QFN元器件去金搪锡工艺技术研究
2018-04-02杨京伟李佳宾
齐 林 杨京伟 杜 爽 李佳宾
QFN元器件去金搪锡工艺技术研究
齐 林 杨京伟 杜 爽 李佳宾
(北京空间机电研究所,北京 100094)
针对QFN器件的结构特点,研究了其去金搪锡工艺技术,研制了一种专用搪锡工装,使用局部波峰焊机去金搪锡后,器件焊盘中金元素质量分数小于1%,可保证QFN器件焊接后无金脆隐患,极大提高产品可靠性。
QFN;去金;搪锡

1 引言
金元素由于化学稳定性好、不易氧化等特点,被广泛应用于电子元器件的电极或焊盘的表面镀层。航天产品印制板组件生产中,电子元器件通常采用锡铅共晶合金(Sn63Pn37)软钎焊的方法装联到印制板上。在焊接镀金元器件过程中,焊点中会形成Au-Sn金属间化合物(IMC, intermetallic compound),其维氏硬度高达750,呈现明显脆硬性,这种化合物的存在将导致焊点力学性能大幅下降,严重影响电气连接的可靠性。一般焊点中由于存在Au-Sn化合物而发生脆性断裂失效的现象称为“金脆”[1]。研究认为,Au-Sn化合物中当金的含量达到3%时,“金脆”现象会十分明显[2]。
对于航天产品,环境要求苛刻且可靠性要求很高,“金脆”现象严重影响产品服役期间的可靠性和使用寿命。目前,国内外军工标准中,为防止“金脆”现象,都规定了镀金的元器件必须经过去金搪锡处理后方可焊接[3~8]。对镀金表面的处理问题已经明确提出,并作为禁(限)用工艺项目重点关注。
QFN(Quad Flat No-lead)封装芯片是一种典型的无引线表贴元器件,其结构特点有别于FP/QFP芯片等带有引线的元器件,去金搪锡工作目前存在以下难点:
a.在没有特殊工具夹持情况下,无法直接使用锡锅进行去金搪锡;
b. 手工搪锡,依赖于操作人员的熟练程度,去金搪锡效果一致性差,生产率低;
c. 焊盘密度高、间距小,手工去金搪锡易产生桥连。
因此,选取具有代表性的QFN封装芯片,对其去金搪锡工艺技术进行研究,设计不依赖操作人员个体技术水平的去金搪锡工艺方法,对提高生产效率及产品可靠性具有重要意义。
2 去金搪锡工艺方法研究
在电子装联行业中,焊盘(或电极)带有镀金层的无引线表贴元器件进行去金搪锡主要有三种方法:电烙铁手工搪锡、锡锅搪锡和返修工作站搪锡,三种方法对比如表1所示。

