陈化水稻生产燃料乙醇发展趋势和现状
2018-03-27许克家杜伟彦孙振江
于 斌,潘 忠,许克家,李 凡,杜伟彦,孙振江,佟 毅*
(1.中粮营养健康研究院,北京 102209;2.营养健康与食品安全北京市重点实验室,北京 102209;3.老年营养食品研究北京市工程实验室,北京 102209;4.广西中粮生物质能源有限公司,广西 北海 536100;5.吉林中粮生化有限公司 玉米深加工国家工程研究中心,吉林 长春 130033)
世界水稻的主产区集中在亚洲,亚洲水稻播种面积占世界的近90%[1]。2016年中国水稻种植面积3.03千万公顷,总产约2.07亿t,占全球水稻产量的1/3。根据有关部门预计,2016年末,我国水稻年库存在1.25亿t,实际库存可能更高,国内水稻市场供应远远大于需求。按照2015年约600万t的销售进度,现有库存需15年才能全部消化[2]。
水稻储量巨大,可是其特性之一却是不易保存,极易产生米质“陈化”和发霉变质[3]。通常在一般贮藏条件下储藏半年到一年、在高温条件下储藏1~3个月就会导致大米的陈化[3-4]。而陈化水稻长期(3年以上)储藏后,已不能直接作为口粮,亦不能直接用于畜牧养殖,必须经过特殊加工后方可进入动物食物链环节中[4]。水稻去库存问题目前十分严重,库存数量仍在以每年3 000万t左右的速度增加[5],大量陈化粮亟待处理,如果继续这种情况,将对我国粮食收储与安全带来重大的影响。
生产燃料乙醇是世界各国处理陈化粮的一个常用的途径,但水稻作为一种高成本农作物,除中国受收储政策外,其他各国均没有面临大量陈化水稻待处理的问题。用生产燃料乙醇的方式降低水稻储量是符合中国独特国情的合理途径。燃料乙醇对原料品质的要求没有食用酒精严格,所以利用陈化水稻生产燃料乙醇既可以有效控制不能食用的陈化粮流入粮食加工市场,也可进一步缓解燃料乙醇行业原料紧缺的情况,有效减少玉米等粮食的消耗量[6-7]。目前在我国燃料乙醇工厂已经开始尝试用陈化水稻生产燃料乙醇,并取得了一定进展,主要开发出了水稻脱壳粉碎后与玉米粉混合发酵和水稻全粉碎发酵两种工艺。另外,近年来也有一些其他水稻制备燃料乙醇工艺方法不断地被提出并进行基础实验与小试实验。
本文对我国陈化水稻燃料乙醇生产和研究进行归纳与综述,并对燃料乙醇现状进行总结和展望,以期为我国陈化水稻生产燃料乙醇工艺持续进步提供一定的参考。1燃料乙醇发展现状
乙醇可作为燃料使用早已公知,曾经的石油供应短缺和汽油添加乙醇可以使得汽车尾气大幅度减排成就了燃料乙醇在世界各国持续发展的绿色产业,目前燃料乙醇主要应用于普通汽油中调合而成的乙醇汽油(又称为环保汽油),燃料乙醇的加入量是根据汽车发动机对燃油指标的要求确定的。目前,全球有40个国家和地区推广使用燃料乙醇,燃料乙醇总量近8 000万t,2016年底,年消耗乙醇汽油6亿t,占世界汽油总消费的60%。巴西早在20世纪70年代就开始生产、推广燃料乙醇,是目前世界上唯一不供应纯汽油的国家,也是世界上最早推广使用燃料乙醇的国家,1977年巴西开始使用E20乙醇汽油,车用乙醇汽油中规定的乙醇体积含量最高可至E85乙醇汽油(即乙醇添加量为85%)。1979年美国开始推行E10乙醇汽油,1990年美国国会通过了《空气清净法》,法案从环境保护的角度出发,强制使用含氧汽油及新配方汽油,法案的实施对燃料乙醇的推广起到了非常重要的政策支持。2016年美国燃料乙醇产量为4 568万t,占世界总产量的58%,为世界最大生产国[8]。目前,美国90%以上的地区都使用E10乙醇汽油,并逐步开始使用E15乙醇汽油(乙醇添加量为15%),部分地区引进了灵活燃料汽车,甚至需使用E85乙醇汽油,E15~E85混配的乙醇汽油也在不断发展[9-16]。
