硬质合金压力烧结炉H2脱蜡停电自动充气保护装置设计
2018-03-21范昆
范昆
(自贡硬质合金有限责任公司,四川自贡 643011)
0 引言
H2脱除硬质合金成型剂(石蜡、PEG、SBS等)是目前普遍采用的烧结工艺,该工艺是在微正压(大于大气压2~3 kPa)状态下通入2000~4000 L/h的H2,再从排氢点火口排出燃烧掉,在整个通氢过程中炉内从常温加热至650℃左右,脱除成型剂的工艺时间为6~25 h(由具体产品来定),由于H2脱成型剂时间较长,经常会遇到在长时间脱蜡过程中工厂停电等状况。如果在H2脱蜡过程中突然停电,同时炉体或管道有较大泄漏时,外部空气进入炉内与热H2混合,则极易引发爆炸,造成现场人身及设备伤害。国内同类设备上就曾多次发生过因停电引起的H2爆炸事故,因此如何设计一种在停电状况下自动回填惰性气体的保护装置来保证停电时H2脱蜡过程的安全显得尤为重要,也是H2脱蜡压力烧结炉以及H2脱蜡烧结工艺能否继续在硬质合金行业安全、可靠应用的关键因素。
1 目前国内H2脱蜡压力烧结炉在通H2过程中停电安全保护设计的空白
目前国内H2脱蜡压力烧结炉没有考虑H2脱蜡过程中突然停电的自动安全联锁保护设计,基本上都是依靠停电后操作人员手动打开手动充气阀往炉内充微正压的惰性气体(氮气或氩气),这种手动充气方式非常不可靠,因为压力炉在停电后只能观察机械式压力表来判断炉内压力(虽然有些压力炉上配置有UPS,但UPS一般只能维持15~20 min,对于长时间停电来说不能起到保证安全的作用),而压力炉的机械式压力表量程较大,在微正压时不能显示,因此操作者不能通过观察机械式压力表来判定充入气体是否达到微正压3~5 kPa,若充入气体压力过大,则在设备恢复供电后较高压力的H2和Ar的混合气体不能从排氢点火口安全排出,造成炉内有高压Ar和H2混合气体无法安全泄压,引起其他安全隐患。同时手动充气对操作者要求较高,需要操作人员一直守在设备旁边定时手动充气,手动充气时不能确定炉内气体泄漏情况,充气量和次数过多,造成炉内有高压不能安全排出,充气量和次数过少,造成炉内压力为大气压,则炉内有漏入空气,引发爆炸的危险。因此设计一种在H2脱蜡停电状况下的自动安全补气保护装置对于H2脱蜡烧结炉能否安全、可靠使用显得非常重要,同时弥补了国内H2脱蜡烧结压力炉在通H2过程中停电安全保护的设计不足。
2 H2脱蜡压力烧结炉在通H2过程中停电安全保护装置结构和原理
以6 MPa压力烧结炉为例,炉体7的炉内在不同工艺和温度段下有以下几种工况:1)微正压氢气(常温~600℃);2)真空(600~1400 ℃);3)高压氩气(1400~1500 ℃)。
捕蜡器工况:微正压氢气或真空(常温~100℃)。
在微正压氢气脱蜡阶段遇到长时间停电时,炉体7的炉内和捕蜡器9不能有空气进入,须始终维持炉体7的炉内及捕蜡器9为微正压(3~6 kPa)。由于炉体7的炉内有真空、微正压、高压三种状态,停电时炉体7的炉内的状态是真空、微正压还是高压状态是不确定的,因此停电充气保护必须在停电前做程序判断和相应动作。
1)系统得电时。
系统程序对炉体7的炉内是处于真空、氢气微正压、高压氩气这三种状态进行判断,捕蜡器9不需要判断停电前的状态,不论任何时候停电都往捕蜡器9充入微正压氩气即可。
a.若炉体7的炉内处于真空或者氢气微正压,同时低压氩气压力开关1检测到气源压力信号时,炉体补气保位阀6自动开启;若炉体7的炉内处于高压或者低压氩气压力开关1没有检测到气源压力信号时,炉体补气保位阀6自动关闭。
b.炉体补气常开阀4和捕蜡器补气常开阀10在设备处于得电状态时始终自动关闭。