表1 去金搪锡方法对比[9]
从表1中的对比可以看出,使用手工电烙铁对镀金焊盘的去金搪锡缺点很多,但目前仍是无引线表贴元器件去金搪锡的主要方法;而使用返修工作站进行去金搪锡的方法,尽管存在对元器件热冲击小等优点,但是对于宇航产品使用的元器件来说,多次经历再流焊却将极大程度降低元器件的可靠性。因此,根据元器件尺寸和结构研制合适的工装夹持并保护元器件,使用锡锅对镀金焊盘去金搪锡,是航天产品更为合适的工艺方法。
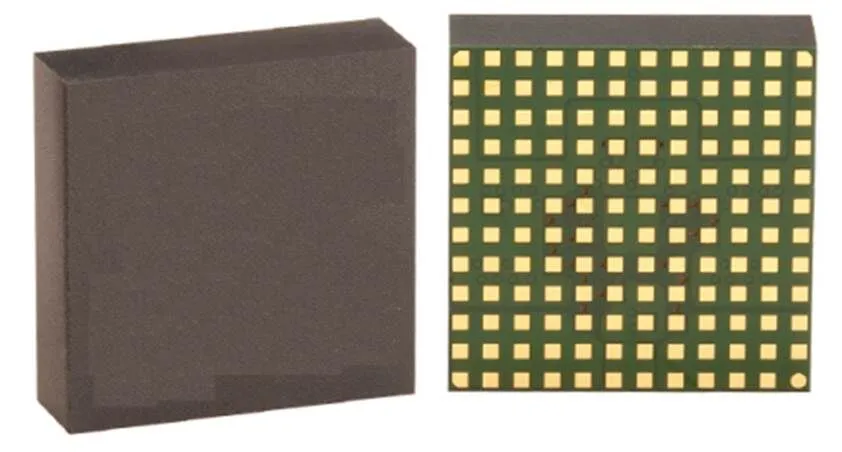
图1 QFN封装芯片
图1为典型的QFN封装芯片,是六面体结构,底面有阵列焊盘。根据器件结构特点研制的搪锡工装如图2所示,工装采用不锈钢材料制成,主要由导轨、下托机构、立柱、元器件托板和施压手柄等组成。其中,元器件托板采用上下夹持芯片的结构形式,下托机构可在导轨上移动,立柱使器件能悬于锡锅上方,向下按施压手柄可使元器件浸入锡锅,完成去金搪锡。
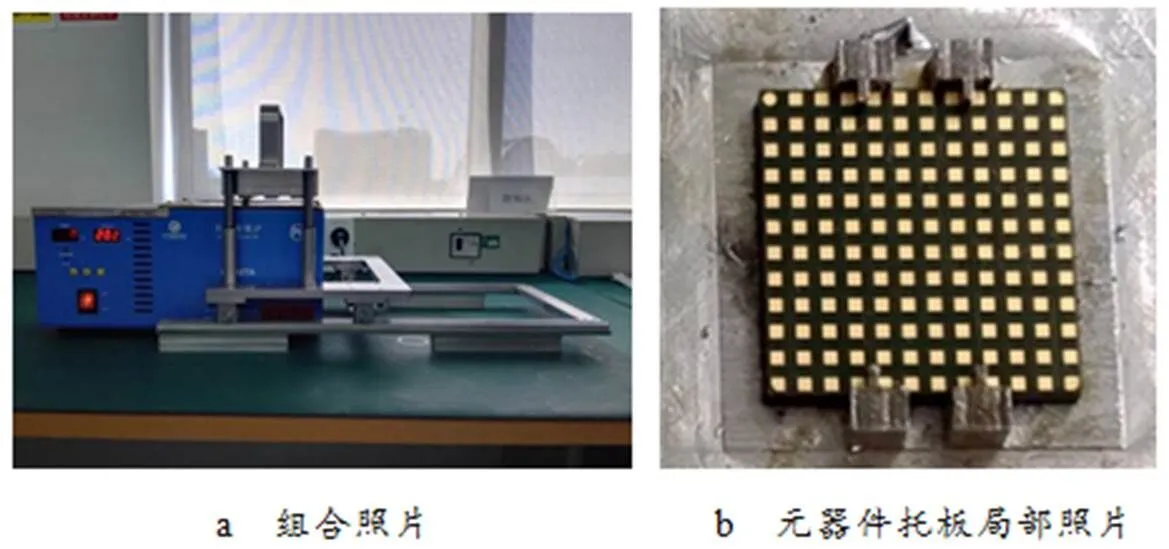
图2 搪锡工装
使用工装夹持QFN器件浸入锡锅进行去金搪锡,搪锡温度、时间等参数参考元器件手册设定。搪锡结果如图3所示,有部分焊盘未能上锡。
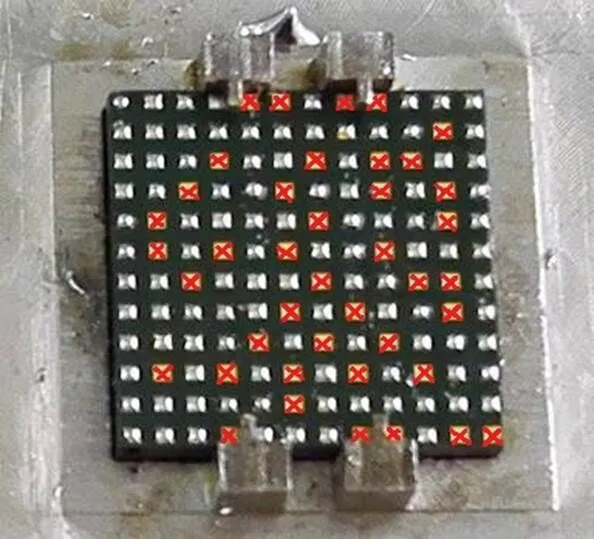
图3 浸入锡锅搪锡结果
分析原因,两方面因素造成这种结果。首先,由于不锈钢材料不与熔融铅锡合金反应,在表面张力作用下,熔融铅锡合金不能在凸台附近铺展;其次,在对施压手柄施加压力使器件托板浸入液面过程中,必然导致液面下残留少量空气,同时,助焊剂受热过程中产生少量气体,影响部分焊盘的去金搪锡。
为解决去金搪锡过程中,气体因素对焊盘上锡的影响,需要保证焊接过程中及时排出气体,以免气体堆积影响焊盘去金搪锡。根据这一要求,采用局部波峰焊机,并设计尺寸合适的喷嘴,使得形成的焊料波峰足以接触QFN封装芯片的两排焊盘。在搪锡过程中,匀速移动元器件,依靠波峰喷涌的力量使去金搪锡过程中产生的气体及时排出,从而实现所有焊盘的上锡。
搪锡工装改进后配合局部波峰焊机进行去金搪锡,如图4所示。搪锡结果如图5所示,使用局部波峰焊搪锡后,几乎所有焊盘均上锡,仅有在凸台位置的几个焊盘未能上锡。证明这种方法应是可行的,对于未能上锡的少数焊盘,可以在去金搪锡过程中使凸台附近的焊盘在波峰停留短暂时间,以便于焊盘上锡。