我国生物燃料乙醇产业发展于“十五”初期,经历了初期试点、稳步发展和非粮乙醇发展阶段。主要政策为指定几个省封闭使用E10乙醇汽油(即乙醇添加量为10%的汽油)[17],截至目前,我国生物燃料乙醇年消费量近260万t。日前国家发展改革委、国家能源局、财政部等十五部门联合印发《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》。根据方案,到2020年,我国全国范围内将推广使用车用乙醇汽油,基本实现全覆盖,2025年纤维素乙醇实现规模化生产,先进生物液体燃料技术装备和产业整体达到国际先进水平。研究表明,乙醇汽油可以有效降低碳氢化合物(CH)、碳氧化合物(CO)、苯及颗粒物(particulate matter,PM)的环境污染,E10乙醇汽油可使CH减排9.7%,CO减排36%,苯系污染物减排39%,气溶胶排放减少。以北京市为例,PM2.5的来源中机动车排放贡献占31.1%[18],可以设想,在全国汽车拥堵严重的城市和地区使用乙醇汽油,将极大降低空气中的颗粒物(PM)含量,全国范围内普及推广使用燃料乙醇大势所趋。
2 我国陈化水稻原料生产燃料乙醇的主要工艺
水稻由外向内分别有稻壳(颖)、糠层(果皮、种皮、糊粉层的总称)、胚及胚乳等[18-19]部分。水稻生产乙醇的预处理分为脱壳粉碎与不脱壳粉碎两种方式,不脱壳即为全水稻粉碎后使用,脱壳即为使用去壳糙米单独粉碎后使用。图1为目前陈化水稻生产燃料乙醇的主要流程。目前陈化水稻生产乙醇的思路有两种:一种是水稻为单一原料;一种是用木薯或玉米等常用燃料乙醇原料与水稻混合。

图1 陈化水稻制备燃料乙醇综合示意图Fig.1 Diagrammatic drawing of fuel ethanol production with aged rice
经过工厂的摸索与实验,目前在我国有两种陈化水稻生产燃料乙醇的方式效果较好,一种是水稻脱壳后和玉米粉混合液化发酵生产燃料乙醇;另一种是水稻直接粉碎后发酵生产燃料乙醇。
2.1 水稻与玉米混合发酵
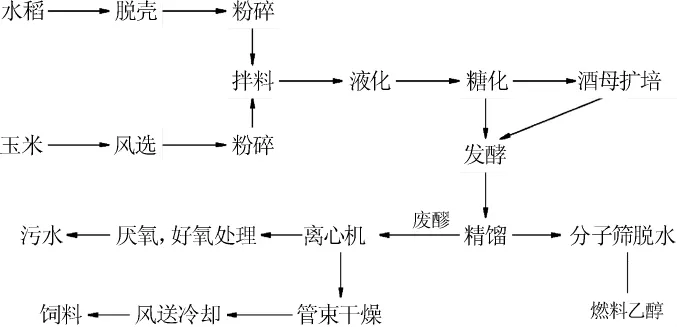
图2 水稻与玉米混合发酵制备燃料乙醇综合示意图Fig.2 Diagrammatic drawing of fuel ethanol production with rice and corn mixed fermentation
我国北方以中粮生化能源(肇东)有限公司为代表的燃料乙醇工厂通常采用水稻脱壳粉碎后与玉米粉混合发酵制燃料乙醇[20]。其主要以轧辊法为水稻去壳,得到糙米进行粉碎,过20目筛,通过率85%,与全粉碎玉米粉按一定的比例混合成粉浆,粉料与水的比例1∶2.3~2.5(g∶g),pH值为5.4~5.6,添加一定量耐温淀粉酶,液化温度90℃,液化时间3 h,碘试合格,出料。将液化醪迅速冷却,调节pH值为4.3,酵母添加量0.1%,糖化酶加量210 U/g,在35℃环境中发酵72 h制得成熟醪[20]。
