基于PLC的自动化磨料射流实验系统设计
2018-03-30龙海洋汤积仁夏彬伟葛兆龙
龙海洋, 汤积仁, 夏彬伟, 葛兆龙
(1. 重庆大学 煤矿灾害动力学与控制国家重点实验室, 重庆 400030; 2. 重庆大学 复杂煤气层瓦斯抽采国家地方联合工程实验室, 重庆 400030)
磨料射流[1]实验系统主要用于开展射流造缝、切割、破岩等应用研究[2]。射流技术与射流压力、磨料特性、喷嘴直径等众多因素相关[3-4],为逐步探究各因素作用机理及影响特性,需按功能定制实验设备。然而受实验条件限制和研究重点变化的影响,以及现有实验装置按需分批购置,时间跨度大,存在以下不足:(1)实验时需多人配合,手动依次完成压力调节等操作,自动化程度低、操作复杂,增加了安全隐患;(2)依靠旋钮手动实现工作压力的调节与切换,效率低、稳定性差;(3)实验废水未循环利用,水资源消耗大、利用率低。
为此,在现有设备基础上,开发了一套自动化程度高、调压精度高、磨料浓度可调、水源可循环利用的磨料射流实验系统。该系统以三菱PLC FX3U为核心控制器,将调压系统与磨料输送系统集成为一体,工作模式切换简单可靠,降低了操作的复杂程度,提高了实验的安全性;配备人机交互系统实现压力设置与状态监控等功能,实现了实验系统的全自动、可视化控制;采用PID闭环控制策略[5],实现了高效、高精度的无级调压;同时设计了循环水控制系统,起到了节能减排的效果。
1 总体控制方案
前混式磨料射流[6]实验平台由循环水系统、调压系统、磨料输送系统和实验台等组成,如图1所示。调压系统为射流实验提供稳定可调的压力源。磨料输送系统由磨料罐、控制阀等组成,通过改变阀组的状态实现不同工作模式的切换与控制。实验台用于放置实验试件和固定射流喷嘴,为独立控制系统,喷嘴可随实验台实现X/Y/Z三轴运动,可开展射流切割、造缝、压裂等实验研究。实验废水通过排水管道进入蓄水池处理后,经循环水泵输送至屋顶水箱储存使用,根据需要,手动选择水源。
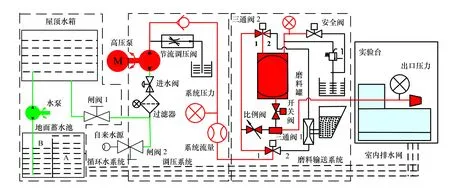
图1 磨料射流实验系统
