内螺纹挤压关键技术
2018-03-21范淑琴朱倩王琪赵升吨
范淑琴,朱倩,王琪,赵升吨
(西安交通大学 机械工程学院,西安 710049)
内螺纹冷挤压塑性成形工艺是一种利用金属的塑性进行塑性成形的方法,此方法通过在工件相应位置上预制加工底孔,然后挤压丝锥的挤压锥部旋进底孔,锥部棱脊部分挤压工件材料,使得材料沿丝锥牙侧流动,层层挤压形成螺纹[1—5]。由于采用非切削方式,材料晶相纤维没有被破坏,保持连续状态,加之冷作硬化作用,与传统的内螺纹切削方法相比,挤压形成的螺纹强度和硬度更高[6—8],光洁度更好[9—11],没有切削时产生的乱扣缺陷,在很大程度上提高了内螺纹的质量[12—13]。
内螺纹冷挤压过程中丝锥主要是依靠挤压扭矩进行挤压攻丝的,在挤压扭矩的作用下,丝锥完成挤压动作。内螺纹挤压过程所要求的扭矩大约是内螺纹切削过程所要求扭矩的 1.5~2倍[14—16],因此,挤压过程很容易出现因扭矩过大而引起温度过高、丝锥折断等问题。在实际生产中,需要通过反复实验才能得到内螺纹挤压时所需扭矩,浪费了大量的人力物力。随着数值模拟方法的不断发展,通过数值仿真的方法模拟挤压加工过程及挤压扭矩,已经成为今后的发展趋势。文中将通过设计M12~M24粗牙挤压丝锥,作出其三维模型及相应的工件模型,通过体积成形数值模拟软件Deform-3D,仿真内螺纹挤压过程,得到内螺纹挤压过程及挤压扭矩变化规律,并比较仿真最大扭矩和理论最大扭矩,进而验证数值仿真的可行性,为内螺纹冷挤压机器的设计提供一定指导。
1 内螺纹冷挤压成形基本理论
1.1 内螺纹冷挤压塑性成形过程
内螺纹冷挤压过程分为成形过程、成形校形同时存在的过程及校形过程。在成形过程,丝锥挤压锥部挤入工件底孔,当第一个棱脊挤入底孔中,在锥齿挤压和摩擦力的作用下,材料产生变形,当第一个棱脊离开后,材料的弹性变形恢复,塑性变形被保留,随后在第二个棱脊的作用下,材料继续发生变形,如此重复,直至校准部进入底孔,此时成形过程和校形过程同时存在,当挤压锥部完全通过底孔时,校形过程开始,材料在成形过程出现的部分弹性变形及螺纹牙形得以修正,最终形成质量较好的内螺纹[17—18]。内螺纹冷挤压原理见图1。

图1 内螺纹冷挤压原理Fig.1 Cold extrusion principle of internal thread
1.2 内螺纹冷挤压扭矩变化规律
在成形过程,随着挤压锥部逐渐进入底孔,参与挤压的锥齿逐渐变多,使得挤压扭矩不断变大;在校形过程,内螺纹已基本成形,材料的变形量很小,参与挤压的锥齿不断减少,此时挤压扭矩不断变小;而在二者同时存在的过程中,随着挤压锥部的不断旋出及校形锥部的旋入,扭矩是先增加后减小[19—20]。内螺纹冷挤压过程扭矩变化曲线见图2。

图2 内螺纹冷挤压过程扭矩变化曲线Fig.2 Changing curve of torque in cold extrusion of internal thread
2 挤压丝锥主要参数的设计及计算
2.1 大径、中径、小径
在挤压加工过程中,材料受到挤压棱齿的挤压力而产生塑性变形,金属材料沿着牙侧流动而形成螺纹孔,当棱齿离开后,材料会因为弹性收缩使得尺寸缩小,因此,考虑到材料的弹性回弹、加工制造误差、丝锥使用过程中的磨损等,所以要求挤压丝锥大径比同尺寸、同精度的切削丝锥的大径要稍大 0.01p(p为螺距)左右。一般按照式(1)计算[21—23],按照式(1)计算得到的M12~M24粗牙挤压丝锥大径如下:内螺纹规格为 M12-1.75, M14-2, M16-2, M18-2.5,M20-2.5, M22-2.5, M24-3的大径分别为 12.252−0.021,14.268−0.023, 16.268−0.023, 18.284−0.024, 20.284−0.024, 22.284−0.024,24.340−0.028mm。