刘劲松等[20]对玉米粉与脱壳水稻粉混合发酵成熟醪进行高效液相色谱法(high performance liquid chromatography,HPLC)分析,当陈化水稻添加比例为40%时,乙醇的含量最高,达到10.15 g/100 mL;当陈化水稻添加比例为60%以上时,乳酸含量>0.31 g/100 mL;当陈化水稻添加比例为80%以上时,乙酸含量>0.08 g/100 mL,酸度高的原因其判断为可能是陈化水稻储存时间较长,乳酸菌和乙酸菌等微生物大量积累所致。根据来源为NARENDRANATH NV等[21]研究表明,当乳酸和乙酸的含量分别>0.25g/100mL和0.06g/100mL时,对酵母发酵有明显的有抑制作用,不利于后续的生产。综合考虑陈化水稻添加比例为40%时较为合适,淀粉出酒率最高。
随着规范岗位大练兵工作的稳步推进,彻底消除训练中存在的安全隐患,有效规避队员的不安全行为,在无形中培养队员保护自身、规范作业的行为习惯,使得队员在训练中受伤的几率大大降低。
另外作为燃料乙醇工厂重要产品之一的玉米/水稻干酒糟高蛋白饲料(干酒糟高蛋白饲料主要指在现代化技术和设备的燃料乙醇工厂,原料与精选酵母混合发酵生产乙醇和二氧化碳后,剩余的发酵残留物通过低温干燥形成的共生产品其副产品,是燃料乙醇工厂收入的重要来源之一)得到了当地饲料客户的认可,可以达到燃料乙醇发酵副产物饲料的实际要求。
2.2 全水稻发酵

图3 全水稻发酵发酵制燃料乙醇综合示意图Fig.3 Diagrammatic drawing of fuel ethanol production with rice fermentation
我国南方以广西中粮生物质能源有限公司为代表的燃料乙醇工厂通常采用水稻直接带壳全粉碎发酵方式制备燃料乙醇[22]。水稻粉碎后在粉浆罐中配制成粉浆后,料水比1∶2.5~2.6(g∶g)加酸调节pH至5.6~5.8,添加耐温淀粉酶,在85~90℃条件下,液化时间2.5 h,碘试合格,出料。冷却后,加酸调节pH至4.3并按1.15 kg/t原料添加糖化酶,1.36 kg/t原料添加尿素,0.1%液化醪添加干酵母。在35℃左右发酵66h制得成熟醪。其副产品水稻干酒糟根据实际市场反馈调查,已得到了南方饲料客户的认可,在市场受到欢迎。
水稻全粉碎的主要技术难点是稻壳硬、耗电、粉碎难度大,且粉碎后粉料中含有大量稻壳成分对设备造成极大的磨损。另外,作为燃料乙醇的重要副产物水稻干酒糟饲料[23-25],在我国北方地区家畜喂养的实际使用反馈欠佳,水稻酒糟饲料由于含有大量稻壳物质,所以家畜类动物无法接受此类饲料,因此在我国北方地区不常使用全水稻粉碎发酵制乙醇这种工艺。但是在我国南方地区,主要以饲养家禽类动物为主,而其中数量占比很大的鸭子对于这种含有灰分、纤维、蛋白实际成本价很低的水稻酒糟饲料接受度极高。鉴于陈化水稻价格与玉米相比很低,且质量较差仅能作为燃料乙醇原料,所以,在南方工厂广泛使用全水稻粉碎发酵工艺生产燃料乙醇。玉米全粉碎与水稻脱壳处理后的糙米粉混合发酵生产燃料乙醇的工艺在我国北方较为常见。
3 我国陈化水稻原料燃料乙醇的其他工艺方案
酒精发酵目前主要使用谷物原料(如玉米、小麦等)、薯类原料(如木薯等)、糖质原料(如甘蔗、糖蜜等)以及纤维素原料,其中淀粉质原料主要为玉米、水稻和木薯等[26-32]。目前中国燃料乙醇工厂基本以玉米或者木薯作为原料进行生产,对于水稻燃料乙醇工艺的混配方案多是和玉米、木薯等混合。除上文提到的两种广泛应用的水稻燃料乙醇工艺之外,目前还有很多陈化水稻生产燃料乙醇的工艺方法正在各工厂实验与摸索。
3.1 水稻去壳后单独发酵
