双转子连续挤出机掺混工艺对ABS树脂性能的影响
2018-03-30马玉录谢林生周旭林张秘滔
陈 涛,马玉录,谢林生,周旭林,张秘滔
(华东理工大学机械与动力工程学院,绿色高效过程装备与节能教育部工程研究中心,上海 200237)
0 前言
ABS树脂是一种综合性能优异的工程塑料,具有丙烯腈的刚性、丁二烯的韧性及苯乙烯的易加工性,广泛应用于电子、汽车及建筑材料等行业[1]。ABS的生产方法很多。其中,乳液接枝 - 本体丙烯腈 - 苯乙烯(SAN)掺混法已经成为当前应用最广泛的生产技术。现阶段,ABS树脂的掺混过程通常是在啮合型双螺杆挤出机上完成的。但是,由于该种设备剪切强、黏性生热量高,且其较大的长径比会增加物料在设备中的热历程时间,导致掺混过程产生较大的能耗。为此,本课题组在已有连续混炼机的基础上,开发了一种新型的双转子连续挤出机,整合了转子优异的混合能力和单螺杆挤出段的优势,混炼元件组合采用积木式的方法,增加了排气段,极大地提高了新设备在塑料加工中的灵活性及适应性。
掺混过程中影响ABS树脂力学性能的因素主要包括:掺混工艺、橡胶相结构及大小、ABS树脂各组分含量、助剂的类型及用量等[2-4]。目前,针对ABS树脂掺混工艺的研究还不够深入,仅描述了掺混工艺对树脂力学性能的影响,没有进一步探讨掺混工艺造成ABS树脂性能差异的内在原因。掺混工艺能够引起混炼设备混合能力的改变,进而影响材料的微观形貌,最终导致材料的力学及某些特殊性能的变化。
本文运用自主开发的双转子连续挤出机制备,研究了掺混工艺对ABS树脂力学性能的影响,并采用Polyflow软件分析了掺混工艺对双转子连续挤出机混合能力的影响,最后对ABS树脂的微观形貌进行表征分析,揭示了掺混工艺对ABS树脂微观形貌的影响。
1 数值分析模型的建立
1.1 物理模型及数值模拟方法的确定
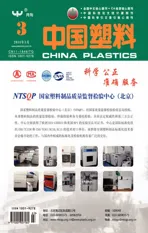
新型双转子挤出机混炼段的有限元模型如图1所示。其中,流道长度为130 mm,中心距离为34.5 mm,转子直径为30 mm,单个输送元件长度为20 mm。流道和转子采用六面体网格,输送元件采用四面体网格。为真实反映混合过程,本文采用Polyflow软件中的网格重叠技术进行计算求解。
(a)流道 (b)转子和输送元件图1 流道、转子和输送元件的有限元模型Fig.1 Finite element model for flow chambers,rotors and conveying elements
1.2 控制方程
基本假设:(1)物料为熔体且充满整个流道,物料与壁面间无滑移;(2)流体为不可压缩的广义牛顿流体;(3)物料流动过程中温度不变;(4)忽略体积力和惯性力。在笛卡尔坐标系下的连续方程、动量方程及本构方程如式(1)~式(5)所示:

(1)
(2)

(3)
(4)
(5)
式中v——速度向量,m/s
p——压力,Pa
τ——应力张量,Pa
D——形变速率张量
η——表观黏度,Pa·s
聚合物熔体流变特性符合Carreau-Yasuda模型,其η可通过式(6)计算得到:
(6)
式中η∞——极限剪切黏度,Pa·s
η0——零剪切黏度,Pa·s
λ——特征时间,s
a——模型参数
n——非牛顿指数
采用马尔文毛细管流变仪测试ABS树脂在220 ℃时黏度随剪切速率的变化如图2所示。拟合后可得η0=2 387 Pa·s,η∞=4.2 Pa·s,λ=0.025 s,n=0.246,a=1.045。

