热轧免酸洗汽车大梁钢施工适应性研究
2018-04-09刘永前
魏 兵 刘 洋 杨 奕 刘永前
(武汉钢铁有限公司研究院,湖北武汉 430080)
免酸洗钢的表面氧化铁皮与基体间具有较强的结合力,且在常温下具有较高的抗拉强度,可承受一定变形而不发生脱落,因此可不经过酸洗而直接进行成形。应用免酸洗钢可明显降低废酸排放,改善环境[1- 3]。近年来热轧免酸洗钢产品的开发在国内得到了迅速的发展。由于免酸洗钢产品无需去除带钢表面的氧化铁皮,较现有酸洗钢而言,是工艺上的革新。但目前对于免酸洗汽车大梁钢是否能与下游企业的施工相适应,并能够满足产品的最终要求的研究较少。针对此问题,本文着重研究了免酸洗钢在使用过程中成形、焊接、涂装等施工工艺,为免酸洗钢的应用推广提供技术支持。
1 免酸洗钢表面铁皮结构及厚度
选取某热轧厂生产的500 MPa级免酸洗汽车大梁钢,厚度为4 mm,其化学成分如表1所示。

表1 免酸洗钢的化学成分(质量分数)Table 1 Chemical composition of the pickling- free steel (mass fraction) %
通过控制轧制工艺参数,并采用前段快速冷却,对钢卷进行风机冷却,使氧化铁皮发生充分共析反应,得到的免酸洗钢表面氧化铁皮厚度较薄,约7.6~9.0 μm,结构主要为Fe3O4+Fe的共析组织加少量残留FeO,如图1所示。
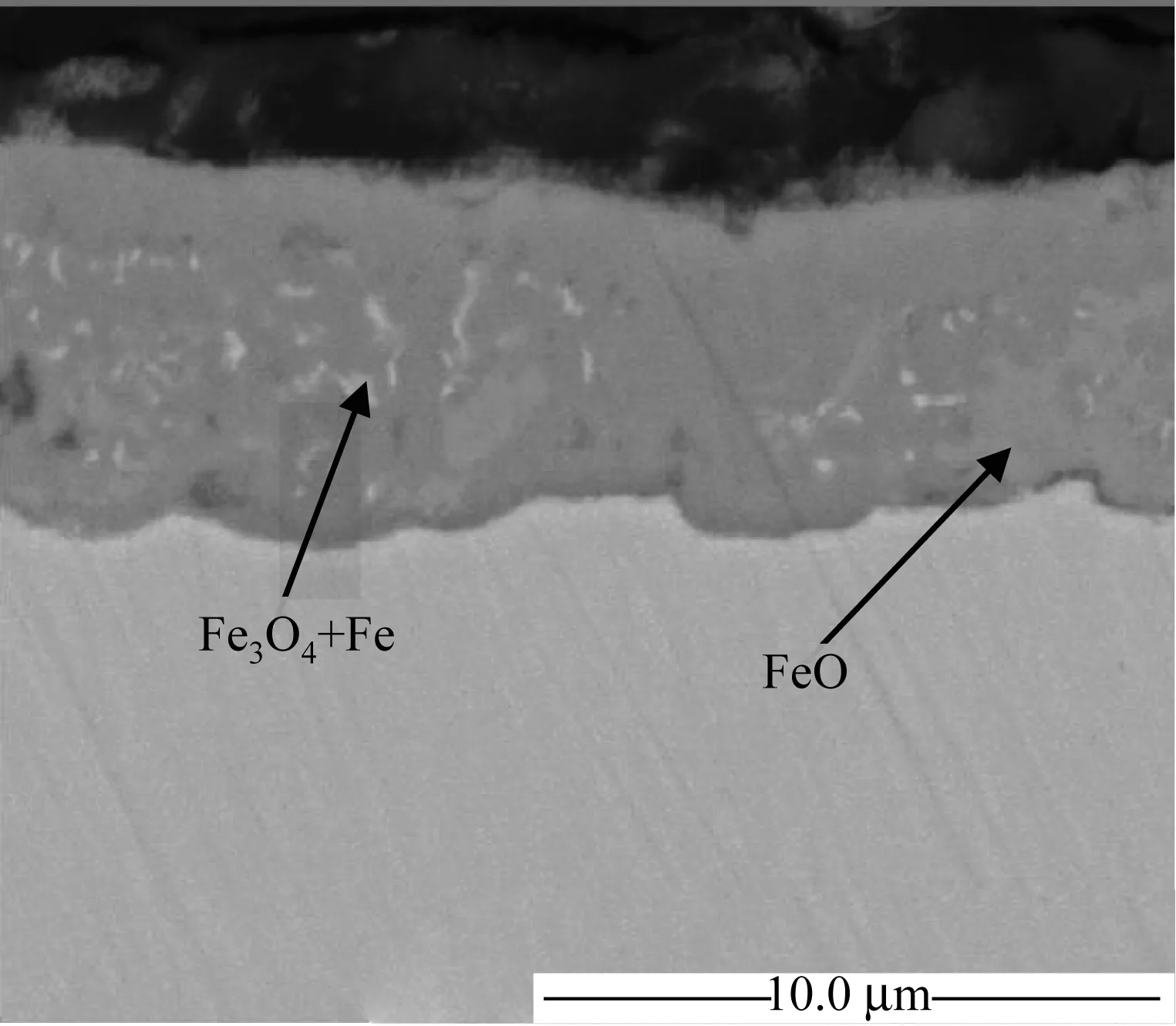
图1 免酸洗钢氧化铁皮结构及厚度Fig.1 Microstructure and thickness of oxide scale on the pickling- free steel
2 不同施工方式对免酸洗钢应用的影响
免酸洗汽车大梁钢是否能够满足下游企业生产质量要求,需满足以下几点:(1)在成形过程中,表面氧化铁皮不发生明显脱落;(2)焊接后,焊缝性能与外观形貌与酸洗或者抛丸工艺无明显差异;(3)涂装后,漆膜附着力、耐盐雾腐蚀性能与酸洗或抛丸大梁钢相当。基于以上三点要求,分别研究成形、焊接、涂装等施工方式对免酸洗钢应用的影响。