宋金凤等[33]曾在研究中采用水稻脱壳后,取糙米进行发酵试验研究。将大米粉碎后,开展全大米发酵工艺研究。将大米粉与水配制的粉浆,调节pH至5.6左右,添加淀粉酶,在85~90℃条件下液化,制得液化醪。冷却后,调节pH至4.5左右,添加糖化酶、尿素、干酵母、抗生素,发酵制得成熟醪。水稻去壳后单独发酵的优势是发酵效果好,缺点是预处理成本高,酒精废醪分离效果不好[34]。
3.2 水稻去壳后与木薯混合发酵
鲁佰成等[35]曾在研究中采用水稻脱壳后,取糙米与木薯粉按一定的比例混合配制成粉浆,调节pH至5.6,添加淀粉酶,制得液化醪。将液化醪迅速冷却,将pH值调至4.4,分别添加安菌泰、糖化酶、尿素、干酵母,发酵制得成熟醪,研究表明,大米与木薯混合发酵不影响发酵效果,添加比例越高,其发酵残总糖越低、发酵酒份越高,最合适的发酵添加比例为25%,但是大米添加量的增加可能会影响到过滤速度以及废水的处理。可以通过前处理工艺絮凝一部分的有机物,降低废水的总悬浮固体(total suspended solid,TSS)、总氮,缓解后续水处理环节的处理压力。木薯与大米混合发酵的优势,一是可以提高发酵的总糖,二是大米与木薯混合发酵后的酒糟副产物中蛋白质含量可达20%以上,将大大提高副产品的价值达到,降低生产成本,提高生产效益的目的[34]。
3.3 水稻全粉碎生料发酵
随着酶制剂工业的发展,生料发酵技术由于降低能耗而逐渐吸引人们的注意。汪江波等[36]曾采用直接利用水稻为原料,生料发酵制乙醇。生料发酵生产乙醇,水稻脱壳粉碎后不需要经过蒸煮直接加入糖化酶糖化为生淀粉,节省30%~40%的能耗,降低了乙醇生产中的蒸汽成本。将经粉碎通过1.5 mm筛孔的水稻粉按一定比例加水,同时加入干酵母及糖化酶,混合均匀,32℃进行发酵。稻壳经过长时间的微生物和酶的作用,纤维素部分的分解提高乙醇的产率,最后形成酒糟含有大量的蛋白质,可成为优质的饲料,实现水稻的综合利用[36-38]。
生料发酵的优势是不需要α-高温活化淀粉酶,节省大量能耗;但是其缺点在于发酵容易染菌,液化酶成本高,所以目前并没有广泛应用。
4 水稻生产燃料乙醇优化建议
目前我国水稻生产燃料乙醇已经初具规模,由于此前国外鲜有先例,我国工厂和科研工作者通过数年的摸索与实验,解决了一些实际问题,并提出了未来的一些优化发展方向。具体如下:
(1)水稻醪液固形物含量高,黏度小于玉米醪,沉降快,螺旋离心机出料若按传统玉米燃料乙醇工艺则会导致离心机堵料。应该逐步调整转速,以适应水稻生产工艺。
(2)水稻的酒糟饲料中粗纤维及灰分含量高,对管道及设备磨损大。应加强原料预处理工序去除杂质水平,对管道易磨损点补强或采用其它高强度材质管道。
(3)水稻稻壳富含纤维素、木质素、二氧化硅,其中脂肪、蛋白质的含量较低,如何利用水稻将成为未来陈化水稻生产燃料乙醇的一大突破点,目前已有用水稻粉水解发酵制备燃料乙醇的尝试[39]。
(4)当水稻脱壳后与玉米粉混合时,随着水稻混配比例提高,发酵酒份不断降低,如何驯化出使水稻发酵高酒分的酵母将是技术重点[40-42]。
5 结论
随着近年来我国对于陈化水稻燃料乙醇的应用,其工艺技术正趋于成熟化,其乙醇产品与其他原料燃料乙醇几无差异,但作为副产物的干酒糟饲料与传统玉米燃料乙醇干酒糟相比有较大差别。从功能角度上来说玉米干酒糟饲料重点应用于家畜类动物喂养;水稻干酒糟饲料重点应用于家禽类动物喂养。本文归纳总结了水稻脱壳后和玉米粉混合发酵与水稻直接粉碎后发酵这两种制备燃料乙醇的工艺,并列举了水稻脱壳后发酵、与木薯混合后发酵、生料发酵等目前处于研究阶段的新工艺。鉴于陈水稻燃料乙醇产品与其他原料燃料乙醇几无差异,故工厂在选用工艺时,当地饲料市场需求将作为一个极为重要的工艺选择因素。