■—实验数据 —Carreau-Yasuda模型图2 ABS树脂的黏度随剪切速率的变化曲线Fig.2 Viscosity of ABS resin versus the shear rate
2 掺混实验设计及性能测试方法
2.1 主要原料
SAN树脂,SAN-2437,中国石油吉林石化公司;
ABS接枝粉料,中国石油吉林石化公司。
2.2 主要设备及仪器
双转子连续挤出机,实验室自行研发;
塑料注射成型机,Boy 55 E,德国Dr. Boy GmbH & Co KG公司;
旋转流变仪,Bohlin Gemini 2,英国马尔文仪器有限公司;
毛细管流变仪,Rosand RH10-D,英国马尔文仪器有限公司;
三维混合器,GH-5,上海振春粉体设备有限公司;
摆锤冲击试验机,PTM1100-B1,深圳三思纵横科技股份有限公司;
冲击缺口制样机,QTM1000,深圳三思纵横科技股份有限公司;
实验测得所有数据均录入Excel表(Office 2010, 美国Microsoft公司),利用软件自带的作图功能,获得各有关数据的折线图或柱状图。需要比较的部分数据,同样利用软件自带的TTest函数做平均数差异检验,分析二者间差异的显著性。
万能材料试验机,RGM-2020,深圳瑞格尔拉伸试验机有限公司;
扫描电子显微镜(SEM),S3400N,株式会社日立制作所。
2.3 样品制备
按照实际掺混过程中ABS接枝粉料与SAN树脂的质量比为3∶10称取物料,并在三维混合器内混合30 min,然后投入喂料装置中进行掺混造粒实验;机筒温度为190 ℃,掺混造粒后的ABS树脂置于80 ℃的真空干燥箱中干燥12 h,在塑料注射成型机上制成标准试样。
2.4 性能测试与结构表征
拉伸性能按GB/T 1040.1—2006测试,拉伸速率为50 mm/min;
弯曲性能按GB/T 9341—2008测试,弯曲速率为2 mm/min;
缺口冲击性能按GB/T 1843—2008测试,试样类型为A型,摆锤冲击能量为2.75 J;
SEM分析:对冲击样条断面进行喷金处理,置于真空环境观察断面形貌并拍照,加速电压为15 kV;
动态频率扫描:平板间隙为500 μm,测试温度为250 ℃,扫描范围为0.01~100 s-1[5]。
3 结果与讨论
3.1 掺混工艺对ABS树脂力学性能的影响
表1为喂料速率为16.02 kg/h、不同螺杆转速制备的ABS树脂的力学性能。可以看出,当螺杆转速为400 r/min时,制备的ABS树脂具有最好的力学性能,转子转速降低或者升高都会引起ABS树脂力学性能的下降。当螺杆转速从300 r/min升高至400 r/min时,ABS树脂的拉伸强度、弯曲强度、弯曲模量和冲击强度分别提高了16.8 %、15.4 %、30.7 %和7.7 %,而当螺杆转速为500 r/min时,ABS树脂的力学性能与螺杆转速为400 r/min时的力学性能相比,分别下降了7.6 %、7.5 %、21.8 %和32.6 %。

表1 不同螺杆转速制备的ABS树脂的力学性能Tab.1 Mechanical properties of ABS resin prepared at different rotor speed
当螺杆转速为400 r/min,喂料速率分别为12.89、16.02、19.22 kg/h时,制得的ABS树脂的力学性能如表2所示。可以看出,喂料速率改变时,ABS树脂的力学性能虽然会发生波动,但是力学性能指标间的差距不大,说明本文设计的喂料速率对ABS树脂力学性能的影响较小。

