混杂复合方式对聚丙烯复合材料性能的影响
2018-03-30徐珍珍阮芳涛
徐珍珍,汪 浩,杨 莉,阮芳涛
(安徽工程大学纺织服装学院,安徽 芜湖 241000)
0 前言
热固性树脂因其优异的力学性能一直以来都是复合材料首选的树脂,但热固性树脂的力学性能受高温湿热环境影响较大,限制了其树脂基复合材料在航天航空、武器装备等高端领域的应用。因此,人们试图以高性能热塑性树脂来代替热固性树脂。与热固性树脂相比,热塑性树脂不但具有韧性好、损伤容限大、耐高温、介电常数良好等性能,还具有易储存、成型容易、可重复利用,不污染环境等优点[1-2]。复合材料的成型方法有很多,热塑性树脂基复合材料的成型方法主要有注射成型和层压成型[3-5]。注射成型工艺是将切断短纤维与热塑性聚合物混合造粒后再复合成型;层压成型工艺是指将纤维与聚合物树脂所形成的集合体进行加热施压,再经冷却得到复合材料层压板的方法,具体实施如将纤维毡或者排列缠绕的纤维纱线与基体薄膜交替叠加,最后经热压成型,或是将基体纤维与增强体纤维混合梳理后再针刺成毡,后经热压成型,同时还可以将基体纤维与增强体纤维混合梳理后形成粗纱,再切断形成短纤维,与基体复合热压成型。但这些加工方法在制备过程中或是破坏了纤维的长度,使纤维的拉伸性能下降[6],或是不利于增强纤维与基体材料界面的结合,导致复合材料力学性能的下降。
本文利用部分热塑性树脂可成纤的特点,根据混杂机理将与基体树脂成份相同的基体树脂纤维与增强体纤维混杂制备成增强体针刺毡[7-9],再通过铺层层压方式制备复合材料,期望利用自增强原理达到提高基体树脂与增强体纤维间浸渍和界面结合的目的。
1 实验部分
1.1 主要原料
聚丙烯纤维,纤维长度为38 mm,线密度为1.67 dtex,常熟市长江化纤有限公司;
玄武岩纤维,纤维直径为13 μm,纤维长度为3 mm,浙江石金玄武岩纤维有限公司;
聚丙烯,颗粒状,SP179,中国石化齐鲁石油化工公司。
1.2 主要设备及仪器
平板硫化机,25T,湖州橡胶机械有限公司;
电热恒温鼓风干燥箱,DHG-9070,上海三发科学仪器有限公司;
电动切割机,DS8-180,浙江博大实业有限公司;
电子万能试验机,CSS-88100,长春试验机研究所;
清梳联合机,DHUA201,郑州纺机厂;