近日,国家发展改革委、国家能源局等十五部门于2017年9月13日联合印发《关于扩大生物燃料乙醇生产和推广使用车用乙醇汽油的实施方案》,这意味着燃料乙醇将在未来将被国家重点全面推广。结合我国水稻储量巨大的独有国情,陈化水稻生产燃料乙醇将是去库存的重要手段,因此还需要相关产业不断的发现问题解决问题,提高技术水平。
[1]陈庆根.世界及主要国家稻米进出口贸易分析[J].世界农业,2003(1):28-30.
[2]王 帅.粳大米陈化过程中化学品质变化规律的研究[D].沈阳:沈阳农业大学,2007.
[3]佚 名.2016年稻米市场七大猜想[J].黑龙江粮食,2016(1):30-31.
[4]肖军霞,张 岩,黄国清,等.黄曲霉毒素脱除方法研究进展[J].食品安全质量检测学报,2012,3(5):395-399.
[5]刘笑然.稻谷去库存也要提上日程[J].农产品市场周刊,2017(10):44-45.
[6]罗秋水,周志娥,闵嗣番,等.用陈化粮发酵生产燃料酒精的工艺[J].湖北农业科学,2008,47(1):96-97.
[7]王年忠,赵二永,王 芳,等.陈化小麦生料酒精发酵的中试[J].食品与发酵工业,2013,39(4):81-85.
[8]郭孝孝,罗 虎,邓立康.全球燃料乙醇行业进展[J].当代化工,2016,45(9):2244-2248.
[9]王秀道,尹卓容.美国国内使用酒精汽油的情况(二)[J].酿酒科技,2001(5):101-102.
[10]郭孝孝,武国庆,等.玉米燃料乙醇技术进展[J].生物产业技术,2017(1):95-99.
[11]STOREY J M E,BARONE T L,NORMAN K M,et al.Ethanol blend effects on direct injection spark-ignition gasoline vehicle particulate matter emissions[J].SAE Int J Fuels Lubr,2010,3(2):650-659.
[12]MURAKAMI A,MEDRIAL ZAIN A,TAKEUCHI K,et al.Trends in urbanization and patterns of land use in the Asian mega cities Jakarta,Bangkok,and Metro Manila[J].Landscape Urban Plan,2005,70(3):251-259.
[13]陈伦刚,赵 聪,张 浅,等.国外生物液体燃料发展和示范工程综述及其启示[J].农业工程学报,2017,33(13):8-15.
[14]程 薇.美国生物燃料问题与趋势[J].石油炼制与化工,2013(2):46-46.
[15]佚 名.美国生物燃料生产与消费状况[J].世界农业,2015(3):204-205.
[16]孙元宝,邱贞慧,刘智恒.乙醇汽油的发展与应用研究[J].山东化工,2016,45(7):61-63.
[17]牟明仁,牟佳男,曲 圣,等.对现行车用乙醇汽油(E10)标准的分析[J].石油化工应用,2017,36(5):5-7.