选用三菱FX3U PLC为总控制器,将调压系统、磨料输送系统、空压机系统和循环水系统集成一体,实现泵站启停、压力调节、射流模式切换等功能的集中自动控制。远程控制模式下,空压机和循环水系统接收到启动信号后,进入自动独立运行模式,配备人机交互界面,方便操作与监控,系统控制总体框架见图2。
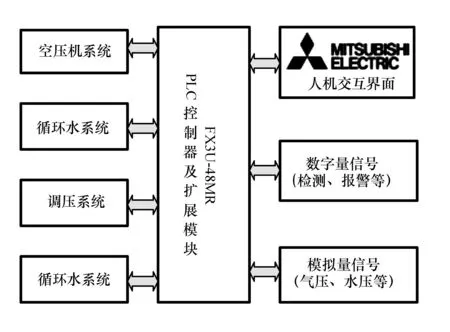
图2 系统总体设计框架
2 系统硬件设计
上位机选用三菱GS2110-WTBD触摸屏,主要实现运行控制、状态监控等功能。下位机选用三菱FX3U 系列PLC[7],内置24点输入/输出,可满足系统数字信号输入输出控制,配置光电传感器检测各阀状态。选用FX2N-4AD 4路模拟量输入模块和FX2N-2DA 2路模拟量输出模块,可满足气压、水压、磨料罐压力和电机频率的监测,以及磨料浓度和水压的调节控制。
2.1 调压系统
调压系统是磨料射流的动力源,要求其能提供连续、稳定可调的压力,压力输出的稳定性和可调性是关键[8]。采用高压柱塞泵增压,最高工作压力56 MPa,公称流量200 L/min,250 kW三相异步电机采用变频器降压启动。
选用SIEMENS SITRANS P系列压力传感器,输出信号4~20 mA。气压调节阀选用COSYS P系列比例阀,控制信号4~20 mA。泵站启动后,总控PLC对设定压力值与反馈压力值的差值进行PID运算后输出至气压调节比例阀[9],比例阀控制气动节流阀输入端压力,气动节流阀通过旁路泄压实现系统压力精确、稳定、快速调节。压力控制原理框图见图3。
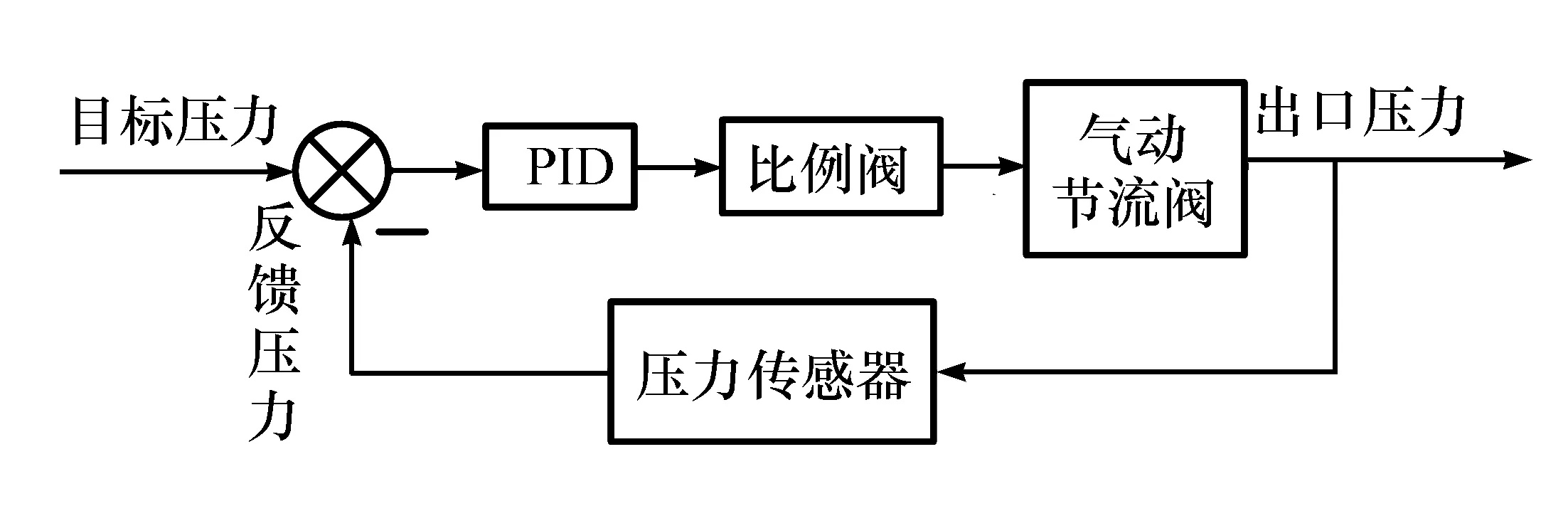
图3 压力控制原理框图
2.2 空压机系统
小型活塞压缩机为系统提供稳定的控制气源,功率7.5 kW,排气量0.9 m3/min,排气压力1.0 MPa。传统空压机控制回路为2相380 V供电,其中一相火线经由启动开关、压力开关、热继电器触点、接触器线圈接到另一相火线[10]。启动开关闭合后,由压力开关自动控制交流接触器线圈通断电,从而控制空压机的启动和停止。此方案无法实现自动化远程集中控制。为此将空压机控制回路中的启动按钮,改造设计为中间继电器常开触点控制。设计远程和本地两种方式实现对中间继电器线圈通电/断电的控制,从而在保留空压机本地控制的基础上实现了远程自动化集中控制。
