法兰类零件的车削加工与夹具设计
2018-03-22陕西凌云电器集团有限公司宝鸡721006妙宏科唐胜勇
■ 陕西凌云电器集团有限公司 (宝鸡 721006) 妙宏科 唐胜勇
1. 提出问题
在电子通信领域,小尺寸法兰类零件的应用比较广泛。某法兰类零件结构如图1所示。
法兰类零件主要由方形底座和回转体的外圆、内孔及外螺纹构成。采用普通机床加工,常规的工艺方法是将毛坯料按方形底座尺寸及总高度尺寸铣削成长方体,再在长方体端面中心钻1个比零件最小内孔略小的孔(见图2)。以孔定位,顶尖顶持车削完成所有外圆及外螺纹,然后采用特殊结构的软爪夹持,车削不同尺寸的内孔。采用这种方法,不仅零件装夹次数多,而且当零件没有合适的夹持外圆时,就必须夹持外螺纹,容易造成外螺纹变形。
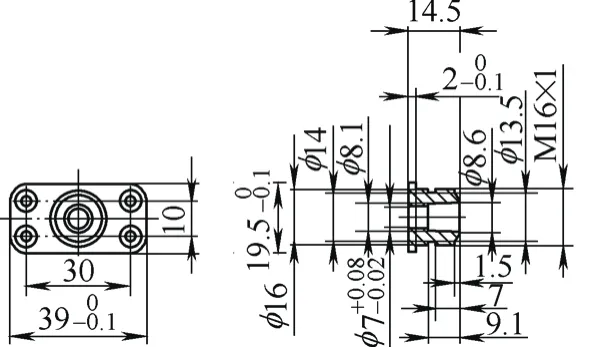
图1 法兰类零件
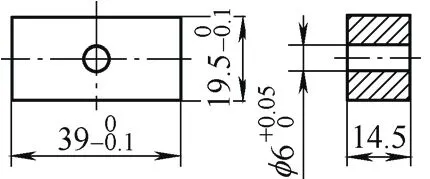
图2 零件车前毛坯
针对车削加工过程装夹次数多、易损坏外螺纹的问题。考虑优化车削工艺过程,设计制作车床夹具,1次装夹,通过切换夹紧方式,在保证被加工零件的装夹位置不变的情况下,分别完成所有外圆、外螺纹和内孔的加工。
2. 车床夹具的设计制作
根据确定的设计方案,设计制作出如图3所示的车床夹具。其中夹具体与心轴组合完成法兰零件的外圆、外螺纹加工,夹具体与压盖组合完成法兰零件的内孔加工。
3. 车床夹具的使用
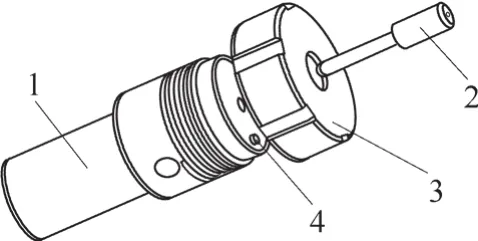
图3 车床夹具
在车削加工法兰零件时,先将夹具体装夹在三爪自定心卡盘上找正,法兰零件底面贴在夹具体端面、侧面紧贴防转销,然后,将心轴通过法兰零件毛坯中心的孔插入夹具体中心的孔内(注意:法兰零件毛坯中心的孔、夹具体中心的孔与心轴的配合间隙在0.03mm范围内,心轴插入夹具体中心孔内长度在20mm以上)。尾座顶尖顶持心轴端面顶尖孔,夹紧法兰零件毛坯,进行法兰零件的外圆、外螺纹车削加工。使用原理如图4所示。
完成法兰零件的外圆、外螺纹加工后,松持尾座顶尖,套上压盖,压盖在夹具体上旋合,直至压紧法兰零件的底座上平面,再拔出心轴,进行法兰零件的内孔加工。使用原理如图5所示。
4. 使用效果
通过生产使用证实,该夹具不仅使用方便,而且生产效率显著提高,操作者的劳动强度明显减轻。同时,也彻底解决了法兰类零件车削加工过程中损坏外螺纹的问题。

图4 车外圆使用状态
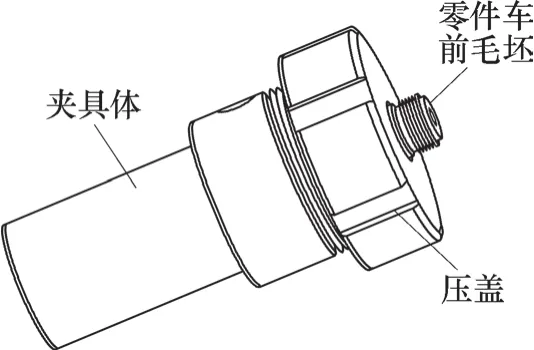
图5 车内孔使用状态
[1]王光斗,王春福.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