式中:d为挤压丝锥大径(mm);D为内螺纹大径
基本尺寸(mm);Vd为丝锥大径磨损量(约为0.4TD2,TD2为内螺纹中径公差,按 8级公差选用)(mm);l1为内螺纹大径弹性收缩量(约为 0.4TD2)(mm);Δd为挤压丝锥大径制造公差(约为 1/3JS,JS是普通切削丝锥大径下偏差)(mm)。
一般来说,中径是衡量内螺纹质量的重要指标,由于冷挤压是塑性成形工艺,挤压丝锥的中径将直接反映在内螺纹上面,所以挤压丝锥的中径控制很严格,其公差约为同规格切削丝锥的2/3~4/5[21—23]。一般按照式(2)计算丝锥中径。M12-1.75, M14-2, M16-2,M18-2.5, M20-2.5, M22-2.5, M24-3的中径分别为11.021−0.021, 12.869−0.023, 14.869−0.023, 16.554−0.024,18.554−0.024, 20.554−0.024, 22.263−0.028mm。

式中:d2为挤压丝锥中径(mm);D2为内螺纹中径基本尺寸(mm);Es为内螺纹中径上偏差(mm);Em为内螺纹中径下偏差(mm);l2为内螺纹中径弹性收缩量(约为0.4TD2)(mm);Δd2为挤压丝锥中径制造公差(一般取 2/3(Es−Em))(mm)。
挤压丝锥的小径一般按照普通切削丝锥小径的最大值选取,一般按照式(3)计算[21—23],M12-1.75,M14-2, M16-2, M18-2.5, M20-2.5, M22-2.5, M24-3的小径最大值分别为 10.170, 11.903, 13.903, 15.366,17.366, 19.366, 20.837 mm。式中:d1max为挤压丝锥小径最大值(mm);d1为普通切削丝锥小径最大值(mm)。

2.2 铲磨量
挤压丝锥的实际截面形状对内螺纹的质量起着决定性作用,其中至关重要的一个参数是铲磨量κ。每一种规格的挤压丝锥都有一个对应的最大允许铲磨量κmax,若超过κmax,会造成棱脊变尖,影响丝锥寿命甚至造成牙形畸变;若κ过小,会造成挤压扭矩过大,使丝锥极易折断。一般来说,当棱脊数为4时,κ≤0.06d;当棱脊数为6时,κ≤0.03d;当棱脊数为 8时,κ≤0.02d,此时能使挤压扭矩控制在合理范围内,且保证丝锥寿命和内螺纹的质量[22—24]。M12-1.75, M14-2, M16-2, M18-2.5, M20-2.5, M22-2.5,M24-3的铲磨量分别为 0.72, 0.84, 0.96, 0.54, 0.60,0.66, 0.72 mm。
2.3 预制底孔直径
在内螺纹冷挤压之前,需要在加工位置处预制挤压底孔,其大小对挤压扭矩及内螺纹的质量至关重要,若太大,则丝锥不能充分挤压工件材料,使得牙高率不足,若太小,则丝锥挤压困难,造成挤压扭矩剧增甚至引起丝锥折断。底孔直径一般按照式(4)计算[21—23],M12-1.75, M14-2, M16-2, M18-2.5, M20-2.5, M22-2.5,M24-3的预制底孔直径分别为11.125, 13, 15, 16.75,18.75, 20.75, 22.5 mm。

式中:d孔为预制底孔直径(mm);d为预挤压内螺纹公称直径(mm);P为预挤压内螺纹螺距(mm)。
3 有限元模拟的实现
利用三维建模软件Solidworks建立M12~M24粗牙挤压丝锥及工件的三维模型,为了提高计算效率,只用1/4工件进行仿真,见图3(以M18-2.5挤压丝锥及工件为例)。
利用有限元模拟软件 Deform-3D进行内螺纹挤压仿真,其初始条件和边界条件设置如下:① 为简化模拟过程,将丝锥设置为刚形体,忽略其弹性变形;② 设置工件材料为35钢,其应力应变曲线见图4;③ 采用整体划分网格+局部细化的方法进行工件网格的划分,以保证计算精度及效率;④ 按照内螺纹冷挤压低碳钢时的最佳挤压速度为 5~6 r/min,设置挤压速度为5 r/min,由此得到M12~M24粗牙挤压丝锥攻丝时转速分别为133, 113, 99, 88, 79, 72, 66 r/min;⑤ 采用剪切摩擦模型,将丝锥和工具之间的摩擦因数设为软件推荐的0.12;⑥ 采用New-Raphson算法,设置运行步为1500步,步长按照最小网格尺寸的1/3选取,模拟强制停止运动条件根据丝锥实际运动距离设定。

