氯碱化工污水处理方案探究
2018-03-29崔红军
崔红军
近年来,我国工业发展迅速,氯碱化工取得卓越成绩,但也面临着污水处理问题,要求氯碱化工企业提高认识,建立污水处理长效机制,做好污水处理工作,避免污水污染,为我国化工工业的健康、可持续发展做好铺垫。
1 氯碱化工企业概况
某烧碱生产企业每年生产烧碱18万吨,附带盐酸、高级盐酸、聚丙烯、双氧水等其他产品。面对政府整顿污染力度的不断加强,企业在污水处理上投入大量资金,经过专家的充分论证,确定合理的污水处理方案,部分污水进行处理后回收利用,有效降低了生产成本。
该企业根据污水生产情况,设计污水处理量为500 m3/d,污水来源:日常污水、生产聚丙烯、双氧水、烧碱等污水等(如表1所示,污水来源及水量情况)。污水处理后应满足当期政府规定的污水排放标准要求。

表1 该企业污水来源及水量表(密度:mg/L)
2 污水处理方案确定
2.1 污水处理总体原则
企业对污水产生及排放标准进行充分研究,确定污水处理总体原则:首先,积极响应国家环保号召,严格遵守相关法律法规,从事生产工作。其次,对纯碱污水处理时,要求选用成熟、合理的技术,保证出水具有较好的稳定性,方便污泥的处理。再次,采取的污水处理方案应经济,耗能少,污水处理管理方便,设备运行可靠。最后,做好污水设备平面布置,既要与周围环境相适应,又要做好噪声控制。
2.2 污水处理工艺要求
为满足纯碱及其他产品生产中污水处理要求,采用的污水处理方案应注意考虑以下问题:首先,经处理后能大大降低污水中盐含量,并将悬浮物、有机污染物去除。其次,降低水碱度,满足当地政府部门颁布的排放标准要求。同时,污水的浊度、悬浮物浓度达标。最后,该污水处理系统中,生化反应以及添加的处理试剂,导致大量化学污泥的产生,为避免污泥发生二次污染,应用浓缩脱水工艺对污泥进行处理,而后外运。
2.3 处理工艺的确定
该企业结合污水处理要求,参考国内同类企业的污水处理工艺路线,确定了污水处理方案,即,使用气浮脱油、脱盐,生物处理,污泥浓缩相结合的处理工艺,具体工艺流程如图1所示。
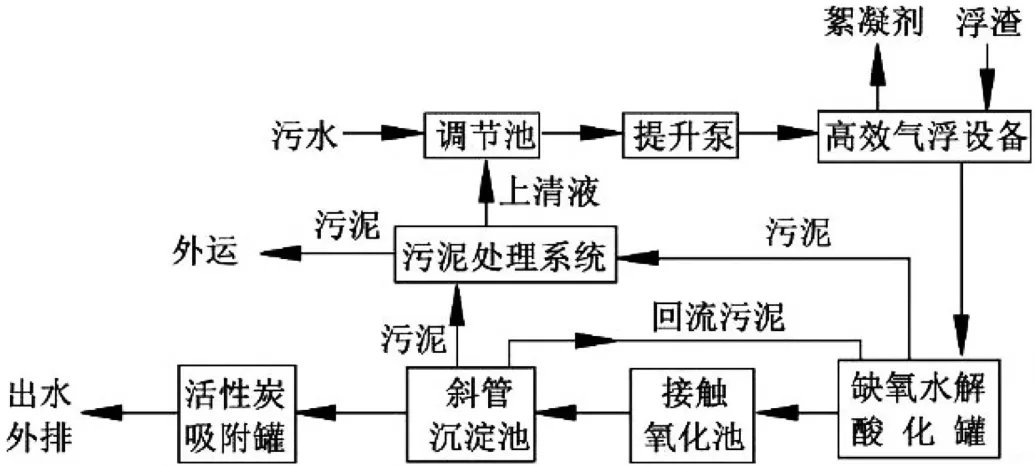
图1 该企业氯碱污水处理流程
现对上述纯碱生产中污水处理工艺进行分析:污水先进入内部设有小型隔油池的调节池中处理,收集污水中油污后统一抽出运走。同时,对污水的水质、水量进行调节。该环节处理非常重要,通过该环节的处理,将有效降低污水中的油污含量,避免给以后工序中其他设备造成腐蚀与污染。
在泵的作用下,将污水提升至气浮设备,将适量的絮凝剂PAC添加其中,以达到去除剩余油脂、有机物的目的,同时降低SS浓度。处理完成后,对污水进行缺氧水解酸化处理,即,将污水导入到缺氧池后,借助产酸菌的分解作用,将部分有机物降解。同时,为提升废水的可生化性,为后续处理提供方便,该过程将降解难度较大的高分子有机物分解为小分子有机物。
污水经厌氧处理后,导入到接触氧化池进行氧化处理。工艺采用生物氧化法进行处理,它是一种处于生物膜法和活性污泥法之间的处理工艺。处理过程中将填料设置在接触氧化池内部,使得部分微生物悬浮生长在水中,部分微生物固定在填料表面。另外,为实现泥水的分离,借助斜管沉淀池进行处理,最终经活性炭的吸附,满足污水排放标准。
2.4 污水处理结果
