基于DOE的PCB集成化RFID标签读取参数优化研究
2018-03-30方文娟
熊 戈 ,洪 涛 ,方文娟
(1.中国计量大学 质量与安全工程学院,杭州 310018;2.华立科技股份有限公司,杭州 310035)
近年来,物联网感知层的核心技术之一,射频识别技术RFID以其作用范围广、识别速度快、使用周期长、抗污染性强等优点,被广泛地应用到电能表行业中。针对RFID应用的现状,文献[1-3]开展了多方面的研究工作,然而针对集成到PCB中的RFID电子标签的测试未见报道。鉴于越来越多的企业开始普及智能产品,PCB集成化RFID也越来越受到重视,因此,通过测试研究PCB集成化RFID电子标签的最优读取参数,从而为其在实际生产加工过程中的部署提供参考显得尤为重要。本文正是基于这一目标而展开。
1 制造现状及分析
传统的电能表行业应用条形码技术作为信息记录和传递的载体,以粘贴的方式附着在产品表面,通过手持仪器人工扫描和读取。不仅浪费人力物力,且出错率高,生产效率低下。随着智能电表的发展,RFID技术逐渐替代了条形码,成为了负载产品信息的新模式。而将RFID技术设计并集成在PCB版上,更是引领了智能电表行业加工模式的转型。在前期设计及试运行的基础上,发现集成标签的读取率波动较大,受外界因素影响明显,人员的走动和产品的运输都会对读取效果造成不同程度的影响,在生产加工过程中接收信号强度RSSI在-45~-25 dBm大范围内有波动。标签读取过程的好坏直接决定着产品品质及制造周期,因此,制造部门提出合理的布置读取环境来提高读写成功率。RSSI计算公式如下所示:

通过计算,使接收信号强度RSSI可以稳定在-27±1 dBm的较好范围内,就能满足企业生产制造过程的基本要求。
2 正交试验设计方案
2.1 正交试验设计简介
正交设计是安排多因素试验、寻求最优水平组合的一种高效率的试验设计方法[4],满足“均匀分散性”和“整齐可比性”的正交原理。利用正交表来科学有效地安排与分析多因子试验,从全部水平组合中,均匀的挑选出部分有代表性的进行试验,以较小的试验规模和较少的试验成本来获得最佳试验结果。通过对试验结果的数据处理与分析,找出最适宜的水平组合,利用极差分析法或方差分析法获得各因子对测试结果影响的主次因素和变化规律,达到优化读取参数的目的[4-5]。
2.2 正交试验设计步骤
不同的产品由于需求的差异,在进行试验设计时也遵循着不同的步骤[6]。正交设计主要包括试验指标、试验因子、试验水平三大组件。试验指标是用来衡量试验效果好坏的特性值,试验因子是可能影响试验指标的因子,试验水平是试验因子所处的某一数量等级,一般由具有代表性的数值组成[7-8]。本次试验的试验目的是得到各因子对PCB集成化RFID电子标签读取率的影响,找到影响最大的因子,结合不同组合的测量结果,来确定实际应用中的最佳因子组合,从而获得最优的读取参数,达到最佳读取效果。基本流程如图1所示。
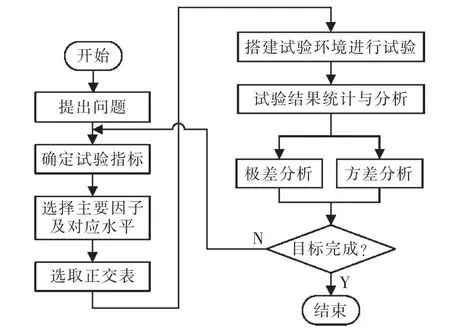
图1 正交试验设计流程Fig.1 Orthogonal experiment design flow chart
2.2.1 试验指标及因子
试验前考虑到读取效果为定性指标不利于衡量,因此将其转化为同类的定量指标,即接收信号强度RSSI值,来衡量标签的读取效果。该指标为望大特性,由公式转换后呈现负数形式,数值越大表明接收到的信号强度越大,读取效果越好。
PCB集成化RFID电子标签在生产加工的过程中,是随着流水线搭载信息流转的。由于各工序安装的天线位置不同,标签流转时距离天线的高度也会不同,对读取效果有一定的影响。阅读器发射的功率大小也会对信号的读取有一定的影响。此外,标签流转的过程造成了标签在天线辐射范围内的偏移,当标签位于特定角度时读取效果较好,离开信号区时通信结束。因此,结合前期的企业应用试点情况,确立了3个相关因子进行试验,分别是标签距离天线的垂直高度A、阅读器发射功率B以及标签偏移中心的水平角度C。确定试验范围后,等间距的在范围内分别对这3个定量因子选取3个不同水平进行试验,拟定因子水平如表1所示。