图3 M18-2.5挤压丝锥及工件的三维模型Fig.3 3D model of M18-2.5 extrusion taps and workpiece

图4 35钢应力应变曲线Fig.4 Stress strain curve of 35 steel
4 仿真结果分析
4.1 内螺纹冷挤压变形过程分析
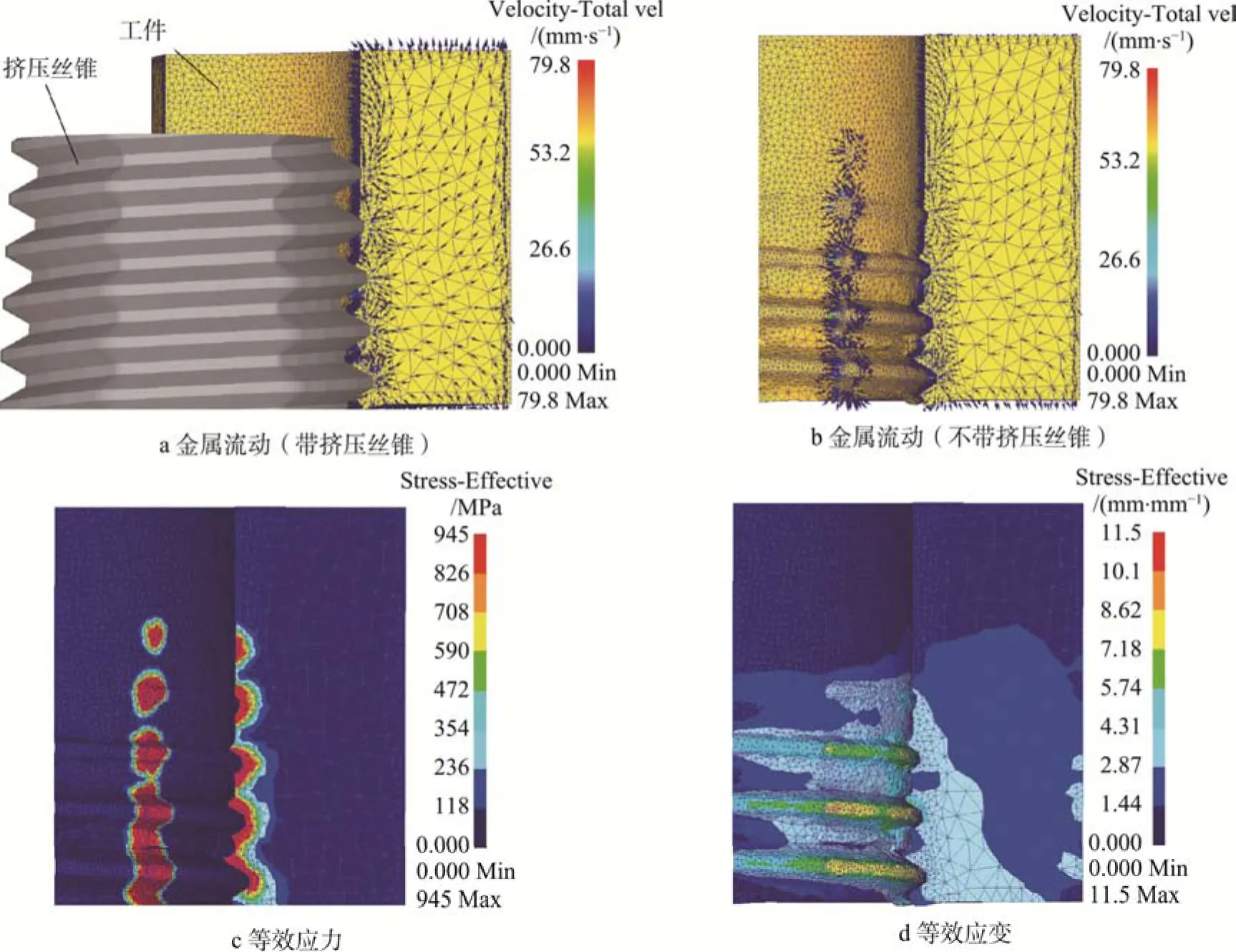
图5 M18-2.5成形过程Fig.5 Forming process of M18-2.5