对该工艺的污水处理效果进行分析,利用曝气生物滤池中生物膜降解,配合加药澄清系统去除CODCr,结果经测定CODCr的去除率超过80%。与此同时,BOD5也得以有效去除,去除率超过90%。同时,在曝气生物滤池中在反硝化、生物硝化作用下,配合二氧化氯消毒系统、微动力滤池等,去除污水中的氨氮,经测定去除率超过95%。悬浮物SS经过加药澄清系统及曝气生物滤池的吸附、过滤作用,浊度值降低明显,不足5.0NTU。另外,在加药澄清系统中降低污水中的碱度,即,利用NaOH或Ca(OH)2和HCO3-发生反应,转化为CO3
2-,形成沉淀除去,最终碱的去除率达到50%;在微动力池以及曝气生物滤池系统中去除磷元素,即,利用生物膜中的聚磷菌,吸收污水中的无机磷、有机磷,以聚合状态藏在体中,形成含磷量较高的污泥,在污泥浓缩脱水系统排出,实现去除磷元素效果。经测定系统总磷的去除率超过70%。污水处理过程中需要调节pH,这一功能的实现主要借助加药澄清系统,最终污水的pH符合标准要求,即,pH为6~9。考虑到污水中含有有害微生物及致病菌,利用过滤消毒系统实现消毒,即,以二氧化氯为消毒剂,不仅能起到消毒作用,而且能够去除部分有机污染物。
3 污水处理方案效益分析
从环境效益与经济效益两方面对该工艺效益进行分析,以掌握该污水处理工艺的综合效果。
3.1 环境效益
使用该工艺对废水处理中,难免出现一些对环境不友好的因素,企业及时进行了处理,保证了污水处理工艺的正常运行。一方面,污水处理过程中有轻微气味,企业借助自然风处理,有效降低了其给环境造成的影响。同时,为防止二次污染,污水经脱水处理后,及时外运形成的泥饼。另一方面,污水处理过程中鼓风机、水泵会产生一些噪声,企业及时对其进行隔离处理,降低噪声污染。另外,污水处理后,满足当地政府制定的排放标准要求,但大部分水可回收利用。
3.2 经济效益
污水处理系统按照一年360 d运行计算,每年COD的量减少600多t,1 tCOD处理成本仅为1 200元左右,减少运行费用高达72万元。另外,污水处理系统每年处理90万m3污水,其中90%污水处理后得以回收再用,每年节约用水量87.3万m3,节约资金将近140万元左右。
4 结语
氯碱化工污水处理是企业生产工作的重点,要求生产企业以良好的责任心、强烈的社会责任感,做好氯碱化工污水排放处理工作,追求经济效益的同时,更要注重环境效益。本文通过研究得出以下结论。
(1)本文氯碱生产企业积极响应当地政府环保号召,做好生产各个环节的研究与分析,确定污水来源以及水量,明确污水总体处理原则及污水处理要求,提出科学的污水处理方案。
(2)将污水处理方案应用到实际生产中,结果发现污水中的有害物得以有效去除,满足当地政府颁布的污水排放标准。同时,污水处理系统运行中,企业对相关细节进行优化,降低了给周围环境造成的污染,而且每年节约生产成本达到140万元左右,获得良好的经济效益。
[参考文献]
[1] 吴 超.氯碱化工综合废水处理及回用的研究[J].化工管理,2015(24):217.
[2] 和世超.氯碱化工废水处理技术应用研究[J].广东化工,2015,42(17):143,154.
[3] 赵国壁.氯碱污水处理系统运行总结[J].聚氯乙烯,2012,40(3):41-44.
[4] 闫小武.反渗透技术在金泰氯碱化工废水处理中的应用[J].化学工程与装备,2012(6):177-180.
