自动化锻造生产线的设备润滑管理
2018-03-21朱舸王召宝周琳琳中国重汽集团公司济南铸锻中心
文/朱舸,王召宝,周琳琳·中国重汽集团公司济南铸锻中心
锻造设备的工作环境粉尘多、温度高、振动大,稳定可靠的润滑系统及科学的现场管理对自动化锻造生产线的稳定、可靠运行及提高使用寿命极其重要。目前锻造设备经常采用的润滑方式有集中润滑、油雾润滑和手工加油润滑等。集中润滑主要是指自动集中润滑,主要应用于曲轴、连杆等部件的轴承的润滑。手工加油润滑主要用于不经常运动的部位,例如调整机构、保险机构的润滑。
设备的润滑管理是设备管理的重要组成部分,正确地搞好润滑工作与合理使用润滑油脂,是保证设备正常运转,防止事故发生,减少机器磨损,延长使用寿命,提高设备生产效率和工作精度的一项有效措施,是保证设备长期安全运转的关键。为了避免由于润滑不当而发生事故或使设备磨损严重,缩短设备寿命;为了提高润滑油品的使用效率,降低成本,因此需要制定相关的润滑管理规定及基准。
润滑工作的依据是润滑基准,润滑基准是设备润滑的技术文件,由润滑技术员根据设备说明书进行编制,应标明给油部位、点数、油脂牌号、给油方式、补油、换油等内容。
润滑基准的制定
我们公司的125MN前轴、曲轴自动化锻造生产线主要包括电炉、辊锻机、1#机器人、2#机器人、125MN楔式热模锻压力机、3#机器人、4#机器人、5#机器人、切边压力机、6#机器人、扭拧机、7#机器人、液压校正机、8#机器人、悬挂链、循环冷却系统及周转平台。生产线长、生产设备多,锻造设备需要的润滑工作繁多而重要。本文以125MN前轴、曲轴自动化锻造生产线的主机为例来说明如何制定设备的润滑基准。图1为锻造线主机的润滑图。
主机润滑基准由技术人员根据设备说明书编制,并由设备主管部门审核批准,125MN前轴、曲轴自动化锻造生产线的注油部位包括稀油循环润滑系统、压制液压机组、紧急润滑左机架轴承、紧急润滑右机架轴承、滑块调节锥齿轮、滑块调节圆柱齿轮、主电机滚动轴承后侧、小带轮滚动轴承(2个润滑点)、主电机滚动轴承前侧,主机润滑基准说明表见表1。
润滑管理的起点
由于润滑系统是设备安装的组成部分,所以一台新设备的润滑管理应当从设备润滑系统的安装开始,很多润滑系统的部件都会被布置在相对隐蔽的位置,一旦设备安装完成,就很难再直观的被操作人员和机修人员目视检查到,所以,必须在安装期间就逐级检查,确认畅通、无泄漏。图2是KP125MN热模锻压力机设备安装期间的润滑系统的一部分,一旦设备安装完成,多数分油器和管路就很难再被看到了。
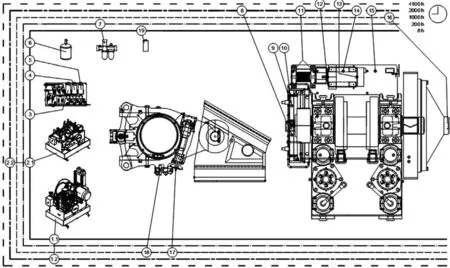
图1 锻造线主机的润滑图

