浅谈RFID在冲压智能工厂规划中的应用
2018-03-20钟剑李嘉荣胡望杰广州汽车集团乘用车有限公司
文/钟剑,李嘉荣,胡望杰·广州汽车集团乘用车有限公司
随着全球化分工与互联网技术的飞速发展,一次以“互联网+”和“大数据”为主导的第四次工业革命已然到来,世界即将进入“智能化时代”。中国制造目前正处于转型升级的关键时期,企业面临着新的机遇和挑战,“中国制造2025”战略规划中,确立了以“智能制造”为主攻方向,依托新一代信息技术,将自动化和信息化深度融合,实现智能制造,提高国家制造业竞争力,在2025年进入制造强国行列。
国内冲压行业的智能化现状
国内制造业智能化起步较晚,目前很多制造企业仍处于自动化升级和部分信息化阶段。冲压作为汽车制造业的基础行业,也面临着同样的问题。随着机器人技术的应用,冲压生产线的自动化水平和冲压效率不断提高,一些主流的整车冲压厂,如大众佛山冲压自动线能达到每分钟16次的冲次数,但是抛开单纯的冲压环节,其他环节的自动化、信息化程度仍然较低,而且各环节之间相互独立,“各司其职”。例如负责生产的人员了解今天的生产任务,但并不知道原材料的到货是否及时,库存情况是否满足生产计划,当某一个环节出现问题时,这些信息无法及时传达,最终导致生产受到影响。
这些信息孤岛存在的原因在于传统的冲压MES系统(生产执行系统)只是对生产过程的关键点进行控制,如计划管理、生产管理、库存管理、质量管理、设备管理等,每个系统模块功能单一,集成性差,主要功能就是实现基本信息的存储以及信息的 “上传下达”,但是生产过程中信息的实时监控能力较弱,信息反馈不及时,系统不能做到及时调整、优化。
要想实现冲压智能化生产,首要任务就是生产环节的信息连通,通过生产过程信息的实时监控与处理,把以往的各个单独存在的MES系统子模块互联互通起来,消除信息孤岛。
基于物联网技术的冲压智能化
物联网是基于互联网技术,利用RFID(射频识别)、传感器、无线数据通信等技术搭建的一个物与物、物与人之间充分互联的网络系统,使得人、机器和系统三者之间能实时的信息通信。物联网的核心功能是全面感知、可靠传输、智能处理。
将物联网技术应用在冲压工厂并融入到MES系统中,可实现生产数据动态监控和企业信息系统的集成,后期通过大数据分析,自动优化调整,做到自动化和信息化深度融合,最终实现智能化工厂。
基于物联网的冲压MES从整体结构(图1)上分为数据采集层、数据库层、应用平台层三层。首先MES的数据采集层利用物联网技术感知层的识别感知技术获取车间的实时数据,通过数据库层进行数据交互与处理;然后借助于物联网的网络层,实现数据传输与应用,并通过目视化的方式展示出来;最后MES系统通过网络与企业ERP系统进行实时数据交换,实现更高级别的信息共享,当生产出现状况如设备异常等情况,ERP能根据订单信息及时调整生产计划。
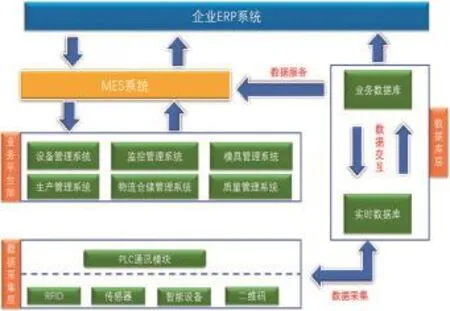
图1 企业ERP系统
由结构图可知数据采集层是整个MES框架的基石,离开了数据采集层,智能化就无从谈起,冲压生产零件种类繁多,不同的车型、不同的零件,使用的原材料、模具以及台车都是不一样的,物料信息错综复杂,以往人工管理的模式人员效率低,出错率高,无法满足企业柔性制造的要求,所以如何实现物料信息高效管理,是冲压工厂智能化首先要解决的问题,即物流仓储智能化管理。
对于物流仓储管理来说,目前最广泛应用的数据采集手段是条码技术(一维码和二维码),但是随着企业对信息化要求的不断提高,条码技术存在的信息无法更改、存储容量小、读取信息不方便等缺点造成信息系统在采集数据时出现数据链缺失,为后期数据分析和预测增加了难度。RFID作为一种非接触式的数据采集自动识别技术逐渐替代条码技术。
RFID介绍
RFID(Radio Frequency Identification)技术,又称无线射频识别技术,通过射频信号识别目标对象并获取相关数据。
RFID系统由四个部分组成
⑴电子标签:由耦合元件及电子芯片构成,具有唯一的电子编码。
⑵阅读器:读取(写入)标签信息的设备,分为手持式或固定式两种。
⑶天线:在标签和阅读器间传递射频信号。
⑷应用软件系统:集成其他系统,实现数据智能处理。
RFID工作原理
阅读器通过天线发出射频信号,标签凭借感应电流获得能量,激活芯片并将存储的产品信息发送至阅读器,阅读器读取信息解码后,通过后台软件对数据进行处理。
RFID与条码的对比
随着电子标签成本的快速下降,RFID技术相比条形码的优势逐渐体现出来,主要有以下几点:
⑴批量读取:条形码一次只能读取一个,而RFID可以实现批量读取,读取数量可达500张/s。
⑵读取距离远:条码的读取距离在50cm以内,RFID读取距离可达20m。
⑶读取方便:靠电磁感应读取,无需光源,在黑暗的环境下都能顺利读取。
⑷可读可写,能反复使用。
⑸容量大:一维码容量为50B,二维码最大容量为2kB,RFID的最大容量可达3MB。
⑹抗污染和耐用性好:表面污渍影响条码数据读取,而对RFID没有任何影响。

