川西民俗竹家具结构及制作工艺研究
2018-03-30逯新辉
逯新辉,何 莉
(四川农业大学林学院,四川 成都 611130)
1 川西民俗竹家具概述
川西是一个地域概念,历史上的川西指的是四川盆地西部边缘地带。川西地区竹资源丰富,竹家具与民众生活有着紧密的联系。民俗,又称民间文化,可以简单概括为民间流行的风尚、习俗。川西民俗竹家具指川西地区民众在长期的生产生活中,以竹为主要材料,手工制作的带有明显地域特征的竹家具。
日本设计大师喜多俊之认为,造物的“灵魂”是工匠凭借身体技艺而学的技术,巧妙的让触感、观感、质感等无法言传的感觉灵活展现[1],在川西地区的民俗竹家具之中,工匠赋予平淡的竹材变化与趣味,用竹材呈现生活,也是器竹器“灵魂”的体现。所谓“工匠精神”,是一种一丝不苟的工作态度和追求精工精致的精神[2],工匠对于这种精神的坚守才造就了传统手工产品的独特魅力,构成了传统手工业中以工匠为核心的“人——机——环境”的生产系统,但随着社会的发展,民众生活方式和家具行业的发展模式都发生了根本性的改变,传统的生产系统被工业化所取代,但严重同质化的工业产品始终缺乏手工艺的温度感,作为产生多种非物质文化遗产的川西竹器,如何对其进行保护发展,则必须确定产业发展的主体[3]。发展的主体是川西竹家具本身,还是包括传承人、传承方法、工艺流程、表现艺术等人、物与社会环境的整体性系统发展,需要以传统川西民俗竹家具的选材与工艺为基础,从传承的角度分析“人——机——环境”系统中各要素的相互关系。
2 川西民俗竹家具选材与结构特征
风格的定型和演变主要是由材料和工具等因素所决定[4],川西地区盛产慈竹、水竹、白竹等竹材,其中,慈竹直径4~8 cm、节间距15~30 cm,材质柔韧,对加工设备要求简单,适合传统手工作坊的生产形式,是竹家具制作的优质原料。竹材质量的好坏与竹种、年龄、生长地和采伐时间等有密切的关系,家具用竹材应该选取材质较硬、干缩率较小的竹株,采伐时期以竹株中含糖、蛋白质较少的秋冬时期为宜。

图1 采用多根竹加强结构的竹桌椅Fig.1 Bamboo Table and chair with multi-root bamboo structure
实用性是产品区别于艺术品的最主要体现,家具除了满足日常生活的需求以外,结构是否稳定是判断家具优劣的重要标。好的竹家具可以使用30 a以上,除了竹材优异的物理性能之外,主要得益于巧妙的结构和精良的做工。
为了保证竹家具结构牢固,在设计时零部件常采用双竹或多根竹叠加使用的方式(图1),当竹材随外界环境变化而产生干缩湿胀或弯曲变化时,不同竹条之间可以相互抵消从而获得平衡,同时,也增加了竹家具设计中的变化感。川西竹家具在设计中多采用圆径材、片材的搭配、多根竹合并使用,座面等采用编制工艺,将圆竹分解后重组,形成了新的结构形式,从美的角度竹家具以“线”“面”结合,从而达到稳定性和美学的统一。在结构受力分析上,椅腿等受力较大的部位,通常以等长的拱形部件连接相邻的椅腿,再配合竹钉、藤皮缠绕等加固。
3 川西民俗竹家具制作工艺
川西民俗竹家具种类繁多,造型各异,但究其制作工艺,大致可以分为竹材的前期加工与处理、竹家具骨架制作以及装配3个步骤。
3.1 竹材的前期加工与处理
(1)竹材的断截。竹材的断截决定家具零部件的最终尺寸,是将选好的竹材横向截为适当的长度,要根据不同的结构部位来截取竹材的长度和节数。具体可分为骨架截取、面层框架截取和面层竹排截取3类。
骨架截取。竹家具的骨架包含腿部、拱形骨架等部分,是决定竹家具力学性能的核心构建。该部分应优先选取竹秆壁厚节多的下部,不但力学性能优异,更能突出竹节的美学特征。
面层框架截取。面层框架主要指桌面、椅面、柜架、隔板边缘等部位,多为正方形或长方形,该部分弯折较多,且弯曲后两头必须相连,所以应该选择竹节较少、竹段节间距长且富有韧性的竹秆中上部。
面层竹排截取。面层竹排包含桌面、座面中心等部位,该部位应选取平整光滑、不带或少节的竹段,故适合选取整个竹秆的中上部。
(2)竹材脱脂脱糖。竹材脱脂脱糖是除去竹材中糖、蛋白质、淀粉等容易引起竹材发霉、虫蛀的工艺,俗称“脱油”。川西竹家具一般采用火烤法来脱脂脱糖。将竹段置于120~130℃的炭火之上加热10 min左右,“竹油”即从竹材表皮渗出,随后用毛巾迅速擦干。如遇到竹竿弯曲部位影响后续制作,该环节也可以对弯曲的竹秆进行直。
3.2 竹家具骨架制作
骨架制作是竹家具基本成型的关键步骤,既是竹家具最终造型的基础,也直接决定竹家具的结构稳定性。
3.2.1骨架弯曲
(1)火烤弯曲法。火烤弯曲法适合较细且弧度大的零部件制作,将竹段一端插入调曲棒,火烤需要弯曲的位置,待竹材变软时顺势将竹段弯曲成需要的弧度,随即用毛巾蘸冷水擦弯曲部位,使之定性(图2)。火烤弯曲法是小径竹材弯曲成型的主要方法。
(2)开凹槽弯曲法。开凹槽弯曲法适用于家具腿脚的骨架和水平框架的弯曲,弯曲后角度为90°或稍大于90°。在竹段待弯曲部位锯出两头为半圆形的凹槽,凹槽深度为竹段直径的3/4,凹槽长度为原木芯直径的1.5倍。用挖铲铲除凹槽内部竹黄,随后将凹槽部位加热弯曲,将准备好的竹段或原木芯放在凹槽内加紧,冷却后定型(图3)。开槽弯曲法中,开槽应在无竹节的部位,使同一竹段上的槽保持在1条纵线上来保证家具部件的平直。
(3)锯三角槽弯曲法。锯三角形弯曲法适合制作较粗且角度小于或等于90°的竹段弯曲,在竹段需弯曲方向的内部,均匀锯出三角形槽口,再用火烤弯曲部位,待弯曲后定型(图4)。锯槽深度一般为竹段直径的2/3左右,锯口大小一致,距离均匀,该方法对结构损伤较大。