图6 M18-2.5校形过程Fig.6 Shape process of M18-2.5
以M18-2.5挤压仿真为例,其变形过程和校形过程的仿真图及相应的金属变形速度矢量、等效应力、等效应变分别见图5和图6。可以看出,由于内螺纹冷挤压是一个等体积的塑性变形过程,在成形过程,材料在挤压力和摩擦力的作用下沿锥齿齿侧流动,材料变形量很大,锥齿附近的材料流动速度大于工件内部的材料流动速度,此时挤压丝锥棱脊和材料接触的地方应力最大,受力较大区域约在距内螺纹牙底一个牙高处;在校形过程,牙形已经基本形成,材料流动量较成形过程小,且大部分向牙侧方向移动,进行内螺纹牙形的校正,此时挤压丝锥棱脊和材料接触的地方应力仍是最大,距牙底一个牙高处的材料基本上没有应力,其变形量很小。
4.2 内螺纹冷挤压扭矩规律分析
以M18-2.5为例,仿真挤压丝锥扭矩变化曲线见图7,由于采用1/4工件进行仿真,实际的仿真扭矩需要在此基础上乘4。从图7可看出,曲线的总趋势同理论的扭矩变化曲线一致。

图7 M18-2.5挤压丝锥仿真挤压扭矩变化曲线Fig.7 Simulation extrusion torque curve of M18-2.5 extrusion tap
4.3 仿真最大扭矩与理论最大扭矩对比分析
根据文献[24]中冷挤压钢最大扭矩计算公式:T=D×P2,计算出 M12~M24粗牙挤压丝锥理论最大扭矩,理论最大扭矩范围为36~216 N·m,仿真最大扭矩范围为37~190 N·m,根据体积成形有限元软件Deform-3D仿真结果,作出丝锥挤压M12~M24内螺纹挤压最大扭矩和理论最大扭矩对比及二者的误差见图8。可以看到,不论是仿真最大扭矩还是理论最大扭矩,螺距对于挤压扭矩的影响小于内螺纹大径对挤压扭矩的影响,且仿真最大扭矩比理论最大扭矩稍大,且随着大径的增大,误差范围为3%~13%,但是实际挤压最大扭矩受底孔直径、转速、铲磨量等因素的影响,而上面所述公式没有体现这些因素,因此理论最大扭矩公式还需完善。