[18]岳国君.纤维素乙醇工程概论[M].北京:化学工业出版社,2015:397-398.
[19]汪建国,汪陆翔.大米品种和品质与黄酒酿造关系的探讨[J].中国酿造,2006,25(9):60-63.
[20]刘劲松,宫殿良,董克芝,等.玉米与陈化水稻共发酵生产燃料乙醇的研究[J].酿酒,2014,41(5):86-89.
[21]NARENDRANATH N V,THOMAS K C,INGLEDEW W M.Effects of acetic acid and lactic acid on the growth ofSaccharomyces cerevisiae in a minimal medium[J].J Ind Microbiol Biotechnol,2001,26(3):171-177.
[22]刘 振,周兴国,曾爱武,等.稻谷生料发酵生产乙醇研究[J].化学工程,2006,34(3):49-52.
[23]RAGAEE S,ABDEL-AAL E S M.Pasting properties of starch and protein in selected cereals and quality of their food products[J].Food Chem,2006,95(1):9-18.
[24]LEI F U,TIAN J C,SUN C L,et al.RVA and farinograph properties study on blends of resistant starch and wheat flour[J].J Int Agr,2008,7(7):812-822.
[25]周晓兰,黄维锦,施巧琴,等.大米淀粉渣固态发酵生产饲料蛋白的研究[J].福建轻纺,2002(3):1-6.
[26]韩 伟,张 全,王晨瑜,等.非粮燃料乙醇研究进展[J].山西农业科学,2014,42(1):103-106.
[27]YE S,CHENG J.Hydrolysis of lignocellulosic materials for ethanol production:a review[J].Bioresource Technol,2002,83(1):1-11.
[28]LYND L R,ZYL W H V,MCBRIDE J E,et al.Consolidated bioprocessing of cellulosic biomass:an update[J].Curr Opinn Biotechnol,2005,16(5):577-583.
[29]裴永浩,于万舒,郭苗苗,等.世界生物燃料的普及现状[J].现代化工,2016(12):5-9.
[30]黄诗铿.我国粮食供求态势与燃料乙醇原料选择[J].中国食物与营养,2006(4):36-38.
[31]陈俊任,陈 清.中国燃料乙醇行业健康发展途径探析[J].国际石油经济,2017,25(4):50-52.
[32]曾 麟,王革华.世界主要发展生物质能国家的目的与举措[J].可再生能源,2005(2):53-55.
[33]宋金凤,柳树海,孙振江,等.大米酒精发酵工艺的研究[J].轻工科技,2016(8):1-3.
[34]王 磊,邵希豪,郑皆富.利用大米酒精废醪生产饲料的工艺研究[C].武汉:全国农副产品综合利用化学学术会,1989:32-34.
[35]鲁佰成,罗 虎,孙振江,等.大米-木薯混合发酵制备燃料乙醇的研究[J].轻工科技,2017(1):5-6.
[36]汪江波,薛海燕,邹玉玲,等.酶制剂的添加对早籼稻谷生料发酵生产酒精的影响[J].中国酿造,2005,24(4):15-17.
[37]刘 振.粮食原料生料发酵制乙醇的研究[D].天津:天津大学,2003.[38]汪江波,薛海燕,邹玉玲,等.早籼稻谷生料发酵生产酒精的工艺研究[J].酿酒科技,2005(4):58-60.
[39]刘天霞,刘雅琴.稻壳粉水解条件优化及燃料酒精发酵的研究[J].宁夏农林科技,2008(1):27-28.
[40]张 强,韩德明,李明堂.乙醇浓醪发酵技术研究进展[J].化工进展,2014,33(3):724-729.
[41]COSTA A C,ATALA D I P,MAUGERI F,et al.Factorial design and simulation for the optimization and determination of control structures for an extractive alcoholic fermentation[J].Process Biochem,2001,37(2):125-137.
[42]SRICHUWONG S,FUJIWARA M,WANG X H,et al.Simultaneous saccharification and fermentation(SSF)of very high gravity(VHG)potato mash for the production of ethanol[J].Biomass Bioenerg,2009,33(5):890-898.