图2 火烤弯曲法Fig.2 Bending by fire

图3 开凹槽弯曲法Fig.3 Bending by groove

图4 锯三角槽弯曲法Fig.4 Bending by triangular groove
3.2.2骨架结合 竹段弯曲后需要将其和其他零部件结合来组成骨架。根据结合位置的不同,常见的骨架组合方法有:棒榫接、十字接、丁字接、并接、嵌接等(图5~8)。
3.3 装配
图9所示竹椅是川西地区最为常见的民俗竹椅,其装配可分为骨架装配、总体组装2部分。
3.3.1骨架装配 该竹椅骨架分为腿部和靠背2部分(图10)。腿部骨架装配过程,取采用开凹槽弯曲法加工好的骨架A(腿)1副,先用开槽弯曲法将两根A与B结合,取细圆竹a,以丁字连接法组合腿部骨架,用竹钉固定,完成腿部框架制作。然后进行座面制作,先在前后两根骨架B内部左右两侧开长形孔b,中间开孔c插入较宽的竹片d作为支撑,将e插入b孔内,最后将制作好的细竹条f沿左右方向排列即完成座面制作。
竹椅靠背组装方式为由内到外,先组装靠背内部立柱与横梁,再取预备好的靠背竹段C 2根,按所需距离在两边相对位置打圆孔与长孔,以丁字接法完成靠背部分制作。取经开凹槽弯曲法加工好的扶手骨架一副,以丁字接法与靠背部分结合成为靠背骨架。