扫描电子显微镜(SEM),S-4800,日本日立公司;
针刺机,YC800-01,常熟市明仁机械设备有限公司。
1.3 样品制备
首先用清梳联合机将聚丙烯纤维梳理成网,再与玄武岩纤维毡按设计比例(聚丙烯纤维占纤维总量的15 %、20 %、25 %)混合铺网,通过针刺处理制备成混杂针刺毡;其次将颗粒状聚丙烯通过平板硫化机制备成聚丙烯树脂膜;最后,将混杂针刺毡、聚丙烯树脂膜放入电热恒温鼓风干燥箱中105 ℃下干燥30 min,再将干燥好的混杂针刺毡与聚丙烯树脂膜以4:6的比例放入自制模具中复合成型(以下简称为混杂针刺毡层压复合工艺);将制备成型的复合材料用切割机制成尺寸为20 mm×175 mm的试样,备用;同时,为了讨论混杂方式及混杂复合工艺对复合材料力学性能的影响,本实验在采用正交分析法的基础上,还在相同复合工艺条件下制备了纯玄武岩针刺毡聚丙烯基复合材料(以下简称为传统层压复合材料)作为对照试样,具体工艺参数如表1所示。
1.4 性能测试与结构表征
拉伸性能按ASTM D3039测试,拉伸速率为2 mm/min;
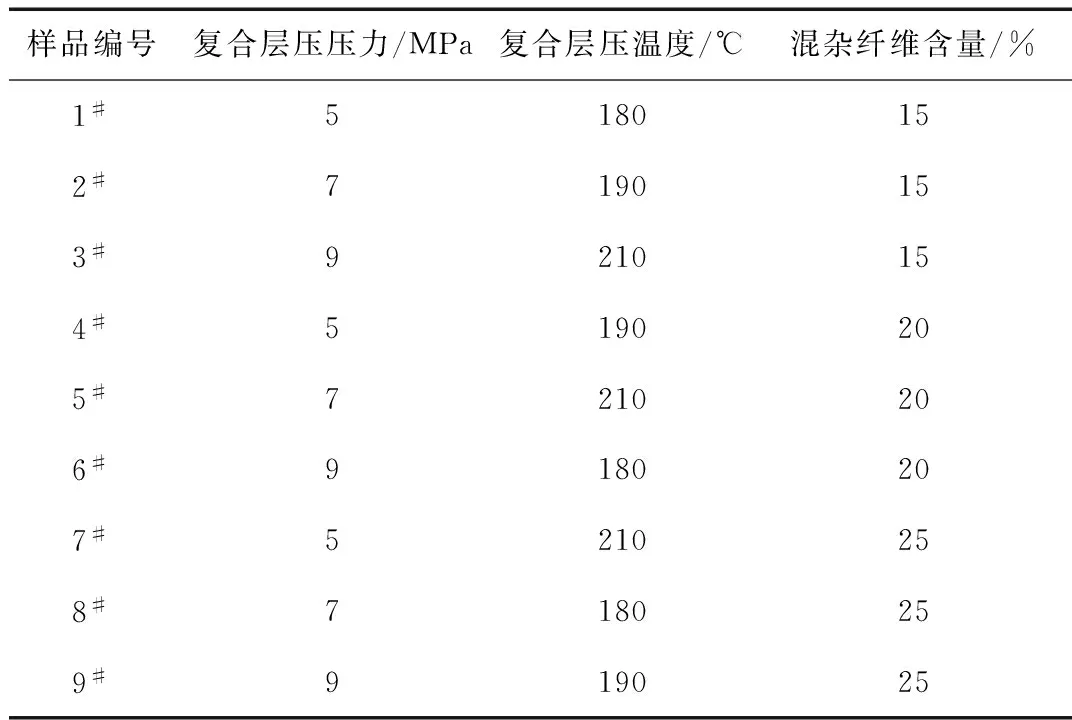
表1 工艺参数表Tab.1 Processing parameter
弯曲性能按ASTM D790测试,弯曲速率为2 mm/min;
SEM分析:采用SEM观察材料的断面形态,喷金处理,氮气气氛,加速电压为5 kV。
2 结果与讨论
2.1 复合方式的影响
从图1可以看出,采用混杂针刺毡复合方式制备的材料的力学性能均优于传统层压复合方式制备的复合材料的力学性能,特别是拉伸强度的提升尤为明显,最大提高了64.9 %,弯曲强度最大提高了39.5 %,这说明通过混杂针刺毡复合工艺具有明显的成型优势。
一般认为,纤维增强复合材料是由纤维相、基体相和界面相组成。界面相作为复合材料的3要素之一,其存在及性质对复合材料的性能极为重要,除了起到支撑和固定纤维的作用外,还具有分散和传递纤维间载荷的功能。聚丙烯作为一种热塑性树脂,在融熔状态下黏度极大,不容易渗透进玄武岩非织布的内部,造成纤维和纤维间没有树脂黏结,如果加大模压压力,可以增加聚丙烯树脂向玄武岩内部扩散的能力,但也容易造成玄武岩纤维的断裂。和传统的层压复合材料工艺相比,混杂针刺毡复合工艺可以增加纤维和树脂间的结合量,从而提高复合材料的力学性能。