表2 不同喂料速率制备的ABS树脂的力学性能Tab.2 Mechanical properties of ABS resin prepared at different feeding rate
3.2 掺混工艺对混炼机混合能力的影响
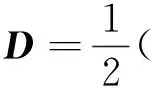
掺混工艺能够引起双转子连续挤出机混合能力的改变,因此采用POLYFLOW模拟软件对混炼段的混合能力进行研究。图3为示踪粒子所经受的剪切速率和平均解聚功[6]的分布情况。从图3可以看出,当喂料速率为16.02 kg/h时,随着螺杆转速的增加,剪切速率和平均解聚功分布曲线沿横坐标向右移动,说明随着螺杆转速的增加,转子剪切分散作用不断增强。图4为示踪粒子所经受的修正Lyapunov指数[7-8]的分布情况,可以看出,随着螺杆转速的增加,修正Lyapunov指数分布曲线也向坐标轴右端移动,说明流场的混沌流动更加明显,物料在混合过程中所经历的拉伸、折叠作用得到强化,设备的分布混合能力增强。而当螺杆转速为400 r/min时,改变喂料速率对剪切速率、平均解聚功和修正Lyapunov指数的分布情况变化较小,说明喂料速率对设备的分散和分布混合能力影响较小。
螺杆转速/r·min-1,喂料速率/kg·h-1:1—300,16.02 2—400,12.89 3—400,16.0 4—400,19.22 5—500,16.02(a)剪切速率 (b)平均解聚功图3 示踪粒子所经受的剪切速率分布和平均解聚功分布Fig.3 Shear rate distribution and average deagglomerating energy distribution of tracer particles
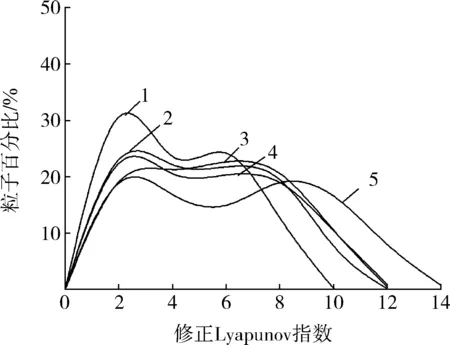
螺杆转速/r·min-1,喂料速率/kg·h-1:1—300,16.022—400,12.89 3—400,16.02 4—400,19.22 5—500,16.02图4 示踪粒子所经受的修正Lyapunov指数的分布Fig.4 Modified Lyapunov distribution of tracer particles
3.3 螺杆转速对ABS树脂流变性和微观结构的影响
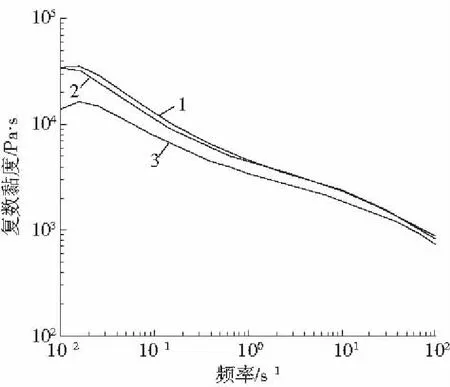
螺杆转速/r·min-1:1—300 2—400 3—500图5 ABS树脂的复数黏度随频率的变化Fig.5 Complex viscosity of ABS resin versus the frequency
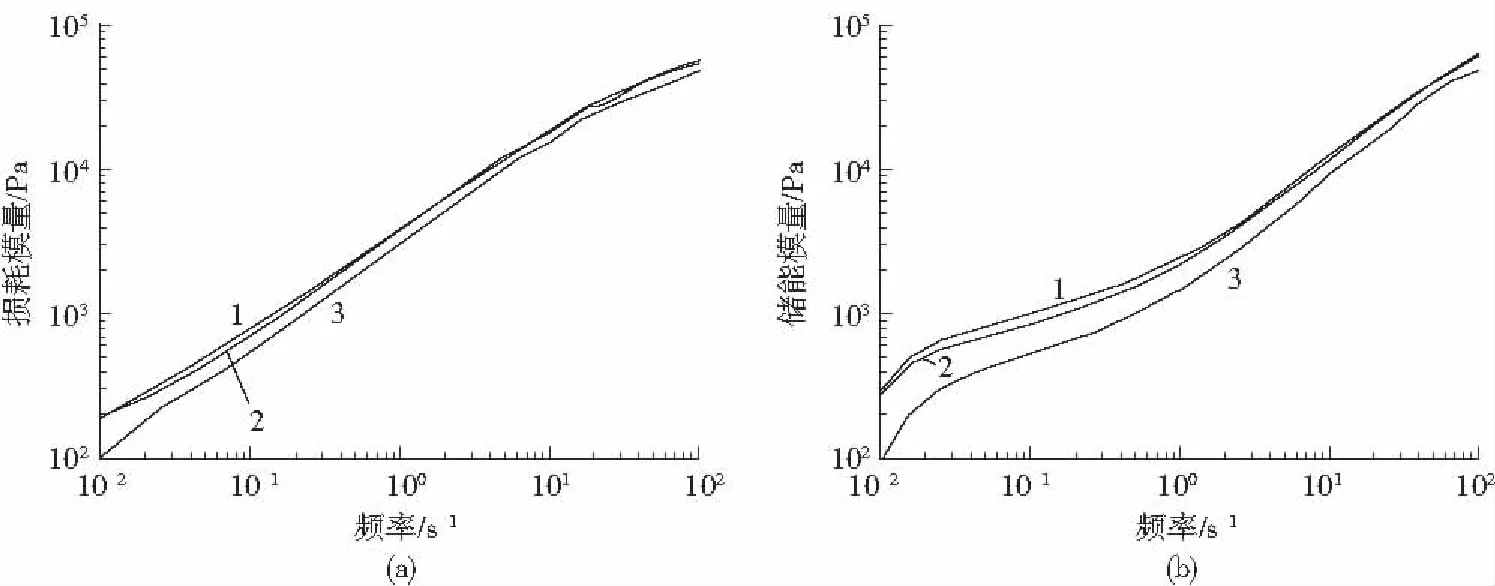
螺杆转速/r·min-1:1—300 2—400 3—500(a)损耗模量 (b)储能模量图6 ABS树脂的损耗模量和储能模量随频率的变化Fig.6 Loss modulus and storage modulus of ABS resin versus the frequency