表1 因子水平Tab.1 Factor level
2.2.2 正交表的选取及试验搭建
确立了指标和因子后,若不采用正交设计方法,三因子三水平将进行27次全面试验。为了能够安排全部试验因子,以最少的试验次数和水平组合数获得最佳的试验结果,选定了L9(34)作为正交试验表,来安排本次试验,如表2所示。由于3个因子来自不同的技术领域,本次试验不考虑因子间的交互作用,把各因子分别排入正交表表头的第一、二、三列上,完成表头设计并进行试验环境的搭建。
选定了试验表之后,搭建由阅读器、天线、电子标签组成的RFID试验系统来进行正交试验。读写器的型号为Impinj Speedway R420,配合aird Technologies S9028PCR,9dBic圆极化天线,采用Monza4E单极子弯折UHF电子标签。试验开始前,在阅读器内部设置天线属性为最大接收模式。
由于试验选用的是单极子RFID标签进行测量,标签在实际测量中存在左右信号强度不均的现象,且标签天线距离阅读器天线距离小时读取信号更好。为保证试验结果更具说服力,特采用标签天线距离读写器天线的远端和标签左侧信号强度更弱处对标签进行测试,对照L9(34)正交试验表格,选取10块相同型号的RFID电子标签,将得到的测量数据平均值记录在正交表最后一列中,结果如表2所示。其中,试验指标RSSI值由应用软件直接输出显示在页面中,因子垂直高度A和因子水平角度C由操作人员进行更改,因子发射功率B由操作人员通过底层编译代码在阅读器内部进行配置。试验现场如图2所示。

图2 试验现场实物Fig.2 Experiment site map
3 试验结果与分析
L9(34)正交试验设计方案及其结果如表2所示。
对比9组正交试验结果,可以初步看出,3号试验即因子组合为垂直高度10 cm、发射功率30 dBm、水平角度20°时试验指标有最大值。采用极差分析法分析3种试验因子对RFID电子标签读取率的影响。表2中,K1这一行对应的3个数值,分别是因子A、B、C的第1水平所在试验中对应的指标RSSI值之和。R为平均值极差,即各因子水平均值k1、k2、k3中最大、最小值之差。一般来说,各列的极差是不同的,这说明各因子的水平改变时对试验指标的影响是不同的,极差越大,说明该因子的水平改变时对试验指标的影响越大[9]。具体计算过程列举如下:


表2 L9(34)正交试验设计方案及其结果Tab.2 Orthogonal experiment design scheme and results of L9(34)
不难看出,因子A极差为最大,因此因子A是首要考虑的因素,因子B的极差为6.9,仅次于因子A,因子C的极差最小,说明它的水平改变时对试验指标的影响最小。可以得出3个因子对试验指标的影响大小为A>B>C。分析各因子对指标的影响趋势,汇总成图3。

图3 各试验因子对DOE试验指标的影响趋势Fig.3 Impact of each experiment factor on DOE indicators trends
由图3可知,因子A垂直高度在第一水平的时候指标RSSI有最大值,因此因子A的第一水平影响力最大,同理,因子B发射功率在第三水平时和因子C水平角度在第二水平时水平的影响力最大,RSSI有最大值。各水平得到的最优组合为垂直高度10 cm、发射功率30dBm、水平角度20°,与3号试验结果相同。
综合上述分析可知,各因子对试验指标(接收信号强度)的影响按大小排序为A>B>C,优化后的最佳读取参数应当是A1B3C3,即垂直高度10 cm、发射功率30 dBm、水平角度20°。
考察了单个因子的作用后,利用Minitab软件进行正交试验的方差分析,结果如图4所示。方差分析法较极差法更为精细和准确,可以体现因子影响的显著性水平[10]。设置置信区间及置信水平后,当P>0.05时因子不显著,P<0.05时因子显著。由图4可知,因子A十分显著,因子B和因子C不显著。后期可以将垂直高度作为主要因子进行调整,以获取最佳读取率。