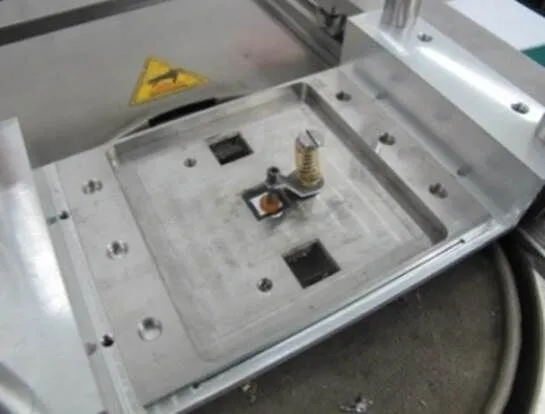
图4 使用局部波峰焊机进行去金搪锡
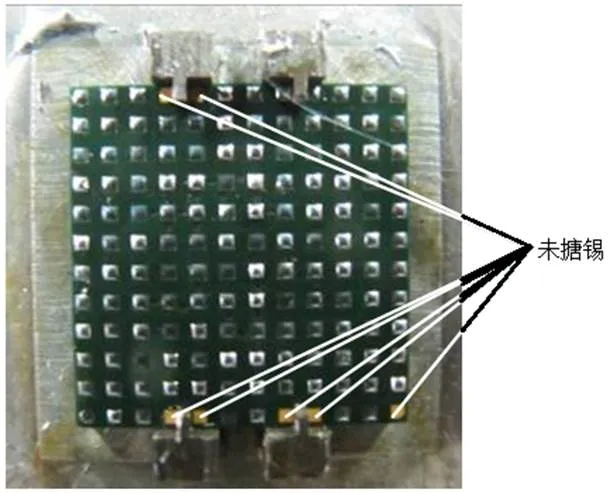
图5 使用局部波峰焊机搪锡结果
3 去金搪锡效果检测
在元器件去金搪锡试验后,使用光学显微镜仅能从宏观上检查是否有未除尽的金元素,无法量化金元素质量分数,需要采用能谱分析的方法,测量金元素质量分数。
3.1 光学显微镜检验

图6 使用局部波峰焊机搪锡试样
使用局部波峰焊机进行去金搪锡制备的试样如图6所示,使用光学显微镜检查结果:
a. 焊盘完全上锡,无金黄色未去除干净的部位;
b. 搪锡焊盘表面润湿良好,无毛刺、无拉尖现象,锡层厚度均匀,无残渣和焊剂粘附;
c. 焊盘间无搪锡桥连;
d. 搪锡的元器件外观无损伤、无刻痕,漆层完好,无烧焦、脱落现象,元器件的型号、规格、标志应清晰。
3.2 能谱分析检测金元素质量分数
样件进行金相剖切后,显微照片与扫描电镜照片如图7所示。

图7 芯片剖切照片
对焊盘合金层检测如图8所示,去金后,可能含有Au元素的是Sn/Ni合金层和Sn/Pb层,对焊盘这两层的能谱分析如图9所示。

图8 焊盘合金层金相组织
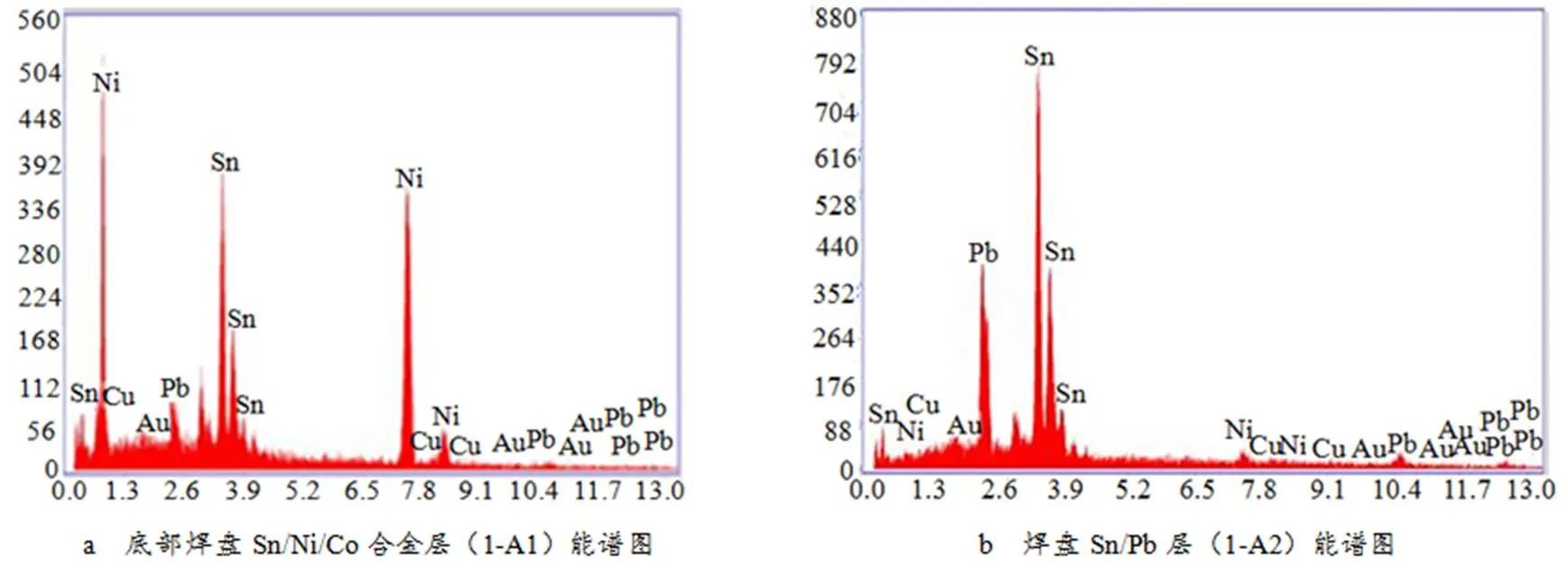
图9 芯片焊盘Sn/Ni/Co合金层和Sn/Pb层能谱分析
对试验样件中任选的不少于10个焊盘进行检测,结果表明所测焊盘中Au元素重量百分比均在1%以下。
4 结束语
本文介绍了QFN封装芯片无引线表贴元器件去金搪锡的工艺方法,可有效去除焊盘的镀金层,使金元素质量分数控制在1%以下,达到各军用标准中的要求,为避免焊接后焊点中出现“金脆”现象提供保证,可极大提高产品在服役期间的可靠性。
1 王晓明,范燕平. 锡-铅共晶焊料与镀金层焊点的失效机理研究[J]. 航天器工程,2013,22(2):108
2 IPC-D-279, Design guidelines for reliable surface mount technology printed board assemblies [S].
3 QJ3012—98 航天电子电子产品元器件通孔安装技术要求[S].
4 QJ3011—98 航天电子电子产品焊接通用技术要求[S].
5 QJ3117A—2011 航天电子电子产品手工焊接工艺技术要求[S].
6 QJ3267—2006 电子元器件搪锡工艺技术要求[S].
7 IPC-J-STD-001E-2010, Requirements for soldered electrical and electronic assemblies [S].
8 ECSS-Q-ST-70-08C, Manual soldering of high-reliability electrical connections [S].
9 王继林,白磊,李珍珍,等. 无引线镀金表面贴装器件搪锡技术[J]. 航天制造技术,2011(5):33~34
Research on Process Method of Degolding and Tin-coating for QFN Components
Qi Lin Yang Jingwei Du Shuang Li Jiabin
(Beijing Institute of Space Mechanics and Electricity, Beijing 100094)
The process method of degolding and tin-coating for QFN components was studied according to its structural feature. A special fixture was designed to clamp QFN components when they were tinning using a local wave soldering machine. The mass fraction of gold in the pad of QFN components could be reduced to less than 1%. As a result, gold-embrittlement could be avoided so that the reliability of products could be improved.
QFN;degolding;tin-coating
齐林(1987),工程师,材料加工工程专业;研究方向:航天产品电子装联工艺研究。
2017-12-12