2.1 成形工艺
免酸洗汽车大梁钢在成形过程中,无论是辊压成形或者冲压成形,由于带钢表面氧化铁皮与基体的延伸不一致,表面氧化铁皮会发生不同程度的脱落,取决于表面氧化铁皮附着力是否良好。因此需对免酸洗钢冷成形后表面氧化铁皮进行附着力评价。根据氧化铁皮附着力检测标准进行相应的冷弯试验,弯曲直径D=t(板厚),弯曲90°,最后观察试样表面氧化铁皮脱落情况。结果表明,氧化铁皮附着力良好,弯曲处未发现明显氧化铁皮脱落。如图2所示。
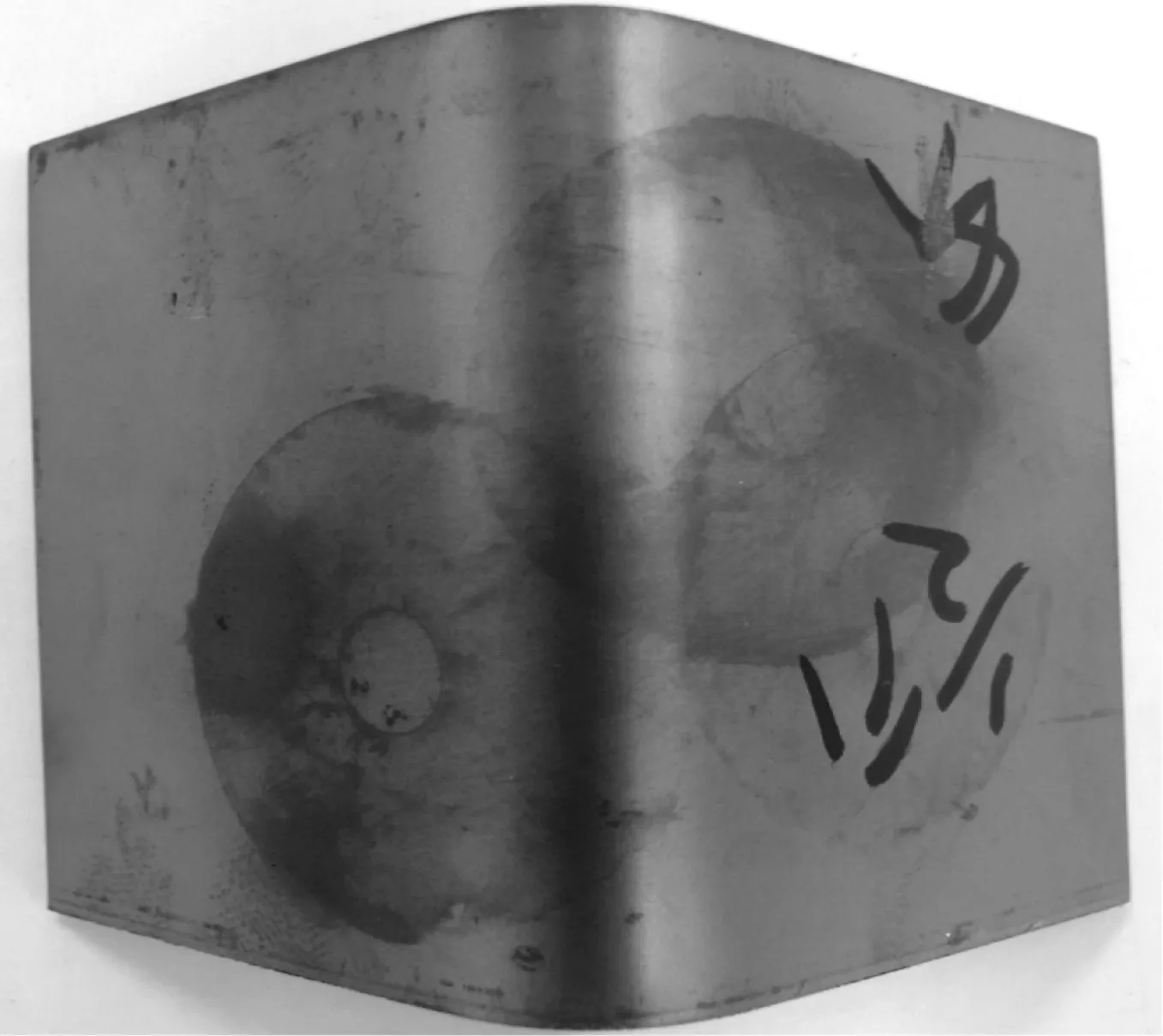
图2 氧化铁皮附着力评价Fig.2 Adhesion evaluation of oxide scale
对于同一种钢,氧化铁皮的附着性主要受氧化铁皮结构、厚度及氧化铁皮的受力状态等因素影响。在冷弯过程中,氧化铁皮越厚,其所承受的变形越大,也更易脱落。氧化铁皮中Fe3O4、FeO、Fe2O3及Fe3O4+Fe共析组织的抗拉强度存在较大差异[4],如表2所示。
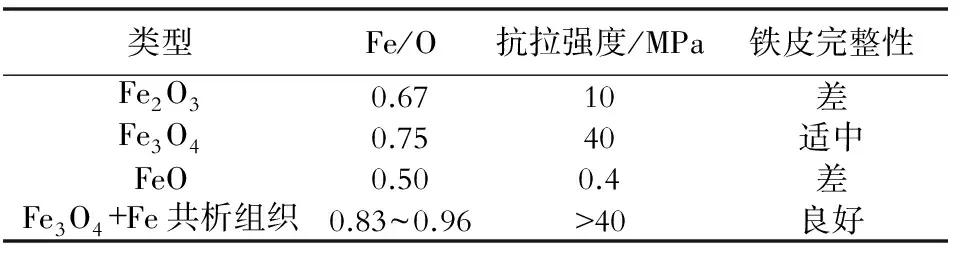
表2 室温下氧化铁皮中各相性能Table 2 Properties of each phase in oxide scales at room temperature
从表2可知,当钢的氧化铁皮结构主要为Fe3O4或Fe3O4+Fe的共析结构时,氧化铁皮能够承受一定的载荷而不易脱落。因此,在冷弯过程中,免酸洗钢试样外表面的氧化铁皮不易脱落,附着力良好,能够满足成形后续的表面要求。
2.2 焊接
采用CO2气体保护焊对试样进行焊接,焊缝上各点的温度随时间变化而变化。焊接过程中,焊缝处温度变化最大,热影响区较小,母材区最小[5- 6]。因此对焊缝区域、热影响区的组织、性能及氧化铁皮进行相关检测。焊缝处组织为细小针状铁素体,热影响区组织为粗大针状铁素体,如图3所示。