—传统复合工艺 —混杂复合工艺(a)拉伸强度 (b)弯曲强度图1 不同复合工艺的复合材料的力学性能Fig.1 Mechanical properties of the composite materials made by different composite processes
图2是采用不同复合工艺制得的试样拉伸断面的SEM照片,聚丙烯纤维含量为20 %。可以看出,采用传统层压复合工艺的试样拉伸断面内部的玄武岩纤维表面并没有黏附上聚丙烯树脂,玄武岩纤维表面很光滑,而采用混杂玄武岩和聚丙烯纤维针刺后再层压的试样内部断面中,玄武岩纤维周围存在大量树脂,并且和树脂间的结合性也比较好,没有出现拉伸后留下的空洞。

复合方式,放大倍率:(a)传统层压复合,×250 (b)传统层压复合,×90(c)混杂针刺毡层压复合,×60 (d)混杂针刺毡层压复合,×150图2 不同复合工艺下试样的拉伸断面SEM照片Fig.2 SEM of tensile sections of the samples prepared by different composite processes
(a)传统层压 (b)混杂针刺毡层压图3 2种复合工艺的树脂渗透过程示意图Fig.3 Schematic diagram of resin permeation process in two composite processes
图3示出了2种复合工艺的树脂渗透过程示意图,图3(a)为传统复合工艺,在经过热压后,上下层的聚丙烯树脂并不能够完全渗透到纤维内部,图3(b)的混杂针刺毡复合工艺中,由于玄武岩纤维毡和聚丙烯纤维经过了预先的针刺混杂,混杂部分的聚丙烯纤维在受热下熔融,从材料内部与上下层的聚丙烯膜相互连接成为一个整体,使得材料中玄武岩纤维和聚丙烯树脂得到很好的黏结。
通过进一步的分析还发现,采用混杂复合方式制备的复合材料在某些情况下其力学性能改善较小,如在复合层压温度为210 ℃、复合层压压强为9 MPa、混杂纤维含量为30 %时,复合材料的力学性能仅比采用传统层压复合方式制备的材料提高了3.46 %,弯曲强度也只提高了5.6 %。这说明混杂针刺毡层压复合工艺对复合材料的力学性能影响较大。