c.减压器2通过手动将出口压力减压至微正压3~5 kPa,并且将氩气转子流量计3旋钮调到能同时满足炉体7炉内及捕蜡器9的充气流量设定,系统停电后,系统自动将进口0.2~0.3 MPa的低压氩气减压至3~5 kPa,使炉体7的炉内和捕蜡器9不会因为进口压力太大,造成炉体7的炉内既有高压又有氢气,带高压的可燃性气体不能从排氢口正常点火排出,也不能直接从高压排放口排出而引起严重的安全隐患,因此必须使用减压器2将充入炉体7的炉内的气体减压至安全微正压。
2)系统停电后。
a.炉体补气常开阀4和捕蜡器补气常开阀10自动打开。
b.炉体自动补气保位阀6在系统停电前,程序自动判断炉内有氢气且低压氩气气源有压力时,阀门处于开启状态,该阀为保位阀,因此在炉体7的炉内有氢气且有低压氩气时,在停电后该阀仍然保持开启状态。
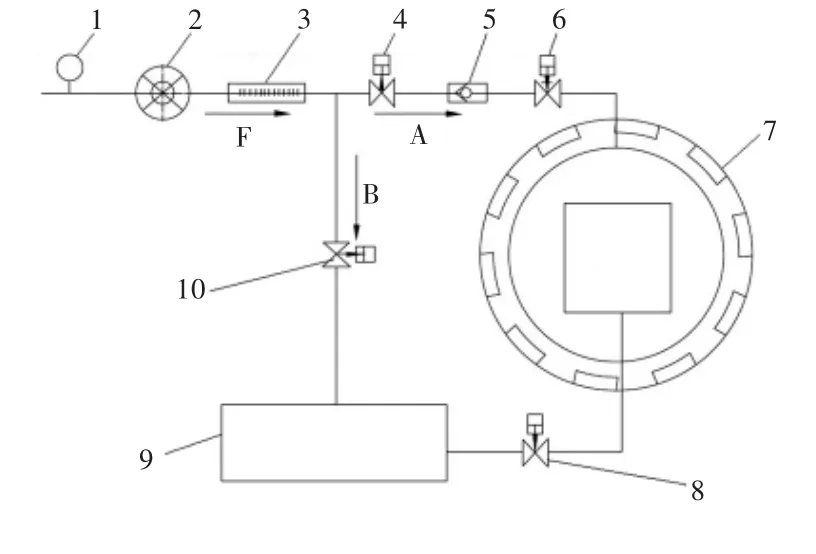
图1 停电自动充气保护装置示意图
c.第一充气回路A和第二充气回路B在系统停电后自动开启,并按照减压器2设定的系统安全微正压以及氩气转子流量计3设定的气体流量,沿回填充气方向F,通过第一充气回路A向炉体7的炉内充入氩气,通过第二充气回路B向捕蜡器9充入氩气,以保证停电后炉体7的炉内及捕蜡器9始终为安全微正压,使炉体7的炉内和捕蜡器9不会有空气渗入,确保炉体7的炉内及捕蜡器9内的氢气安全。
该装置结构示意图如图1所示。
3 H2脱蜡压力烧结炉在通H2过程中停电安全保护装置PLC程序设计

4 结论
该实用新型主要针对6 MPa压力炉在H2脱蜡过程中,发生长时间停电情况后自动充入安全微正压Ar保护炉内及捕蜡器内H2安全,消除了H2脱蜡压力炉在长时间停电后的安全隐患,确保了H2脱蜡工艺在压力烧结炉上的安全可靠运行,该设计实用性已在公司生产的H2脱蜡压力烧结炉上使用近5 a生产的20台次压力炉上经5 a多时间的安全、可靠运行,得到用户对该设备停电安全保护的一致好评,确保H2脱蜡压力烧结炉在停电状态的设备和人身安全。
[1] 王力民,张荣文.WC-Co硬质合金H2保护脱蜡工艺的探讨[J].硬质合金,2003,20(4):212-215.
[2] 赖高惠.大型硬质合金压力烧结炉[J].粉末冶金技术,1987(4):62.
[3] 戴煜,邓军旺.新型多功能硬质合金压力烧结炉[C]//2010中国材料研讨会.2010.
[4] 陈跃辉,郭淳,罗毅.ZYS-50/50/130压力烧结炉设备的研制[J].稀有金属与硬质合金,2008,36(1):42-46.
[5] 刘余庆.硬质合金烧结-热等静压炉内温度场仿真及结构优化[D].长沙:中南大学,2006.
[6] 赵渤亭,聂杰,张连仲,等.压力烧结炉的设计及制造[J].化工设备与管道,2009,46(2):14-17.
[7] 张德明,曹勇家,李阳,等.中国设计制造的先进压力烧结炉[C]//2007'全国有色金属加工装备技术创新大会.2007.
[8] 李亚东,罗景辉.有关氢气的安全性分析与思考[J].科技创新与应用,2015(25):295.
[9] 严武华.一种硬质合金挤压棒材的烧结工艺:CN102921948A[P].2013-02-13.
[10] 杨萍,刘云飞,齐亚军,等.1650℃高温氢气烧结炉的研制[J].工业加热,2009,38(4):32-35.
[11]彭常户,薛涛.HSF-1800℃氢气烧结炉的研制[J].真空,2003(5):49-52.
[12]杨迅.硬质合金真空/压力烧结炉差压脱蜡的研究[J].装备制造技术,2013(3):249-251.
[13]付军.国产硬质合金压力烧结炉改进提高的方向[J].装备制造技术,2014(6):249-250.
[14]陈跃辉.进口压力烧结炉设备的技术改进[J].稀有金属与硬质合金,2008,36(2):37-38.
[15]严磊.国产压力烧结炉改进与提高[J].建材与装饰,2016(46):180-181.
