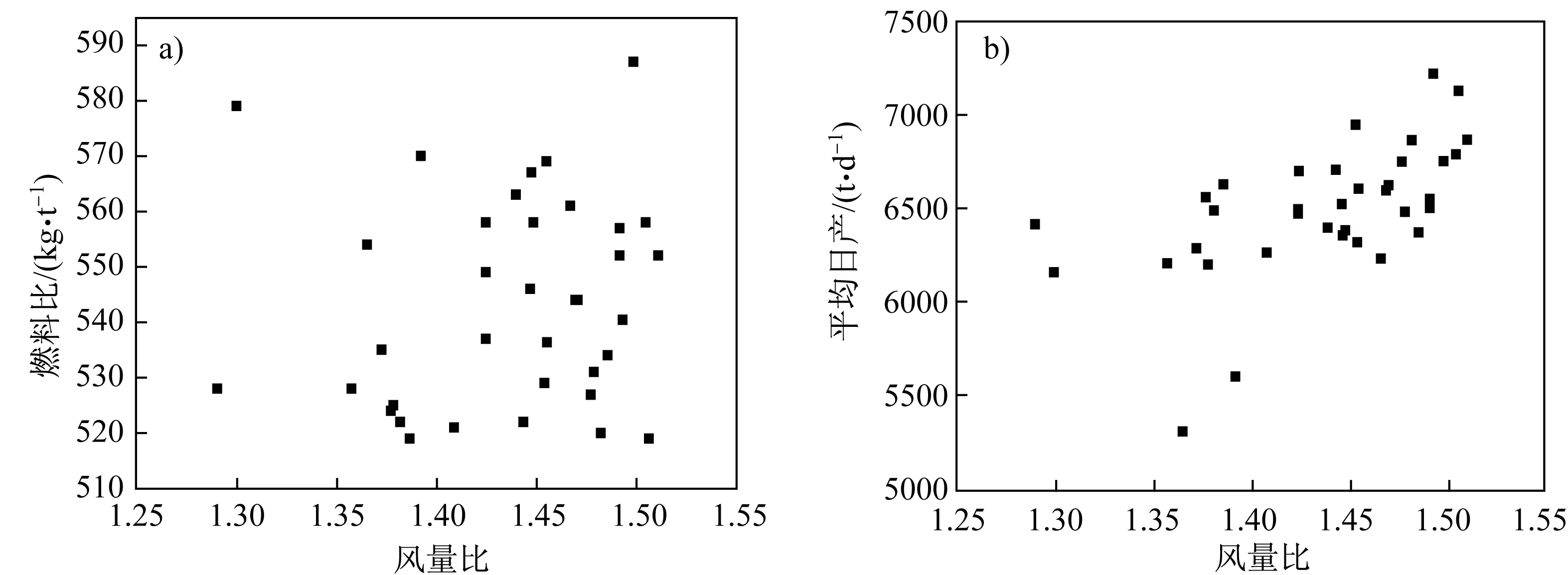
图2 10号高炉送风比与(a)燃料比和(b)平均日产之间的关系Fig.2 Relationship among (a) fuel ratio and (b) dairly production with blast volume ratio for BF No.10
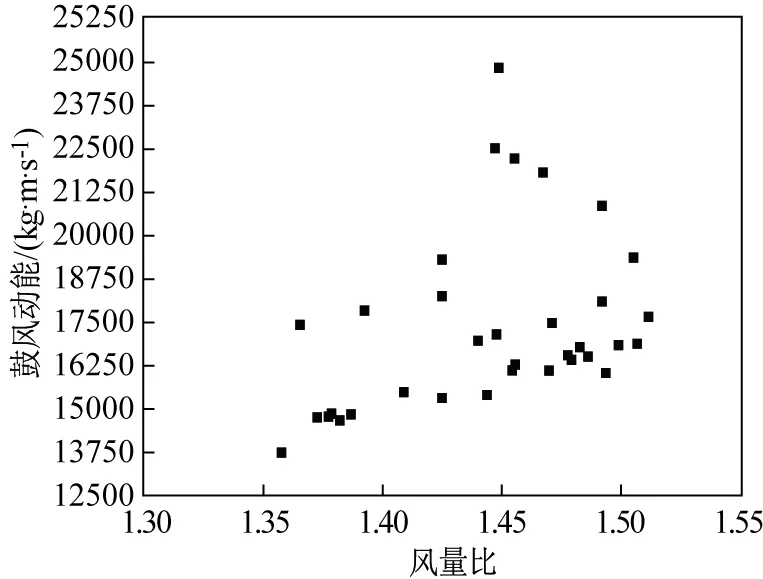
图3 10号高炉送风比与鼓风动能对应关系Fig.3 Relationship between blast kinetic energy and blast volume ratio for BF No.10
(2)控制合理的风口面积。鼓风动能与风口面积成反比,即风口面积越小,鼓风动能越大。通过调整风口面积改变鼓风动能是高炉操作中常用的技术措施。风口面积应与富氧、风温、顶压、原燃料条件、送风比、风量和炉型等冶炼条件相匹配。对鞍钢10号3 200 m3高炉采取减小风量、控制送风比的操作后,对风口面积也做出了调整,保证在送风比一定的情况下,既吹透炉缸中心,又不过吹。从2015年初开始,逐步缩小10号高炉的风口面积,将原来φ130 mm和φ140 mm的风口逐步全部改为φ120 mm的风口,风口面积由0.44 m2以上缩小到0.39 m2。通过缩小风口面积,在一定程度上避免了送风比减小后鼓风动能的大幅下降。调整风口面积后,将鼓风动能控制在14 000~16 500 kg·m·s-1,取得了较好的实践效果:风口明亮、渣铁流动性改善、炉缸活跃、风口破损情况改善、燃料比也长期处于历史较优水平,风口面积的调整过程如图4所示。当风量一定时鼓风动能和风口面积的关系如图5所示。计算过程中控制送风比为1.4,热风温度为1 200 ℃,风口面积由0.44 m2缩小为0.39 m2后,鼓风动能和风速分别控制到15 350 kg·m·s-1和320 m/s左右。10号高炉控制的风速和鼓风动能都较同容积的高炉大,属于高风速操作。鞍钢10号高炉的实践证明,在保证高炉稳定顺行的前提下,高风速操作可以提高高炉的“抵抗力”,即高炉抵抗各种异常炉况的能力,有利于提高铁水质量。
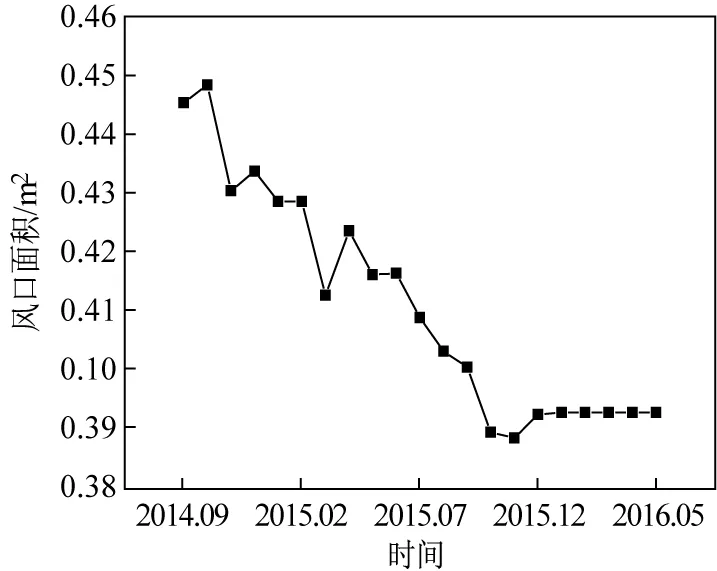
