基于红外测温装置及触摸屏对温锻冲压的控制
2018-03-28周锋,陈晖,徐丽
周 锋,陈 晖,徐 丽
(扬力集团股份有限公司 压力机研究所,江苏 扬州 225000)
在锻造过程中,锻件温度过高会对产品成型精度有较大的影响,锻件的温度过低直接影响到压力机及模具的安全,会造成模具破碎,甚至模锻压力机过载,直接导致设备损坏。所以在锻造作业时,温度的把控非常重要。
以往常常通过有一定经验的老锻工师傅观察锻件颜色来预判工件温度。目前用手持式测温仪进行测温,但这种工作模式直接影响工作效率,及对温度控制仍然为人工操作。
本设计通过引进远红外测温仪,对温度进行测量,经过PLC与数字显示模块处理相关数据,将不符合触摸屏中的所要求温度的工件剔除,压力机不予自动冲压。符合温度要求的工件,压力机自动冲压,完成工件成形。
1 设计方案
1.1 数据接收与处理流程

图1 框架图
如图1所示,在触摸屏上给出所需温度的输入窗口,通过触摸屏与PLC通讯,将相关数据写进PLC,将PLC作为上位机,数字仪表下位机,将通过远红外测温仪得到的相关温度模拟量通过模数转换模块,存入到PLC中进行处理,得出该次测量的相关数据是否符合设置要求,并控制压力的进行冲压或停止冲压并报错。
1.2 配置表
以IMPAC测温仪、三菱PLC、三菱触摸屏、SWP数字仪表为例,配置如表1所示。

表1 配置表
1.3 通讯协议
触摸屏与PLC通讯如图2所示。

图2 通讯协议
1.4 模数转换模块接线示意图(图3)
1.5 IMPAC远红外测温仪
红外测温仪是用于测量金属,陶瓷或者石墨的数字化非接触式测温仪。被测物体测量点上红外线辐射会通过镜头在一个检波器上描述出来并转换成电子信号。这个信号会在测温仪中被数字线性化并转换成标准的模拟和数字输出信号。

图3 接线示意图
根据测温仪采集的数据对数据通过PLC处理,在模区对工件进行温度检测,对不符合要求的,进行进一步的甩料控制,并报警提示,对炉温进行排查。
1.6 测温仪与二次仪表的接口图(图4)
2 设计原理
2.1 工作流程
基本工作流程如图5所示。
2.2 工艺步骤

图5 系统基本的工作流程图
(1)若温控开关被关闭,则压力机动作不受温度影响。在试用模具,测试锻打工件温度时使用。
(2)对测温装置进行数据采集。
(3)对采集的数据转化处理后,进行相关动作。①将所需要的温度值输入至温度控制的目标温度对话框内。②温度控制开关如果激活,则对目标值与当前值进行比较。③当前出炉温度低于目标温度时,PLC输出信号,驱动甩料机构。当前温度高于目标温度时,PLC输出信号,驱动推料机构,料经滑道进入模具。④进入模具的工件,如果当前温度低于目标温度,PLC输出信号,顶出机构动作顶料,甩料机构将工件推入废料收集盒。⑤若温度达到要求,则机床显示温度绿灯亮起,可以冲压。冲压结束后,顶料机构动作,推料机构,将锻打好的工件推入料框内,一次工作流程完毕。
3 程序编写与画面设计
3.1 根据工艺流程定义地址表(表2)
3.2 程序编写
(1)对模数转换模块初始化:1通道、2通道模式为0电压输入;
(2)采集平均数为3次;
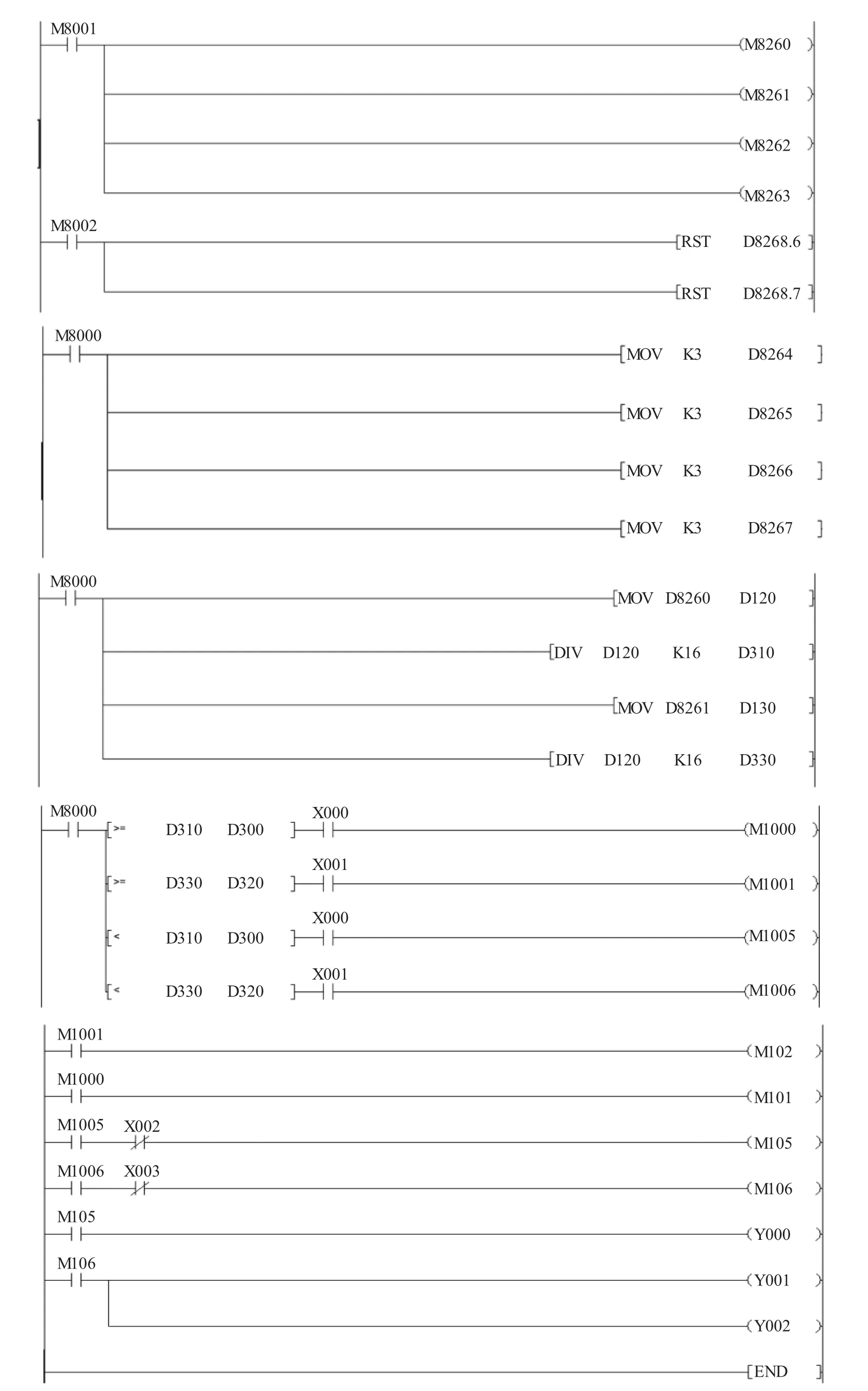
(3)将1通道数据寄存在D120中,处理后存入D310,将2通道数据寄存在D130中,处理后存入D330;
(4)将采集处理后的温度数值与规定值进行比较,得出结论;