图4 方差分析结果Fig.4 Analysis of variance results
4 试验验证
根据DOE正交试验分析得到的结果,采用优化后的参数对电子标签读取率进行了生产试验。选取企业制造加工时的贴片机贴片和回流炉回流焊的过程,将标签放置在设备间的传送装置上,配置试验参数,搭建试验环境,再次对标签进行读取测试。具体步骤如下:
配置温湿度阅读器内部对温度、湿度的要求分别为运行温度:-20℃~+50℃;湿度:5%~95%,非凝结。经测定,试验环境位于在该参数范围内,且基本稳定,符合测试标准。
减少吸波介质由于阅读器是金属材料对标签读取效果有一定的影响,因此将阅读器固定在传送装置远端。在阅读器的信号辐射范围内,除加工仪器本身对标签的影响外,减少其余吸波介质的存在对试验的干扰,例如驱散无关逗留人员、避免成品集中堆放等。
天线摆放在天线距离操作台垂直高度为10 cm处,将天线固定在传送轨道中心位置,根据所选天线的参数模型,尽量让标签在读取过程中位于天线的主波瓣范围内,减少误差的产生。
标签测试将标签固定在操作台上,在软件内部设置发射功率为30 dBm,操作人员利用仪器调整并设置水平角度偏移为20°。选取10块相同的标签依次进行测试,记录其读取过程的RSSI值,每块标签进行10组以上试验,获取试验结果平均值,基本稳定在-26.4~-27.6区间内,满足企业要求,优化了读取参数,试验获得的最优水平组合可以作为参考。测试软件界面如图5所示,将试验结果转化为曲线如图6所示。

图5 测试软件界面示意Fig.5 Experiment software interface diagram

图6 读取结果平均值曲线Fig.6 Average curve diagram of the reading results
5 结语
本文提出了基于DOE试验设计对PCB集成化RFID电子标签读取参数进行优化的一种方法。重点介绍了正交试验过程,通过极差分析法和方差分析法对试验结果进行了分析,采用最优参数组合对标签进行了生产验证。得出以下几点结论:①因子改变时对指标影响的显著性顺序为因子A(垂直高度)>因子B(发射功率)>因子C(水平角度),因子A十分显著;②基于DOE正交试验,对PCB集成化RFID电子标签的读取参数进行了优化,最优读取参数组合为标签距离天线的垂直高度10 cm、阅读器发射功率30 dBm、标签偏移中心水平角度20°;③试验指标RSSI值相比较原生产过程提高了13%左右,平均RSSI值的区间基本稳定在-26.4~-27.6,能够满足企业要求即RSSI值位于-27±1范围内,试验结果具有一定的可信性,能够为企业后期生产加工过程提供参考,为后期PCB集成化RFID电子标签大量投入使用提供了依据。
实际应用中,还需参考具体的加工环境,考虑人员、设备、加工时间等因素对标签读取造成的影响,以及多标签可能产生的碰撞和损耗等问题,再对读取现场进行布置,以达到标签识读率的最大化,避免不必要的碰撞,降低产品损耗,增加生产效率、提高经济效益。
[1]高洪林.UHF频段无源RFID标签性能研究与测试分析[D].长春:长春理工大学,2011.
[2]马广.基于自主标准的RFID标签性能测试方法研究与实现[D].长沙:国防科技大学,2014.
[3]刘禹,朱智源,关强,等.基于试验设计的RFID应用组合测试优化研究[J].自动化学报,2010,36(12):1674-1680.
[4]李超杰,袁绍国.DOE试验设计在选矿工艺参数优化中的应用[J].矿业工程,2017,15(2):25-28.
[5]王赢,武敬伟,李书阳.基于DOE试验设计的某车型顶盖造型设计[J].企业科技与发展,2015(10):48-49.
[6]Lidong Wang.Testing of Radio Frequency Identification and Parameter Analysis based on DOE[J].International Journal of Electrical and computer Engineering(IJECE),2014(2):145-150.
[7]马晓丽,曹力军,陈秋龙,等.基于DOE方法的机器人焊接试验设计[J].实验室研究与探索,2016,35(1):54-57.
[8]胡庆军,王炯琪.导弹武器射程评估的多因素正交试验设计方法[J].大学数学,2015,31(2):66-71.
[9]向青春,张伟,邱克强,等.基于DOE的大型下架体铸钢件铸造工艺优化研究[J].机械工程学报,2017,53(6):88-93
[10]Xing Wang,Dong Wang.Experimental study on RFID performance factors of conveyor belt system using DOE methodology[J].Future Networks,2010(1):22-24.