图4 10号高炉风口面积变化Fig.4 Change of tuyere area for BF No.10
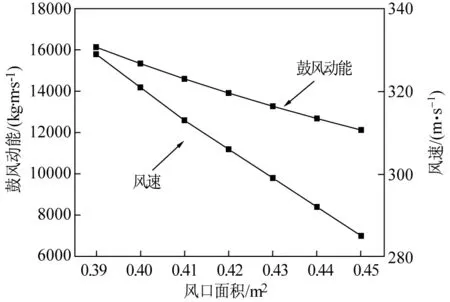
图5 10号高炉风口面积对风速和鼓风动能的影响Fig.5 Variation of blast kinetic energy and tuyere velocity with tuyere area for BF No.10
△U)(式中:q效表示炉料有效正压力对需求鼓风动能的影响,炉料条件越好,该参数越大),可以看出,原燃料条件越好,高炉所要求鼓风动能越大。2014年鞍钢投产两座7 m焦炉,逐步提高10号高炉所用焦炭的冶金性能,CRI和CSR指标显著提高,分别达到25%以下和62%以上,原燃料条件的改善也为10号高炉接受高风速和高鼓风动能提供了条件。
3 结论
(1)通过鼓风动能与风口回旋区长度之间的关系,提出了合理鼓风动能的概念,即在保证高炉生产稳定顺行的前提下,根据生产条件变化,鼓风动能应在一个合理的范围内波动。
(2)鞍钢10号3 200 m3高炉鼓风动能的合理范围在14 000~16 500 kg·m·s- 1,此时高炉不仅燃料消耗低,利用系数也较高。
(3)论证了鞍钢10号高炉鼓风动能受送风比、原燃料条件和风口面积等因素影响的具体原因及应所采取的应对措施,即控制送风比在1.35~1.40范围内,缩小风口面积,提高原燃料条件等。
[1] 华建明,张龙来. 鼓风动能对高炉冶炼的影响及控制[J]. 炼铁, 2005, 24(4):5- 7.
[2] 林淼鑫,王秀梅,郑少波.高炉风口回旋区形状和大小的三维数值模拟[J].上海金属,2013,35(3):59- 62.
[3] 周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社, 2008.
[4] 郭艳永,张贺顺,陈川. 大型高炉合理鼓风动能的探讨[J]. 炼铁, 2016, 35(2):18- 22.
[5] 王超,宋文虎,徐飞.宝钢2号高炉摸索合适鼓风动能实践[J]. 上海金属, 2013, 35(1):35- 39.
[6] 倪立,金明,张正好. 梅山高炉合适鼓风动能探索[J].炼铁, 2003, 22(6):25- 27.