图2 125MN热模锻压力机部分集中润滑系统的安装
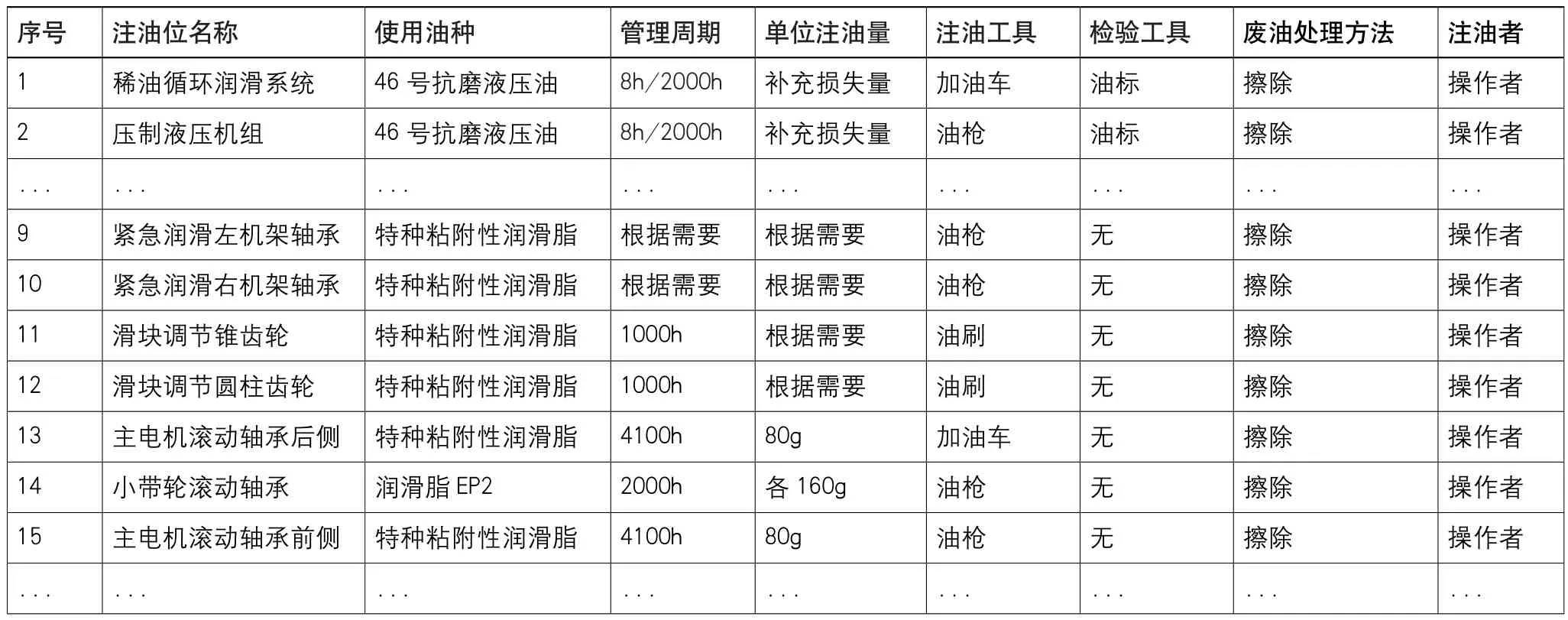
表1 主机润滑基准说明表
以一条锻造自动生产线的生产过程为案例,其中一台10MN压力机设备过载报警,被迫停产。该设备低速轴有明显异响,初步判断为该轴两端轴承中的一处损坏。现场紧急拆卸低速轴,拆卸过程中发现有大量的金属颗粒、粉末,判断由损坏的轴承产生,如图3所示。

图3 低速轴轴承
拆下低速轴后,发现低速轴南端轴承由于长时间缺油损坏严重,轴承保持架完全粉碎、轴承滚子有数个磨坏。而低速轴北端轴承正常。低速轴两端轴承均为手动润滑点,且一直按照润滑基准要求进行定期、定量的手动润滑,其中北端润滑脂充分、状态正常,而南端轴承无油、报废。
分析事故原因,我们发现低速轴南端轴承的油路中没有新油,说明该处油路不通,如图4所示。出现这个情况的原因是由于在设备安装过程中,该处手动润滑油路没有接通,造成了手动加油没有到达润滑位置,轴承长期工作在缺油状态,造成轴承损坏,设备故障。

图4 低速轴南端轴承油道
该设备故障说明,设备的安装就是设备润滑管理的起点。在设备安装期间就要严格审查润滑系统的完整性和有效性。
需要特别关注手动润滑
由于手动润滑点一般在加油周期较长、单次加油量较少的场合,所以往往会出现不能及时润滑的情况。而且手动润滑点一般没有检测手段,而且多数情况下,手动润滑点的位置不能被直接观察,因此设备安装时就需要对手动润滑点进行检查,确定手动润滑油路畅通后,方可进行下一步的安装。此时设备使用方应当对设备安装方进行监督。因为之后很难再进行有效地检查。
在设备调试运行和生产阶段的日常润滑管理中,针对手动润滑要建立单独的台账,重点管理,确保手动润滑点的有效润滑。
结论
(1)锻造设备的润滑关系到整条生产线是否可以稳定运行,设备操作者和维护者要重视。
(2)原则上要依据设备说明书及润滑图表来制定润滑基准、润滑计划,在日常工作中要按照润滑基准认真执行。
(3)设备的手动润滑点需要在设备安装期间开始纳入管理,并在设备服役期内严格管理,保证手动润滑的有效性。