分析其原因,因玄武岩纤维与聚丙烯纤维相比,柔韧性较差,且质脆,针刺时不易抱合,且易造成纤维损伤,影响增强体针刺毡的整体结构性能。当采用与聚丙烯纤维混杂后,针刺毡纤维间的相互纠缠性能增强,有利于复合材料力学性能的改善。虽然在复合层压时2种增强体针刺毡占复合材料的总质量均为40 %,但经过复合层压工艺后,采用混杂复合方式制备复合材料中的增强纤维含量小于传统复合方式中增强纤维含量,这时混杂复合材料的力学性能却未因增强纤维含量的减少而下降,总体来说,混杂针刺毡层压复合工艺还是能够提高复合材料的整体力学性能,即混杂针刺毡结构中的树脂纤维层压熔融,可形成对针刺毡内部玄武岩纤维的有效浸润和包覆,提高玄武岩针织毡与基体树脂的界面结合性能。该机理在改变复合材料力学性能的过程中起到更大的作用[10]。
2.2 复合工艺的影响
表2所示为采用混杂针刺毡层压复合工艺处理后的复合材料力学性能极差分析表。可以看出,在所选因素中,混杂纤维含量对复合材料的力学性能影响最大,而复合层压压力和温度对复合材料拉伸强度和弯曲强度有所差异。

表2 各因素影响分析Tab.2 Analysis of the influence of various factors

2.2.1 混杂纤维含量的影响
由极差分析可知,混杂纤维含量对复合材料力学性能的影响明显大于层压压力和层压温度,特别是对复合材料弯曲强度的影响,但复合材料的弯曲强度并不随着混杂含量的增加而线性增强。其主要原因是复合材料体系中玄武岩纤维含量的不断减少造成的,即玄武岩纤维作为增强材料,在复合材料中起主要承载作用,提供结构刚度、强度并控制其基本性能,玄武岩纤维含量的下降造成了复合材料纤维含有率的降低,根据复合定律,力学性能随纤维含量的减小而下降。
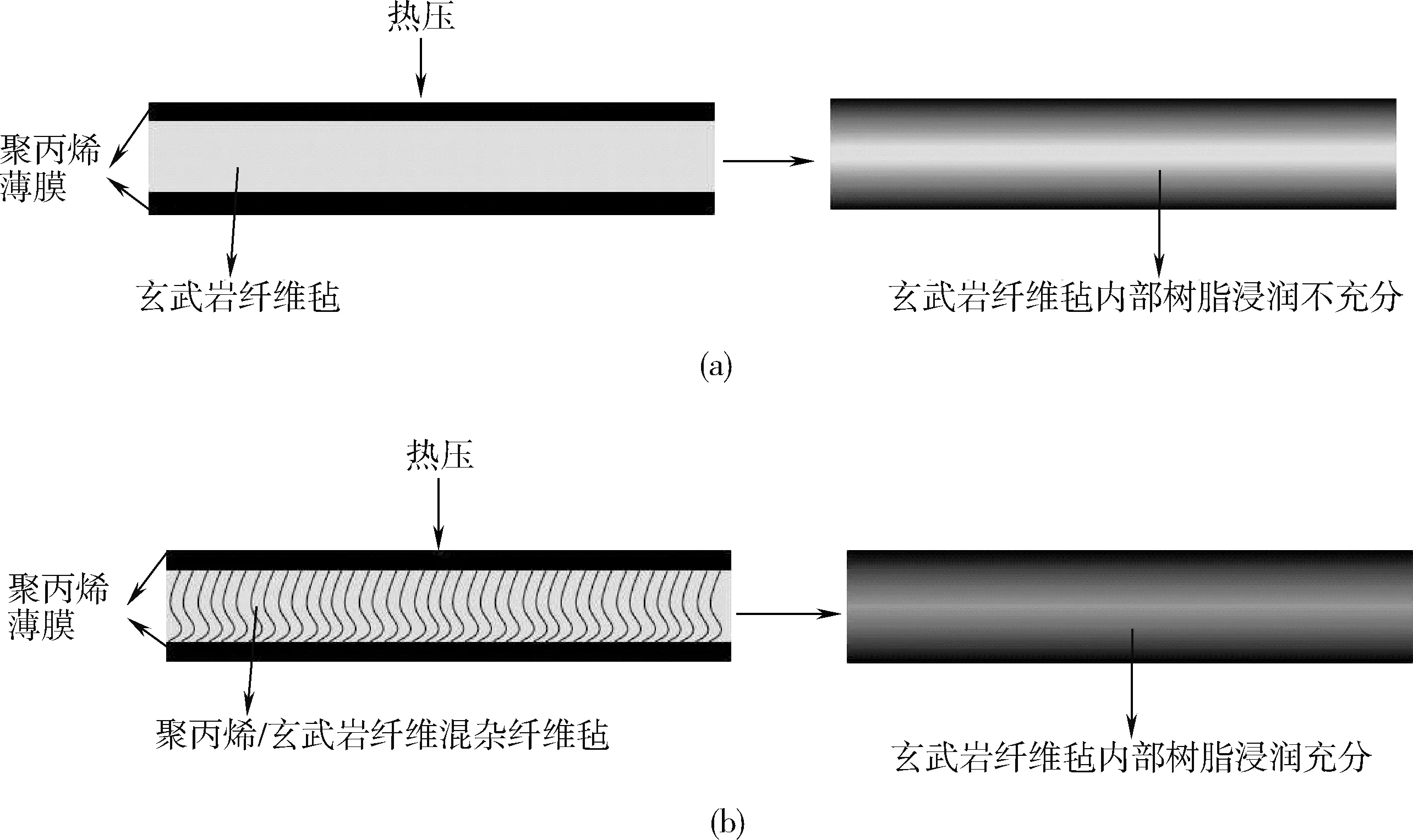
虽然混杂纤维含量对复合材料拉伸强度的影响不及对弯曲强度的影响,但其影响呈线性变化,即随着混杂纤维含量的增加而线性下降。而复合材料的弯曲性能除受增强体纤维性能的影响外,基体树脂的影响更重要[11]。首先,聚丙烯纤维相对玄武岩纤维有较好的柔韧性,在受到弯曲载荷时,所体现的弯曲性能明显优于玄武岩纤维,其次聚丙烯纤维树脂也是一种韧性较强的热塑性树脂。因此,当混杂增强体体系中聚丙烯纤维含量最初增加时,复合材料体系中未完全熔融的聚丙烯纤维和熔融的聚丙烯树脂均有利于复合材料弯曲强度的提高。