图5 棒榫十字接Fig.5 Bar-tenon cross joint

图6 并接Fig.6 Butt joint

图7 嵌接Fig.7 Scarf joint
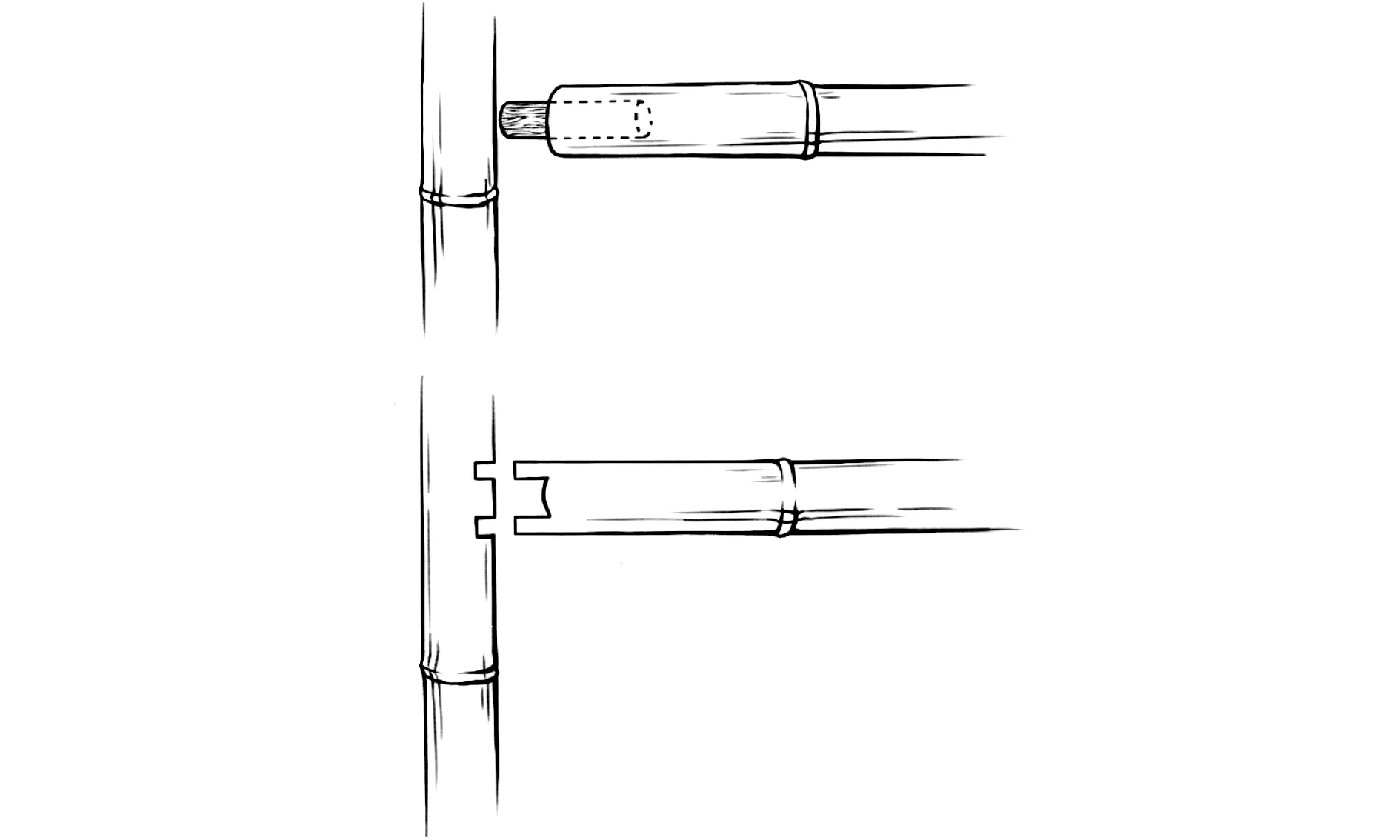
图8 棒榫丁字接(上)丁字接(下)Fig.8 Bar-tenon T joints

图9 川西民俗竹椅Fig.9 Bamboo chairs in Western Sichuan

图10 装配结构图Fig.10 Assembly structure
3.3.2总体组装 按预先设计分别在骨架A相应的位置开孔g、h,并保证孔的斜度准确。将骨架B插入骨架A中的斜孔中。再进行打孔、销钉作业,竹钉打入内部的深度为竹壁厚度的3~5倍,修整后完成制作。
以上仅是川西地区传统圆竹家具的一种类型,但其工艺基本遵循同样的原则,竹家具的制作工艺是可以灵活变化的系统,工匠在制作过程中会根据自身的审美、喜好以及材料等赋予竹家具不同的造型和结构特征。从川西竹家具自身选材、结构特征、制作工艺和所面临的困境来看,圆竹作为一种特殊的材料,由于生长环境不同其形态千差万别,机器无法代替手工,只有凭借工匠在长期生产和创造中形成的对竹材独特的触感、观感、质感等经验性所得,才能将一根根变化复杂的竹竿转化为统一协调的竹制家具。可以认为,在川西民俗竹家具这个系统中,产品必须要与工匠手做、结构、工艺等内部因素相适应,这也促生了川西民俗竹家具独特的地域性。
4 总结
结构与制作工艺只是川西民俗竹家具发展与传承中的外在物质体现,民俗性与传统手工制作方式的形成与演变,要从社会学、材料学等跨学科的角度做综合性分析。从设计学的角度来看,川西地区民俗竹家具的制作工艺因地域性、时代性、经济性、社会性等因素而产生众多细微差异,这是工匠在不断认识和实践过程中形成的经验性所得,就其发展传承而言,更要对竹文化有深厚的积累与体悟,需要不断地探索与尝试。