图8 M12~M24挤压丝锥仿真最大扭矩和理论最大扭矩曲线Fig.8 Simulation maximum torque and theoretical maximum torque curve of M12~M24 extrusion taps
5 结论
1)简述了内螺纹挤压塑性变形的过程,基于挤压丝锥小径、中径、铲磨量计算公式,设计了M12~M24粗牙挤压丝锥的重要参数,并建立了相应的三维模型。
2)选择挤压速度为 5 m/min、摩擦因数为 0.12的工艺参数进行仿真,得到了能比较好地反映内螺纹挤压成形过程及扭矩变化规律的结果,得到了仿真最大扭矩范围为37~190 N·m,并和理论计算最大扭矩进行比较,误差范围为3%~13%,为内螺纹冷挤压机器的设计提供一定的指导。
[1]缪宏, 左敦稳, 张瑞宏, 等. Q460高强度钢内螺纹冷挤压试验研究[J]. 机械工程学报, 2011, 47(13): 160—166.MIAO Hong, ZUO Dun-wen, ZHANG Rui-hong, et al.Experimental Research on Cold Extruding of Internal Thread in Q460 High-Strength-Steel[J]. Chinese Journal of Mechanical Engineering, 2011, 47(13): 160—166.
[2]何亚银, 杨明亮. 内螺纹加工方法的研究现状分析[J].陕西理工学院学报(自然科学版), 2012, 28(4): 14—18.HE Ya-yin, YANG Ming-liang. Present State and Some Problems in the Method of Machining Inside Thread[J].Journal of Shaanxi University of Technology (Natural Science Edition), 2012, 28(4): 14—18.
[3]MENSHAKOV V M, URLAPOV V M, SEREDA G P.Fluteless Taps[M]. Moscow: Mashinostroene, 1976.
[4]NOVOSEL T. Tapping Without Chips[J]. Amer. Mach.,1975, 119(19): 103—105.
[5]BUSTILLO A, LACALLE L N L D, FERNÁNDEZVALDIVIELSO A, et al. Data-mining Modeling for the Prediction of Wear on Forming-taps in the Threading of Steel Components[J]. Journal of Computational Design &Engineering, 2016, 3(4): 337—348.
[6]赵庆荣, 左敦稳, 王珉. 35CrMo钢内螺纹冷挤压实验研究[J]. 江苏机械制造与自动化, 2001(2): 13—14.ZHAO Qing-rong, ZUO Dun-wen, WANG Min. A Study on Cold Forming of Internal Thread in 35CrMo Steel[J].Jiangsu Machine Building & Automation, 2001(2): 13—14.
[7]马冬. 挂钩轴内螺纹冷挤压成形方法研究[D]. 重庆:重庆大学, 2004.MA Dong. Study on Processing Method for Cold Extrusion in Internal Thread of Knuckle Axis[D]. Chongqing:Chongqing University, 2004.
[8]徐九华, 王珉, 张幼桢. 高强度钢内螺纹冷挤压成形技术[J]. 航空工艺技术, 1992, 6(3): 14—16.XU Jiu-hua, WANG Min, ZHANG You-zhen. Cold Extrusion Forming Technology of High Strength Steel Internal Thread[J]. Aeronautical Manufacturing Technology,1992, 6(3): 14—16.
[9]FROMENTIN G, POULACHON G, MOISAN A. Precision and Surface Integrity of Threads Obtained by Form Tapping[J]. 2005, 54(1): 519—522.
[10]CHANDRA P, DES S C. Forming Taps and Their Influence on Production[J]. J. Ind. Eng. Mech. Eng. Div., 1975,55(5/6): 244—249.
[11]HANSER K. Innengewinde mit Formerkzengen Umformed Herstellung[J]. Maschinenmarkt, 1997, 83(5):1889—1993.
[12]CARVALHO A O D, BRANDÃO L C, PANZERA T H, et al. Analysis of Form Threads Using Fluteless Taps in Cast Magnesium Alloy (AM60)[J]. Journal of Materials Processing Technology, 2012, 212(8): 1753—1760.
[13]DINGER G. Dynamic Modeling and Simulation of the Screwing Behavior of Thread Forming Screws[J]. Journal of Manufacturing Processes, 2015, 20: 374—379.
[14]毛素娥. 内螺纹的冷挤压成形[J]. 模具技术, 1984(6):32—38.MAO Su-e. Cold Extrusion of Internal Thread[J]. Die and Mould Technology, 1984(6): 32—38.
[15]缪宏. 基于冷挤压的高强度钢内螺纹抗疲劳加工工艺研究[D]. 南京: 南京航空航天大学, 2011.MIAO Hong. Research on Anti-fatigen Processing Technology of High-strength Steel Internal Thread Based on Cold Extrusion Technology[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2011.
[16]CHOWDHARY S, BURAK O, SHIV G, et al. Modeling and Analysis of Internal Thread Forming[J]. Department of Mechanical and Industrial Engineering, 2002: 76—79.
[17]菅悦. 内螺纹冷挤压成形金属流动行为的研究[D]. 西安: 陕西理工大学, 2017.KAN Yue. Research on Metal Behavior in Cold Extrusion Forming of Internal Thread[D]. Xi'an: Shaanxi University of Technology, 2017.
[18]徐九华, 王珉. 高强度钢内螺纹冷挤压成形与强化实验研究[J]. 南京航空航天大学学报, 1996, 28(6): 838—843.XU Jiu-hua, WANG Min. Experimental Research on Cold Extrusion Forming and Strengthening of High Strength Steel Internal Threads[J]. Journal of Nanjing University of Aeronautics & Astronautics, 1996, 28(6): 838—843.
[19]黄小龙. 内螺纹冷挤压成形过程数值模拟技术基础研究[D]. 南京: 南京航空航天大学, 2012.HUANG Xiao-long. Research on Numerical Simulation on Process of Internal Thread Formed by Cold Extrusion[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2012.
[20]苏. M. 明沙柯夫. 挤压丝锥[M]. 北京: 国防工业出版社, 1983.SU. M. кэ муж Мин песок. Squeezing Taps[M]. Beijing:National Defend Industry Press, 1983.
[21]赵宏敏. 挤压螺母丝锥及其应用[J]. 机械工人(冷加工),2007(1): 34—36.ZHAO Hong-min. Extruded Nut Taps and Its Application[J]. Machinist Metal Cutting, 2007(1): 34—36.
[22]王瑞兰. 有槽挤压丝锥的设计[J]. 工具技术, 1996(2):18—20.WANG Rui-lan. Design of a Slot Extruded Taps[J]. Tool Technology, 1996(2): 18—20.
[23]VELIKO Ivanov, VANIO Kirov. Rolling of Internal Threads: Part 1[J]. Journal of Materials Processing Technology, 1997, 72(2): 214—220.
[24]沈子镛, 沈锦民, 崔纯刚. 挤压丝锥应用中几个问题的探讨[J]. 组合机床, 1983(8): 39—44.SHEN Zi-yong, SHEN Jin-min, CUI Chun-gang. Discussion on Several Problems in the Application of Extruded Taps[J]. Combined Machine Tool, 1983(8): 39—44.