在光学显微镜下观察试样焊缝区域、热影响区域表面的氧化铁皮结构与厚度,如图4所示。

图3 焊缝(a)和热影响区(b)的显微组织Fig.3 Microstructures of weld joint (a) and heat affected zone (b)

图4 焊缝(a)和热影响区(b)处氧化铁皮Fig.4 Oxide Scales located at the weld joint (a) and heat affected zone (b)
在焊接过程中,试样表面的氧化铁皮发生分解和共析反应。在快速升温阶段,试样表面共析组织的氧化铁皮发生逆反应Fe3O4+Fe→FeO,主要生成FeO;在降温阶段,焊缝处从高温瞬间降到常温,FeO结构来不及进行共析反应而保留下来,最终冷却到常温时,试样表面氧化铁皮结构全部为FeO,厚度达到20 μm,如图4(a)所示。而热影响区的温度降低较缓慢,部分FeO发生共析反应FeO→Fe3O4+Fe,氧化铁皮结构为大量FeO和少量Fe3O4,厚度约为9 μm,如图4(b)所示。
为了进一步研究焊缝的力学性能,按照GB/T 2651—2008和GB/T 2650—2008加工标准焊接接头拉伸试样和夏比V型缺口冲击试样,试样厚度为4.0 mm,并对免酸洗钢的焊缝进行力学性能检测,结果如表3所示。
从表3可知,免酸洗钢焊缝的-40 ℃冲击吸收能量在80 J左右,远高于交货标准要求,焊缝拉伸断裂部位均位于母材,焊接性能达到要求。因此,对免酸洗钢而言,焊接仅仅对带钢表面的氧化铁皮厚度及结构有一定的影响,对钢的整体性能影响不大。通常,汽车厂在焊接工序后会进行局部喷砂,去除焊缝表面的焊渣,然后对焊缝进行再次涂装,保证零部件的外观。由此可知,用免酸洗钢产品进行焊接,与常规酸洗钢实质等同,外观形貌无明显差异,都能够满足客户对产品的要求。