ABS树脂流变性能的改变能够反映ABS树脂微观形貌的变化。图5为ABS树脂的复数黏度随频率的变化情况,测试温度为250 ℃。可以看出,在低频区,随着转速的提高,ABS树脂的复数黏度会逐渐减小,说明在所制备的ABS中,随着螺杆转速的提高,橡胶粒子对SAN分子链运动的阻碍作用降低。图6为ABS树脂的损耗模量和储能模量随频率的变化情况,在低频区,ABS树脂的储能模量曲线都出现了“第二平台”,这是因为橡胶粒子间形成了三维网络结构。从图6还可以发现,随着螺杆转速的提高,ABS树脂的“第二平台”降低。根据已有的研究成果[9-13],本文中ABS树脂内橡胶粒子分布均匀性的提高,或者橡胶粒子接枝度的改变,都会引起ABS树脂“第二平台”的降低。
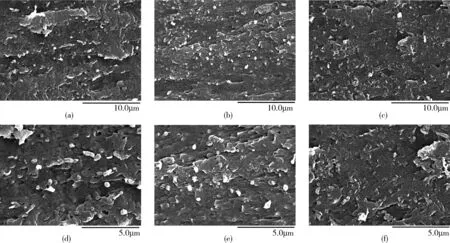
放大倍率,螺杆转速/r·min-1:(a)×5 000,300 (b)×5 000,400 (c)×5 000,500(d)×10 000,300 (e)×10 000,400 (f)×10 000,500图7 ABS树脂冲击试样断面的SEM照片Fig.7 SEM of impact fracture surfaces of ABS resin
图7(a)和图7(b)的断面呈现韧性断裂,可观察到SAN基体上产生了大量的微裂纹和空穴。与图7(b)相比,图7(a)中橡胶粒子的分布均匀性较差,说明当螺杆转速从300 r/min提高到400 r/min时,双转子连续挤出机较强的分散和分布混合能力减少了橡胶粒子的团聚,橡胶粒子更加均匀地分布于SAN基体中,有利于ABS树脂力学性能的提高,尤其是拉伸和弯曲性能。图7(c)的断面呈现脆性断裂,SAN基体断裂面较为平整,虽然也可以观察到试样在断裂过程形成了微裂纹,但是观察不到空穴的形成,导致树脂的冲击性能较差,因为在ABS树脂受到摆锤冲击的过程中,空穴的形成能够吸收更多的冲击能量,提高材料的抗冲击能力[14-16]。从图7(d)和7(e)中可以清晰的观察到橡胶粒子在试样断裂过程中发生变形,说明橡胶粒子与SAN基体的界面黏附较强,同时橡胶粒子的韧性没有发生变化,对SAN基体起到了较强的增韧效果,所以ABS树脂的冲击强度提高较少。在图7(f)中观察不到发生变形的橡胶粒子,橡胶粒子对SAN基体的增韧效果变差,且此时ABS树脂的储能模量曲线的“第二平台”下降明显,说明橡胶粒子内部接枝了SAN分子,导致橡胶粒子本身的韧性变差,减弱了对SAN基体的增韧效果。因此,当螺杆转速为500 r/min时,设备较强的剪切作用引起的黏性生热增加,物料内部的瞬时高温造成橡胶粒子发生内接枝,对SAN基体的增韧效果减弱,所以ABS树脂冲击性能急剧下降。此时双转子连续挤出机较强的分布混合能力,使得橡胶粒子的分布更加均匀,所以ABS树脂的拉伸和弯曲性能下降程度较低。
4 结论
(1)当螺杆转速为400 r/min时,制备的ABS树脂具有最好的力学性能,螺杆转速降低或者提高都会引起ABS树脂力学性能的下降;
(2)双转子连续挤出设备的分散和分布混合能力随着螺杆转速的提高而增强;
(3)适当的提高螺杆转速有利于橡胶粒子在SAN基体中的分散及分布,提高ABS树脂的力学性能,但是过高的螺杆转速会导致混炼场中局部升温,引起橡胶粒子结构的变化,如橡胶粒子内接枝的发生,最终影响ABS树脂的力学性能。
[1] 于志省. ABS树脂研究进展[J]. 高分子通报, 2012(5): 40-46.
YU Z S. Advances in Research on ABS Resin[J]. Polymer Bulletin, 2012(5): 40-46.