但当混杂纤维含量持续增加,在层压复合过程中,复合材料增强体系不但因混杂纤维的大量熔融而受到破坏,同时也使复合材料增强体纤维含量大幅度下降,导致复合材料的力学性能下降。说明在采用混杂复合工艺时,混杂纤维含量有一最佳值[12],从图4可以看出,在本实验条件下,混杂纤维含量的最佳值为20 %,当混杂纤维的含量小于最佳值时,复合材料的力学性能会随着混杂纤维含量的增加而增强,当超过最佳值后,复合材料的力学性能会随着混杂纤维含量的增加而减小。
层压压力/MPa:1—5 2—7 3—9图4 混杂聚丙烯纤维含量对混杂针刺层压复合材料弯曲强度的影响Fig.4 Effect of hybrid polypropylene fiber content on bending strength of the hybrid laminated samples
2.2.2 层压压强的影响
表3所示为采用传统复合层压方式制备的复合材料的力学性能。通过分析发现,当在其他复合工艺相同的条件下,复合材料的拉伸强度随着复合层压压强的增加而减小。而弯曲强度则随着复合层压压强的增加呈先增大后减小的趋势,但其力学性能受复合层压压强影响的变化幅度都较小。如在190 ℃下,复合层压压强从5 MPa变化为9 MPa时,拉伸强度仅变化了0.68 %,而弯曲强度也只下降了1.81 %。分析混杂复合工艺发现,复合材料拉伸强度随复合层压压强的增大而下降,但下降幅度较为明显。如同样在190 ℃条件下,复合层压压强从5 MPa上升到9 MPa时,拉伸强度下降了25.89 %。而复合层压压强对复合材料弯曲强度的影响很小,且影响变化趋势与传统复合层压工艺相同。分析其原因,在层压复合过程中,虽然增加复合层压压强有利于熔融树脂对增强体的浸渍,但同时也存在着聚合物基体交联反应速率提高而引起树脂黏度的增大[13],和克莱帕伦效应而导致的基体树脂所需熔融温度升高的现象,影响了复合材料力学性能的改善。
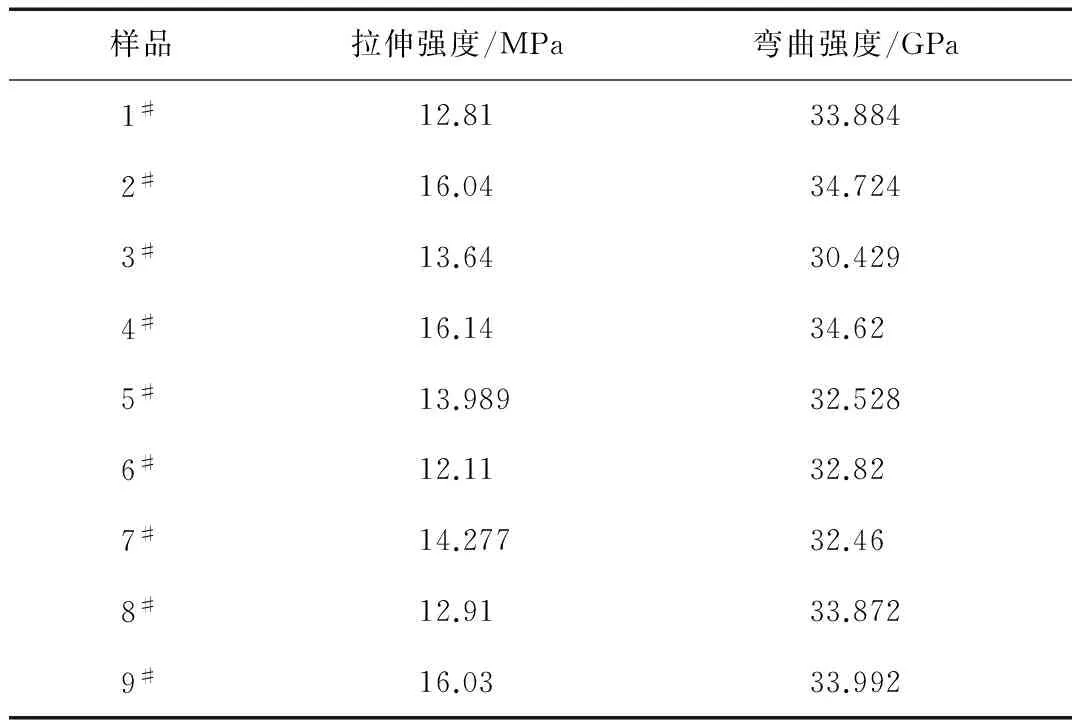
表3 传统复合层压复合材料的力学性能Tab.3 Mechanical properties of traditional composite laminates
2.2.3 层压温度的影响