2.3 磨料输送系统
磨料输送系统提供连续、均匀的磨料供给[11],有纯水射流、磨料射流及自动加沙3种模式。纯水射流,高压水不进入磨料罐,直接从喷嘴喷射。磨料射流,通过比例阀控制进入磨料罐的水流量实现磨料浓度的控制。自动加沙,通过高压水经过料斗形成的负压将磨料送入磨料罐中。通过总控PLC控制阀组状态实现3种工作模式控制与切换。图1中磨料输送系统阀组动作见表1(表中空白表示不动作)。
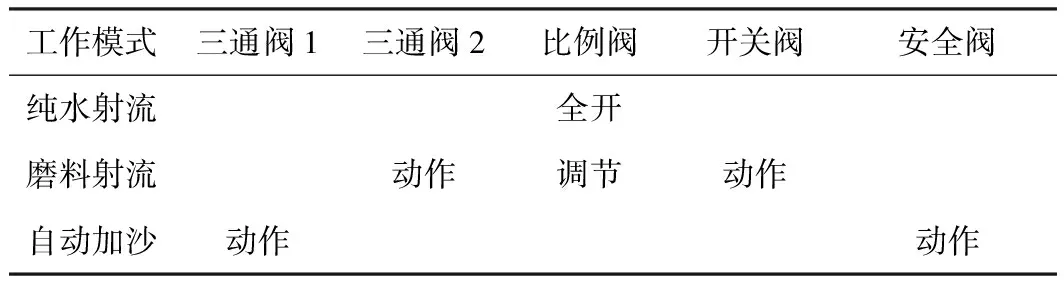
表1 磨料输送系统阀组动作
2.4 循环水系统
水射流技术以水为主要工作介质,实验过程中需使用大量水源,水资源的循环利用尤为重要。设计了本地手动和远程自动两种控制模式[12]。自动模式下,当总控系统上电启动后,循环水系统进入自动运行状态。地面蓄水池(下)与屋顶水箱(上)均安装液位开关,可实现高、低液位检测,通过中间继电器进行逻辑转换,从而实现循环泵的自动启停与系统报警控制,三色灯显示液位状态和系统报警,循环水自动控制逻辑见表2(表中▲表示有信号,空白表示无信号)。
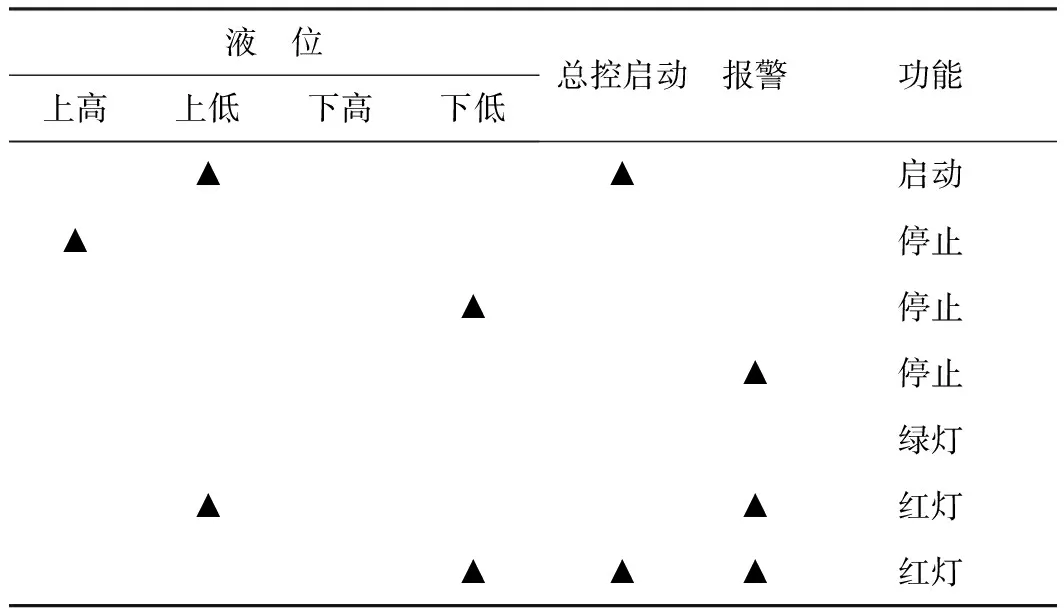
表2 循环水自动控制逻辑表
3 系统软件设计
3.1 PLC程序设计
根据磨料输送系统工作模式,设计了3种相互独立的自动控制程序,主要包含系统启动自检、模拟量采集转换处理、电机启停、压力闭环调节、磨料罐控制切换以及报警处理与显示等主要功能块。主程序流程如图4所示。
3.2 人机交互界面设计
采用三菱GT Designer3软件进行人机交互界面开发,并与PLC采用GOT直连通信[13-14],磨料射流控制界面如图5所示。设计如下功能:
(1) 运行控制。通过上位机界面可实现实验过程的一键启停控制。进入控制界面,按压启动按钮持续0.5 s,系统按照设定流程依次自动启动。实验结束后,按下停止按钮,系统依次有序停止。
(2) 参数设置。通过上位机界面设置水压等报警值,保障实验安全进行。实验过程中,通过压力设置窗口设置工作压力,实现快速、稳定的压力切换控制。