[2] 李明远, 任 亮, 郭丽春, 等. 橡胶粒子粒径对ABS树脂结构与性能的影响[J]. 弹性体, 2012, 22(3): 22-26.
LI M Y, REN L, GUO L C, et al. Effect of Rubber Rarticle Size on the Structure and Mechanical Properties of ABS Resin[J]. China Elastomerics, 2012, 22(3): 22-26.
[3] 刘振国, 吕为民, 于济宁, 等. 橡胶相结构特征对ABS树脂力学性能的影响[J]. 中国塑料, 2015, 29(5): 34-39.
LIU Z G, LÜ W M, YU J N, et al. Influence of Structure of Rubber Particles on Mechanical Properties of ABS Resin[J]. China Plastics, 2015, 29(5): 34-39.
[4] KIM B, SHIN G. Melt Blends of SAN with SAN-graft-polybutadiene (PB)[J]. Journal of Applied Polymer Science, 1993, 48(6): 945-961.
[5] AHN K, HA D, LEE B, et al. Effect of Graft Ratio on the Dynamic Moduli of Acrylonitrile-butadiene-styrene Copolymer[J]. Journal of Applied Polymer Science, 2002, 42(3): 605-610.
[6] XIE L, LI P, MA Y, et al. A Representation Method for Describing a Deagglomerating Process in Continuous Mixer[J]. Polymer Composites, 2012, 33(4): 476-483.
[7] 金建立, 马玉录, 谢林生, 等. 混沌转子的混合特性及其在ABS/Al2O3导热材料制备中的应用[J]. 中国塑料, 2017, 31(7): 75-81.
JIN J L, MA Y L, XIE L S, et al. Mixing Characteristics of Chaos Rotor and Its Application in the Preparation of Al2O3/ABS Thermal Conductive Composites[J]. China Plastics, 2017, 31(7): 75-81.
[8] 刘海涛, 沙 金, 陈 涛, 等. 双转子连续混炼机混沌型转子混合性能的研究[J]. 中国塑料, 2015, 29(11): 72-76.
LIU H T, SHA J, CHEN T, et al. Study on Mixing Performance of Chaotic Rotors in Two-rotor Continuous Mi-xers[J]. China Plastics, 2015, 29(11): 72-76.
[9] AOKI Y. Viscoelastic Properties and Structure of ABS Polymers[J]. Chemical Physics Research Journal, 2014, 7(2): 167-226.
[10] XU X, WANG R, TAN Z, et al. Effects of Polybutadiene-g-SAN Impact Modifiers on the Morphology and Mechanical Behaviors of ABS Blends[J]. European Polymer Journal, 2005, 41(8): 1 919-1 926.
[11] BERTIN M, MARIN G, MONTFORT J. Viscoelastic Properties of Acrylonitrile-butadiene-styrene (ABS) Poly-mers in the Molten State[J]. Polymer Engineering and Science, 1995, 35(35): 1394-1406.
[12] DREVAL V, VASILEV G, BORISENKOVA E, et al. Rheological and Mechanical Properties of ABS Plastics Prepared by Bulk Polymerization[J]. Polymer Science Series A, 2006, 48(3): 338-345.
[13] AOKI Y. Dynamic Viscoelastic Properties of ABS Polymers in the Molten State: 5. Effect of Grafting Degree[J]. Macromolecules, 1987, 20(9): 2208-2213.
[14] 金范龙, 陆书来, 张溯燕, 等. 微观结构与ABS产品性能的关系(Ⅰ)ABS树脂的形态结构及力学性能[J]. 弹性体, 2010,20(4): 55-63.
JIN F L, LU S L, ZHANG S Y, et al. Effect of Microstructure on Property of ABS Resin (Ⅰ) Morphology and Mechnical Property of ABS Resins[J]. China Elastomerics, 2010, 20(4): 55-63.
[15] 金范龙, 陆书来, 赵新刚, 等. 微观结构与ABS产品性能的关系(Ⅱ)ABS树脂的增韧机理[J]. 弹性体, 2011,21(1): 69-74.
JIN F L, LU S L, ZHAO X G, et al. Effect of Microstructure on Property of ABS Resin (Ⅱ) Toughening Mechanism of ABS Resins[J]. China Elastomerics, 2011, 21(1): 69-74.
[16] 宋振彪, 白延军, 王 硕, 等. ABS树脂增韧机理[J]. 弹性体, 2012, 22(5): 90-94.
SONG Z B, BAI Y J, WANG S, et al. Study of Toughening Mechanism for ABS Resin[J]. China Elastomerics, 2012, 22(5): 90-94.