表2 地址表
(5)将处理结果进行输出;
(6)触摸屏画面编写(图6)。
4 结束语
这种直观的简单的操作模式,无需考虑出炉温度及工件模具温度,经过温度控制设置,自动筛选工件,对产品的质量与模具的寿命及设备的寿命都有很大的帮助。
推料及甩料装置直接减轻了工人的工作强度,提高了生产效率。
[1] 三菱自动化.FX3S·FX3G·FX3GC·FX3U·FX3UC系列用户手册[模拟量控制篇][M].JY997D19601,2014.
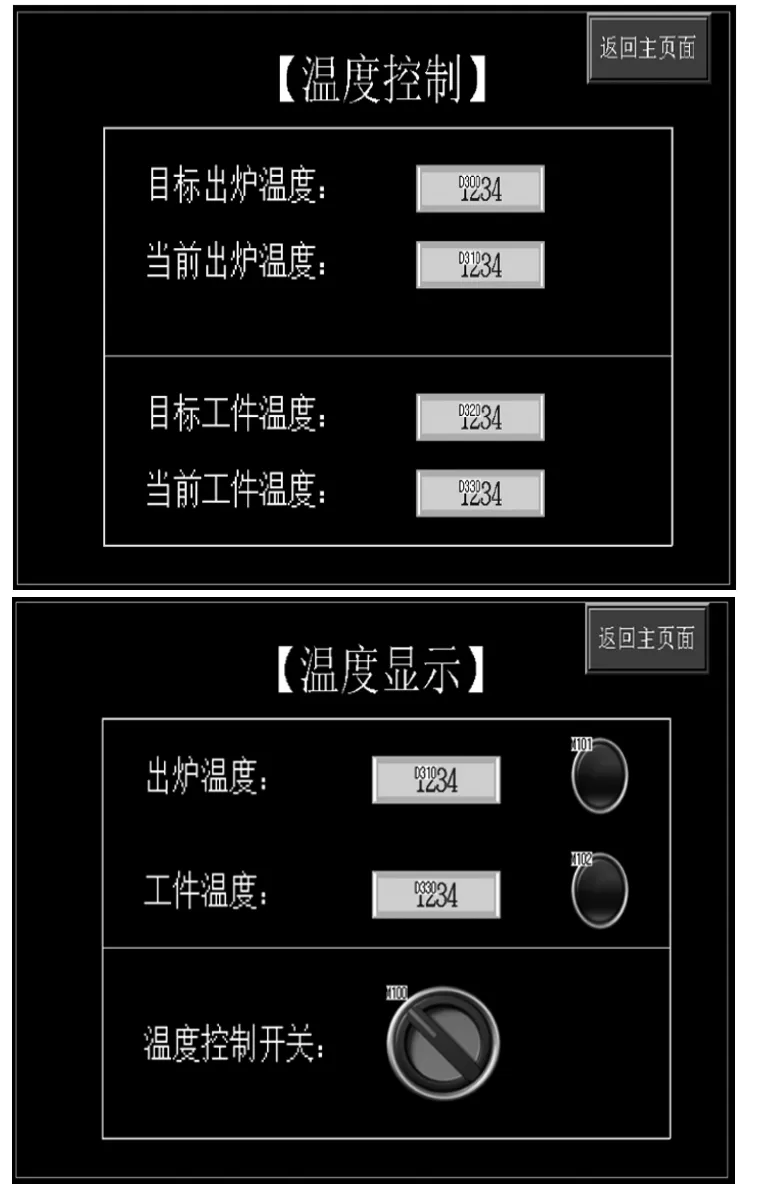
图6 触摸屏画面
[2]LumaSense Technologies.IMPAC IGA40使用手册[M].2010.