(3) 状态监控与报警。界面动态显示系统当前各类参数信息,如压力、阀组状态等,便于实时监控。系统出现异常,自动报警停机并显示故障信息。
4 压力控制性能测试
采用CY300智能数字压力传感器,配套Smart Sensor压力测试软件,测量喷嘴直径为1.0、2.0、3.0 mm(见图6)时,不同目标压力的控制效果(见图7)。采样间隔100 ms,取压力稳定后50组数据的平均值作为测试结果,结果见表3。
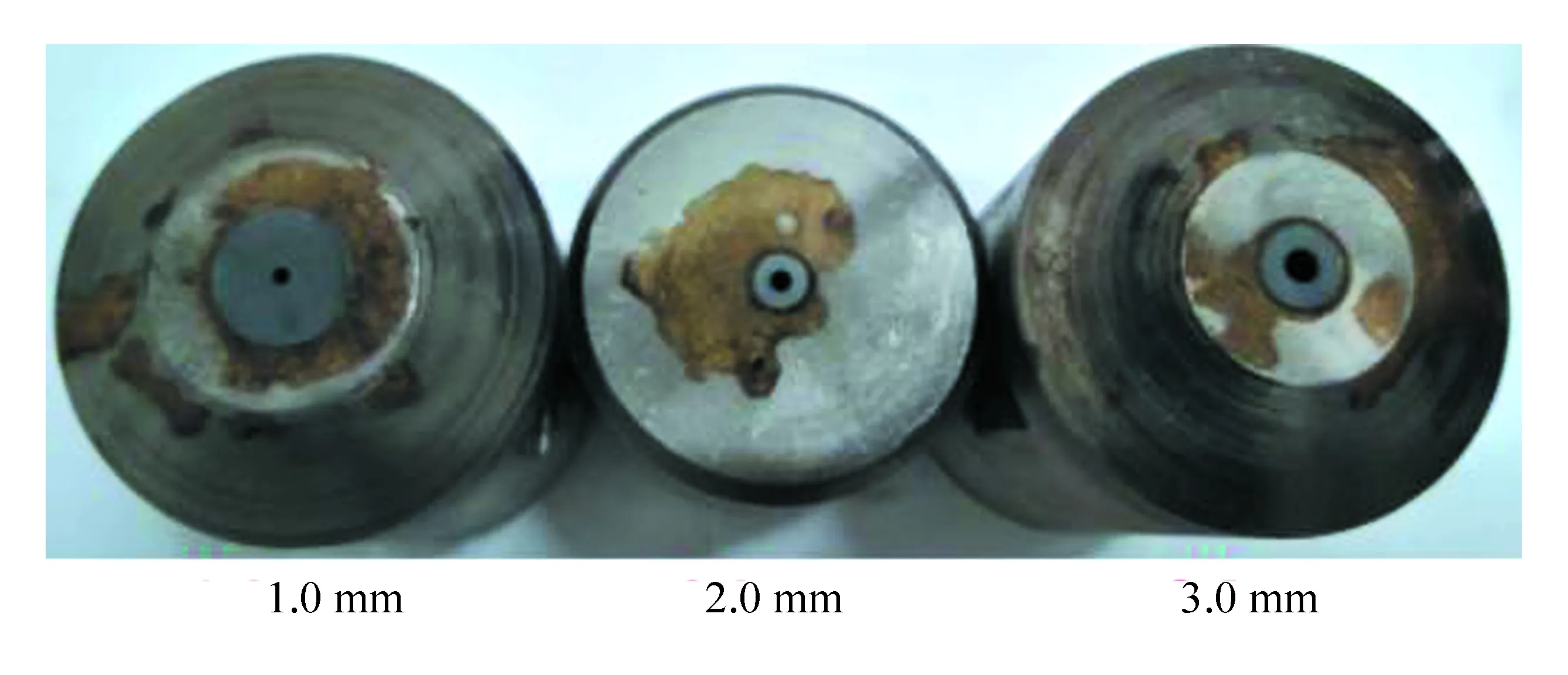
图6 实验测试喷嘴

图7 喷嘴直径3.0mm加压测试曲线
表3不同喷嘴直径下目标压力调节测试结果

MPa
测试数据表明,系统压力调节稳定、超调量小,能满足持续稳定、快速可调的压力输出要求。
5 结语
水射流具有高效、无尘、低能耗等特性,被广泛应用于物料清洗、切割与破岩等工程领域[15]。本文以射流实验系统的自动化控制为研究对象,分析了现有实验平台的不足,并基于三菱FX3U PLC设计了一套压力稳定可调、操作简单的集中化自动控制磨料射流实验系统。该系统人机交互界面功能完善,操作简单,实现了一键启停、压力可调等功能。压力控制测试结果表明系统压力调节精确、稳定,能满足实验要求。对传统活塞式空压机控制回路的改造设计,实现了空压机远程集中自动化控制,保障了系统正常稳定运行,循环水自动控制系统实现了水资源循环高效利用。
References)
[1] 李晓红,卢义玉,向文英. 水射流理论及在矿业工程中的应用[M]. 重庆:重庆大学出版社,2007:92-94.
[2] 黄飞. 水射流冲击瞬态动力特性及破岩机理研究[D].重庆:重庆大学,2015.
[3] Zhu h T,Huang C Z,Wang J,et al. Experimental study on abrasive waterjet polishing for hard-brittle materials[J]. International Journal of Machine Tools and Manufacture,2009,49:569-578.