通过极差分析,复合层压温度对复合材料拉伸强度的影响较小,具有随着复合层压温度升高先增大后减小的趋势,而弯曲强度则随着复合层压温度的升高而线性降低。这与采用传统复合层压方式中复合层压温度对复合材料力学性能的影响规律有一定差别。其主要原因是,采用混杂复合方式时,复合层压温度的高低对复合材料体系中混杂纤维的熔融性能有一定影响。当复合层压温度相对较低时,混杂体系中的聚丙烯纤维熔融不完全,相同实验条件下,复合材料体系中增强纤维的含量较高,即增强体纤维除玄武岩纤维外,还包括部分未完全熔融的聚丙烯纤维,而已熔融的聚丙烯纤维还可对玄武岩纤维形成有效包覆,不但弥补了因增强体结构中聚丙烯纤维含量减小而带来的负面影响,还会提高复合材料的力学性能。随着复合层压温度的升高,复合材料体系中聚丙烯纤维熔融完全,增强体系中增强纤维含量大幅度下降,且同时复合层压温度升高,也易引起熔体交联反应加快而导致的基体黏度增大,流动性下降。这时因混杂纤维所形成的有效包覆和充分浸渍已不能弥补因增强体纤维含量减少而带来的负面影响,复合材料的力学性能下降。
3 结论
(1)采用混杂复合方式有助于复合材料力学性能的提高;通过混杂有助于在层压过程中,基体树脂对增强纤维的浸渍和包覆,改善增强体纤维与基体树脂的界面结合;
(2)采用混杂复合工艺时,混杂纤维含量对复合材料的力学性能影响最大,且复合材料的力学性能不随混杂纤维含量而线性变化,而是存在一个最佳值,当混杂纤维含量小于最佳值时,复合材料的力学性能随混杂纤维含量的增加而增强,当混杂纤维含量大于最佳值时,复合材料的力学性能则随混杂纤维含量的增加而下降;
(3)采用混杂复合方式时,由于混杂复合工艺对复合材料增强体中纤维含量及增强体结构均有影响,因此混杂复合工艺对复合材料力学性能的影响大于传统复合工艺对复合材料力学性能的影响。
[1] 周 鹏,周中波.复合材料用高性能纤维及热塑性树脂发展现状[J].合成纤维,2015,44(8):21-26.
ZHOU P, ZHOU Z B.Development Status in High Performance Fiber and Thermoplastic Resin for Composites[J].Synthetic Fiber in China,2015,44(8):21-26.
