气动助流清仓技术在百花岭钼选矿厂中的应用
2018-03-21吴佑俭吉万健杨超峰
吴佑俭 吉万健 刘 健 杨超峰
(1.中钢集团马鞍山矿山研究院有限公司;2.金属矿山安全与健康国家重点实验室;3.华唯金属矿产资源高效循环利用国家工程研究中心有限公司)
矿仓在各类金属矿山选矿厂中应用广泛,主要实现两大功能:一是储存一定量的矿料;二是按生产要求卸料,解决各生产设备矿料供需不均衡的矛盾,保证生产的连续和均衡,最大程度地提高设备运转率,提高经济效益。
矿仓内的矿料主要依靠自身重力和矿仓高差进行流动。百花岭钼选矿厂磨浮车间粉矿仓在实际生产过程中,由于矿料含水率、粒径、黏性、矿仓结构、贮存时间等因素的影响,经常会出现各种矿料堵塞出料口的现象,影响矿仓的正常使用;严重时甚至不出料,造成后续工艺流程的中断,影响生产的正常进行。
1 运行现状
百花岭钼选矿厂磨浮车间粉矿仓用于储存上道破碎—筛分工序的粉钼矿,为一段球磨供矿。矿仓为上槽体下V槽椎体、现浇钢筋混凝土框架结构,V槽斜面坡度55°;矿仓整体被10等分,呈一字排开,分别称作1~10#仓,底部共设20个800 mm×800 mm的矩形放矿口,采用液压平板闸门控制放矿,见图1。
该粉矿仓在生产过程中经常出现不同程度的堵塞,主要原因有:
(1)百花岭钼选矿厂所处地区年平均降雨量849.9 mm[1],露天开采的矿石含水率普遍较高,在水分子的极化作用下,矿石内摩擦力增大,流动性变差,固结起拱、棚料的几率增大,容易造成粉矿仓出料时堵塞。
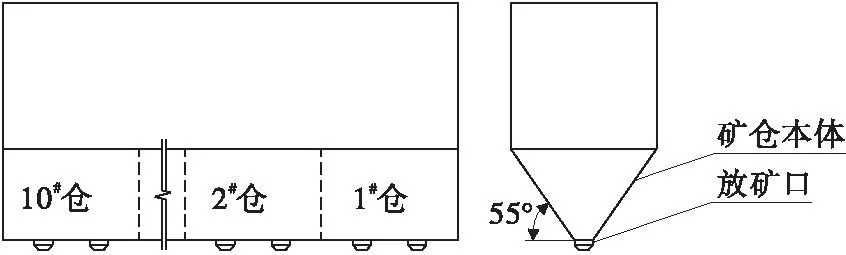
图1 磨浮车间粉矿仓结构示意
(2)粉矿仓内矿石粒度P80=7.2 mm[2],矿石粒径小,比表面积大,增加了矿石间的摩擦面积和内摩擦力。
(3)矿仓放矿口尺寸偏小,矿石经常在此停滞,造成放矿口周边堵塞。现场调查发现粉矿仓堵塞时矿石主要黏附在矿仓V槽斜面的周围,难以下落,同时在放矿口上方部位经常会形成拱桥形棚料,见图2。

图2 粉矿仓堵塞情形示意
2 尝试的解决措施
2.1 人工清理
人工清理通常是工人持锤类工具敲击矿仓放矿口,产生振动让矿石下落。此法可能会有短暂效果,但投入的劳动力过大、效率低且成本较高,长期敲击易使矿仓变形,影响其强度。当堵塞严重时,还需人工进入仓内进行清理,工作危险性极大,安全事故频发。
2.2 高压水冲洗
有些矿料在矿仓内部固结严实,冲水管不能插入到仓壁。即使使用高压水,也只能清理矿仓放矿口部位的部分黏结料,清理难度和劳动强度都很大。另外使用高压水冲洗还会影响周围环境卫生,不利于现场管理。
2.3 振动电机振动
振动电机一般安装在矿仓外壁,通过高频振动使矿料下落,常用振动频率为700~6 000 Hz,振幅可达1.2 cm[3],虽有一定效果,但很难将矿仓“死区”内的矿料振动下来,往往反而将某些区域的矿料振实,加重矿仓的堵塞。同时振动器的工作噪音大、稳定性差,安装、使用均具有很大的局限性。