[4] Lu Y, Huang F, Liu X, et al. On the failure pattern of sandstone impacted by high-velocity water jet[J]. International Journal of Impact Engineering, 2014,76:67-74.
[5] 李瑞霞. 智能PID整定方法的仿真与实验研究[D]. 太原:太原理工大学,2007.
[6] 张成光,张勇,张飞虎. 新型后混合式磨料水射流系统的研制[J]. 机械工程学报,2015,51(5):205-212.
[7] 靳雷,周永情. 基于三菱自动化集成技术的PLC仿真实验平台开发[J]. 实验技术与管理,2012,29(4):105-107.
[8] Nanda B K, Mishra A, Dhupal D. Fluidized bed abrasive jet machining of K-99 alumina ceramic using SiC abrasives[J]. The International Journal of Advanced Manufacturing Technology,2017,90:9-12.
[9] 郭修其,周文华,郑朝武. 基于自动代码生成的共轨压力控制策略[J]. 浙江大学学报,2011,45(8):1441-1445.
[10] 何凤有,鲍卫宁,汤瑒. 基于模糊PID控制器的空压机恒压供气系统的设计[J]. 工矿自动化,2010,36(1):91-93.
[11] 张毅,李根生,熊伟. 高压水射流深穿透射孔增产机理研究[J]. 石油大学学报,2004(2):38-41.
[12] 吕华芳,杨汉波,丛振涛. 基于PLC控制的室内降雨入渗自动测定系统[J]. 农业机械学报,2014,45(9):144-149.
[13] 任俊杰,李红星,李媛. 基于PLC和组态王的过程控制实验系统[J]. 实验室研究与探索,2010,29(5):16-18.
[14] 何富其. 基于PLC的自动化控制系统的配置及组态分析[J]. 制造业自动化,2011,33(6):64-66.
[15] 卢义玉,葛兆龙,李晓红. 脉冲射流割缝技术在石门揭煤中的应用研究[J]. 中国矿业大学学报,2010,39(1):55-58.