表3 焊缝力学性能Table 3 Mechanical properties of the weld joint
2.3 涂装
汽车大梁涂装前,需进行表面磷化处理。磷化是经过化学反应及电化学反应在金属表面形成磷酸盐覆盖膜的过程,能够明显的、较大幅度地提高后续电泳涂膜的附着力和耐腐蚀性[7- 9]。磷化效果对涂装的质量起到至关重要的作用。分别对免酸洗汽车大梁钢样板和常规样板进行磷化、电泳。样板的磷化结晶照片如图5所示。
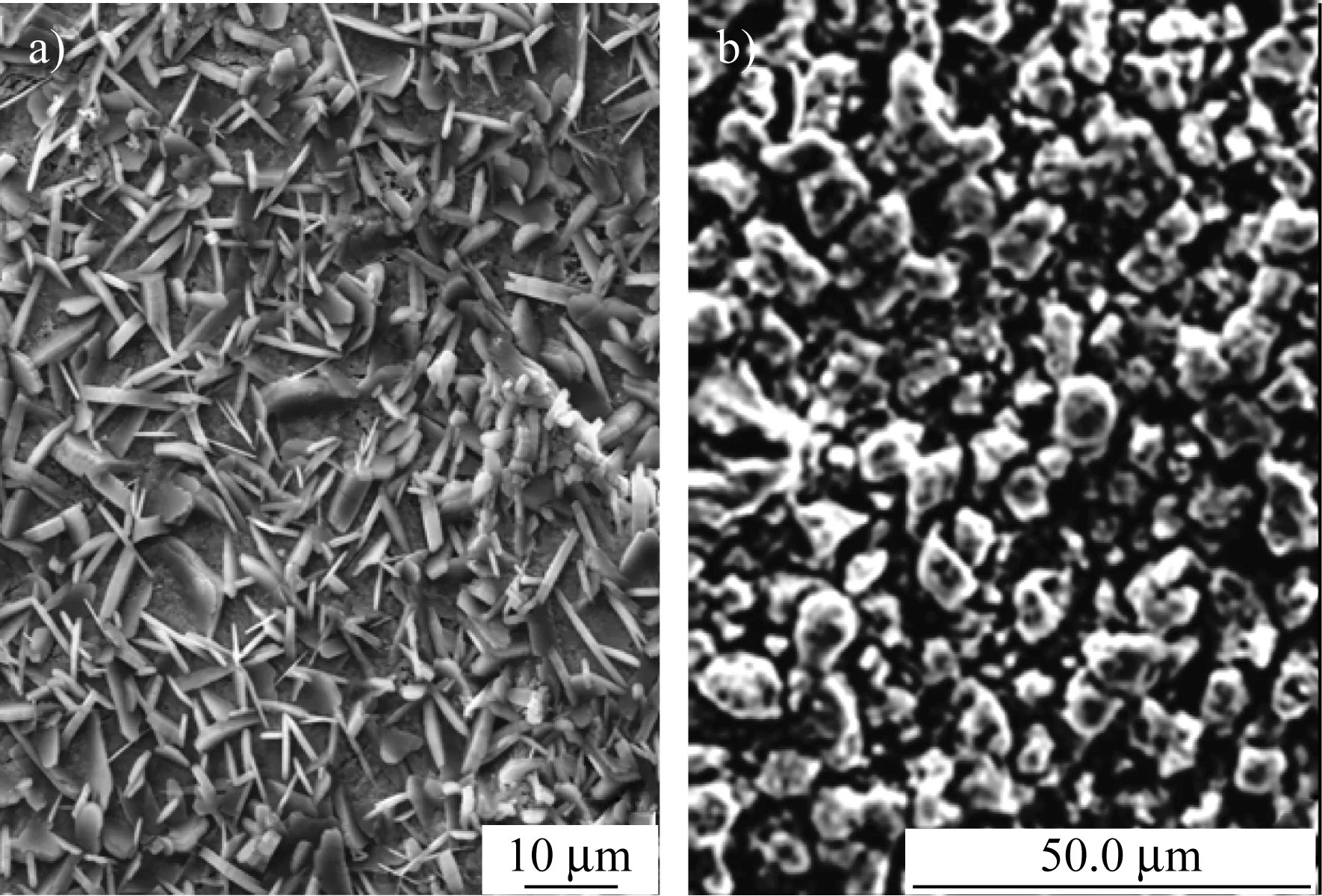
图5 免酸洗钢(a)和酸洗钢(b)的磷化结晶Fig.5 Phosphating films of pickling- free steel (a) and pickled steel (b)
从图5可知,免酸洗钢样板表面磷化结晶呈针状,酸洗钢样板表面磷化结晶呈圆形,两者结晶大小都在10 μm内,结晶致密,均匀平整地覆盖在试样表面。根据GB/T 1771—2007分别对两种样板进行168 h耐盐雾腐蚀试验,结果如图6所示。

图6 盐雾试验后免酸洗钢(a)和酸洗钢 (b)表面形貌Fig.6 Surface morphologies of pickling- free steel (a) and pickled steel (b) after salt spray test
由图6可见,经168 h盐雾试验后,免酸洗钢样板表面未起泡,加速线双边腐蚀最大宽度为1.5 mm;酸洗大梁钢样板表面也未起泡,加速线双边腐蚀最大宽度为1.4 mm。可见两种试验样板磷化、电泳后的耐盐雾腐蚀性能相当,都能够满足涂装后耐腐蚀性能标准的要求,即表面不起泡,且加速线双边腐蚀不大于2 mm。
3 结论
(1)免酸洗汽车大梁钢表面氧化铁皮厚度较薄,主要结构为Fe3O4+Fe共析组织与少量残留FeO,由于Fe3O4+Fe共析组织和Fe3O4的抗拉强度较FeO与Fe2O3大,因此能够承受一定程度的变形,氧化铁皮无明显脱落,附着力良好。