2.4 改造矿仓结构
考虑到放矿口尺寸偏小,曾设想扩大放矿口的尺寸,同时增大V槽斜面的坡度,然后在V槽斜面的矿仓内壁铺设一层高分子衬板,以降低矿石与仓壁的摩擦,使矿料容易下落。由于土建施工难度大、改造成本高,施工过程影响矿仓的正常生产,该方案最终没有实施。
3 气动助流清仓系统
在以上措施均不能有效解决磨浮车间粉矿仓堵塞问题的情况下,应用气动助流清仓技术进行粉矿仓堵塞问题的治理。
3.1 基本原理
通过联合实施气动助流法和放矿口机械助流法,其中以气动助流为主、机械助流为辅,制定具体清仓方案。气动助流法是将压缩空气压入到粉矿仓V槽斜面的内壁表面上,使矿料与矿仓内壁表面间形成瞬时间隙,从而消除或减小矿料同仓内壁之间的摩擦力,从而使矿料沿着仓壁下滑,消除矿料黏壁;机械助流法是将特制的气动清阻机的执行机构伸入到放矿口内部循环捣碎,防止放矿口积矿堵塞,破坏堆积在放矿口周边矿石的内聚力,防止拱桥形棚料的形成。气动助流清仓系统见图3。
气动助流清仓系统主要由空压机、控制储气罐、工作储气罐、气动球阀、气动蝶阀、喷嘴、气动清阻机、电气控制系统组成。空压机作为整个系统的动力源,用以产生压缩空气,额定压力0.8 MPa。工作储气罐的气流经管道输送全部通过气动清阻机、喷嘴喷射到矿仓内部;控制储气罐的压缩空气用于管路中各类电控气动阀门的开启,电控气动阀门收到电信号后,也需要在压缩空气的作用下才能开关。气动清阻机主要由气缸和执行机构组成,通过气缸的直线运动带动执行机构在放矿口进行循环捣碎工作,每个放矿口安装1个气动清阻机,共20个。控制柜安装在人工便于操作的位置,1个粉矿仓装配1台控制柜。当矿仓堵塞时,人工操控控制按钮可达到清仓的目的。喷嘴安装在矿仓V槽斜面内壁上,共布置4层,分在左、右两面每一层安装5个喷嘴,每一层都有1个单独的气动蝶阀控制该层管道的气流通断,喷嘴的喷射方向均沿矿仓内壁朝下。
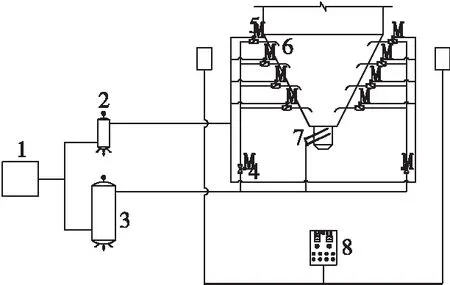
图3 气动助流清仓系统组成
3.2 工作流程
空压机开启后,压缩空气受管路上的顺序阀控制,首先给控制储气罐供气,供气压力达到电控气动阀门的开启压力(一般为0.5 MPa以上)后,助流气路的气流才能通过阀门到达喷射机构。当控制储气罐的压力达到顺序阀设定压力后,空压机会同时给助流储气罐和控制储气罐供气,直至达到系统额定压力;系统压力高于0.5 MPa即可进行清仓操作,工人可通过操控控制柜来控制相关阀门的开启,操控顺序一般是由第一层开始,自下而上依次清理矿仓,每一层清理2~3 s即可完成。一次循坏完成后应以第一层清仓收尾,目的是避免清理下来的矿石过多的堆积在矿仓底部造成二次堵塞。气动清阻机的动作也是自动进行,通过控制柜上的清阻旋钮开关,给气缸电磁阀发出信号后,气缸即可往复进行直线运动,带动执行机构进行循环捣碎工作。