[2] 陈 平,于 祺,孙 明,等.高性能热塑性树脂基复合材料的研究进展[J].纤维复合材料,2005,52(2):52-57.
CHEN P, YU Q, SUN M, et al.Advances in High Performance FRTP Composites[J].Fiber Composites,2005,52(2):52-57.
[3] 陈 勰,顾书英,任 杰.聚乳酸/天然纤维复合材料成型加工研究进展[J].工程塑料应用,2014,42(9):102-105.
CHEN X,GU S Y,REN J.Research Progress on Processing of PLA/Natural Fiber Composites[J].Engineering Plastics Application,2014,42(9):102-105.
[4] SONG Y N,LIU J, CHEN S Z, et al. Mechanical Properties of Poly(Lactic Acid)/Hemp Fiber Composites Prepares with A Novel Method[J].J Polym Environ,2013,101(21):1 117-1 127.
[5] GOLZAR M, BRUNIG H, MADER E.Commingled Hybrid Yarn Diameter Ratio in Continuous Fiber-reinforced Thermoplastic Composites[J].Journal of Tthermoplastic Compo-site Materials,2007,20(1):17-26.
[6] 杨 莉,洪伟涛,叶科胜,等.玄武岩增强硼酚醛树脂基复合材料工艺性能研究[J].化工新型材料,2013,41(9):129-131.
YANG L,HONG W T,YE K S,et al.Research on the Process Properties of Basalt Fiber Reinforced Boron-phenplic Resin Composites[J].New Chemical Materials,2013,41(9):129-131.
[7] 严文聪,曾金芳,王 斌.纤维混杂复合材料研究进展[J].化工新型材料,2011,39(6):30-33.
YAN W C,ZENG J F,WANG B.The Progress in Fibers Hybrid Composites[J].New Chemical Materials,2011,39(6):30-33.
[8] 万 明,方 立,周晓东.聚丙烯自增强复合材料层压板的制备和性能研究[J].工程塑料应用,2016,44(2):40-45.
WAN M,FANG L,ZHOU X D.Study on Preparation and Properties of Self-reinforced Polypropylene Composite Laminates[J].Engineering Plastics Application,2016,44(2):40-45.
[9] 徐海燕.连续纤维增强热塑性树脂基复合材料的加工方法的探讨[J].福建轻纺,2008,225(2):7-12.
XU H Y.Discussion on the Processing Method of Continuous Fiber Reinforced Thermoplastic Resin Matrix Composites[J].The Light & Textile Industries of Fujian,2008,225(2):7-12.
[10] 杨 莉,毕松梅,尹良舟,等.增强体结构对复合材料工艺及其性能的影响[J].化工新型材料,2014,42(3):134-136.
YANG L,BI S M,YIN L Z,et al.Influences of the Reinforcement Structure on the Technology and Performance of Compodite[J].New Chemical Materials,2014,42(3):134-136.
[11] 邱菊生,钟智丽,石 磊,等.纤维组分比例对玄武岩/聚丙烯复合材料力学性能影响研究[J].天津工业大学学报,2010,29(1):23-26.
QIU J S,ZHONG Z L,SHI L,et al.Research on Influence Factors on Mechanical Properties of Basalt / Polypropylene Composites[J].Journal of Tianjin Polytechnic University,2010,29(1):23-26.
[12] 杨 莉,徐文正.聚乳酸/玄武岩纤维复合材料的制备及性能研究[J].中国塑料,2016,30(11):48-52.
YANG L, XU W Z.Study on Preparation and Properties of Poly (lactic acid)/Basalt Fiber Composite[J].China Plastics,2016,30(11):48-52.
[13] 杨 莉,马 翔,尹良舟.单向玄武岩增强复合材料工艺与性能研究[J].中国塑料,2014,28(7):55-59.
YANG L,MA X,YIN L Z.Process and Properties of Reinforced Composites by Basalt Fiber Unidirectional Fabric[J].China Plastics,2014,28(7):55-59.