(2)焊接工序仅仅对带钢表面的氧化铁皮厚度及结构有一定的影响,免酸洗钢焊缝处的-40 ℃冲击吸收能量约80 J,试样的拉伸断裂位于母材,免酸洗钢焊缝的力学性能够满足生产的需要。
(3)免酸洗钢与酸洗大梁钢表面磷化结晶后,结晶尺寸都在10 μm内,表面结晶致密,均匀平整地覆盖在试样表面,涂装后,两种样板经168 h盐雾试验,表面均未出现气泡,加速线双边腐蚀最大宽度分别为1.5和1.4 mm,两者耐盐雾腐蚀性能相当。
[1] 刘振宇,于洋,郭晓波,等.板带热连轧中氧化皮的控制技术[J].轧钢,2009,26(1):5- 9.
[2] 张孟仪,邵光杰.热轧板的氧化铁皮结构对酸洗效果的影响[J].上海金属,2007,29(3):41- 44.
[3] 胡微,任勇,程晓茹,等.轧后控冷的高碳钢盘条表面氧化铁皮组织的研究[J].上海金属,2016,38(4):26- 30.
[4] BOLT P H. Understanding the properties of oxide scales on hot rolled steel strip[J]. Steel Research International,2004,75(6):399- 404.
[5] 贺鸿臻,麻永林,陈重毅,等.SS400钢焊接温度场数值模拟与试验验证[J].内蒙古科技大学学报, 2014,33(2):103- 108.
[6] 马魁,麻永林,陈重毅.DP590双相钢焊接温度场数值模拟[J].内蒙古科技大学学报,2011,30(4):379- 382.
[7] 何爱花,孟洁,王佳,等.表面氧化膜对B510L热轧钢板腐蚀行为的影响[J].中国腐蚀与防护学报, 2008,28(4):197- 200.
[8] 李春平,姜婷娟,卢永平,等.热轧钢板表面粗糙度对阴极电泳涂层耐腐蚀性的影响[J].汽车工艺与材料,2009(9):12- 13.
[9] 王锡春,电泳涂装技术问答[J].材料保护,1996,29(2):38- 40.