3.3 主要设备选型
该系统空压机选用普瑞阿斯BK45-8系列螺杆式空压机,电机功率45 kW,额定压力0.8 MPa,额定流量7.1 m3/min。该空压机具有结构紧凑、稳定性好、运行可靠、振动噪音小、投资性价比高等优点,另外该机器还配置了人性化的操作界面,集电气控制系统、运行信息显示、状态监测于一体,维护保养方便,且设备密封良好,能在扬尘较大的环境中稳定运行。
该气动助流清仓系统储气罐分为两种,即控制储气罐和工作储气罐。其中控制储气罐容量2 m3,额定压力0.8 MPa。受安装场地高度限制,工作储气罐采用4台6 m3储气罐串联,共24 m3。
电控气动阀门通径选用DN125,法兰式连接,工作电压DC24 V。
4 应用效果
气动助流清仓系统自2013年8月投入使用以来,系统运行稳定、高效,优点主要体现在:①解决了矿仓黏壁、固结起拱堵塞问题,矿仓排矿速度增大,保证选矿生产流程畅通,提高选矿厂产能;②提高矿仓有效容积的利用率,实现了矿仓储存的缓冲作用,减少了破碎设备的开车时间和球磨机的空转时间,节约水、电消耗,经济效益明显;③系统安装、施工均在矿仓外部进行,不影响矿仓的正常生产(图4);④消除人工清堵和破拱带来的安全隐患,大大降低工人劳动强度;⑤改善劳动环境,不再出现之前注水清理到处流淌的泥浆水;⑥系统操控简便、性能稳定,易损易耗件少,巡检维护简便。
气动助流清仓系统安装前后粉矿仓部分生产数据对比见表1。

图4 气动助流清仓系统安装现场
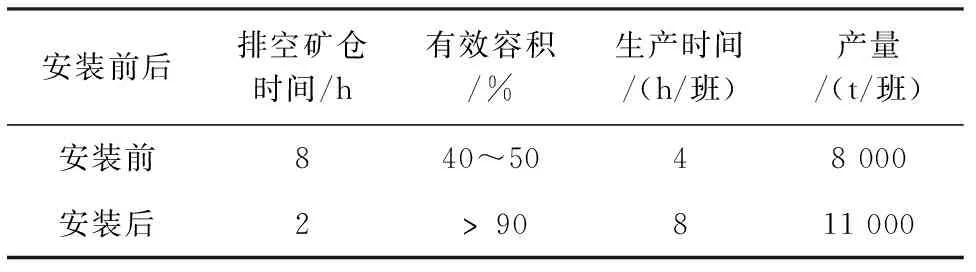
安装前后排空矿仓时间/h有效容积/%生产时间/(h/班)产量/(t/班)安装前840^5048000安装后2﹥90811000
由表1可以看出,气动助流清仓系统安装后,粉矿仓有效容积、生产率和产量都得到了明显提高。
5 结 论
以气动助流为主、机械助流为辅,在百花岭钼选矿厂磨浮车间粉矿仓中应用气动助流清仓系统,避免了人工清理、高压水冲洗、振动电机振动、改造矿仓结构等措施的不足,有效解决了粉矿仓黏壁、固结起拱堵塞的难题,消除了制约选矿生产的不利因素,减轻了工人的劳动强度,改善了劳动环境,同时为选矿厂创造了可观的经济效益,具有很高的产出投入比。
[1] 中国恩菲工程技术有限公司.金堆城钼业股份有限公司选矿工艺升级改造工程设计书[R].北京:中国恩菲工程技术有限公司,2012.
[2] 刘迎春.金堆城百花岭选矿厂重大技术进步回顾与展望[J].中国钼业,2013,37(3):20-23.
[3] 卜盛文.振动技术在细矿仓的应用[J].有色金属:选矿部分,1998(3):15-16.