表1 RFID分类及应用
⑺安全性好:RFID数据可由密码保护,数据内容不易伪造。
超高频RFID在冲压智能工厂的应用
RFID根据工作频段,可分为低频、高频、超高频以及微波,根据不同频段,有着不同的工作特性和应用领域,具体参数见表1。
超高频标签相比低频和高频具有明显优点:当物品堆放集中在一起时,超高频标签不会对附近的物品产生一个射频的阴影区,使得附近的标签也能够正常读取,从而具有更好的防碰撞性能,且超高频RFID系统的工作效率是高频系统的60倍,这一物理特性使得超高频标签相比高频标签具有更好的经济性,是RFID技术应用的主流。
根据冲压现场情况、读取速度、读取距离及成本考虑(有源标签需定期更换电池),故我们采用超高频UHF作为RFID工作频段,同时考虑到冲压车间金属环境会对电子信号产生干扰,采用抗金属标签作为信息载体,与原材料托盘和零件台车绑定,结合现场目视化设备以及MES系统,实现物料信息绑定和生产信息传递。
冲压RFID系统框架(图2)
⑴数据中心负责系统和数据的储存和运算,系统还具备其他扩展功能,如接入MES系统,实现与生产数据对接。
⑵发卡机用于RFID标签信息的初始化。
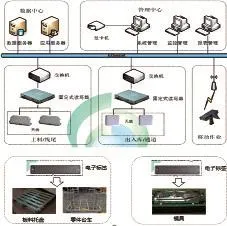
图2 冲压RFID系统框架
⑶固定式读写器安装在出入库通道和冲压线头和线尾,实现数据自动读取。
⑷手持式读写设备用于来料绑定、移动作业、信息修改录入等。
RFID应用场景

图3 板料条形码和托盘标签
⑴材料接收。板料从钢厂送至质检区,板料质检人员手持RFID设备,扫描板料条形码和托盘标签(图3),完成信息绑定,再对板材质量进行检查,如果板料不合格,则修改板料质量信息后退货处理,如果质检合格,通过叉车叉取,经过材料入库门时,入库门两侧的RFID读写器(图4)自动读取托盘信息,完成板料入库,入库信息通过车间通道的LED显示屏(图5)实时显示出来,板料质量信息由后台系统记录、统计,定期生成质量报表。

图4 RFID读写器
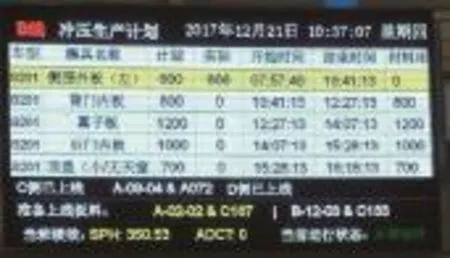
图5 车间通道的LED显示屏
⑵板料上线。压力机两侧拆垛台安装RFID读写器和接近开关(图6),生产时从货架上将板料运送至拆垛台,压机自动读取托盘信息,比对MES系统的生产信息,如果送料错误,三色灯红灯闪烁提醒,如果正确,则绿灯亮,同时系统库存自动扣减,板料库存不足时,系统会通过后台软件将缺料信息发送至相关责任人,用于修正板料采购计划。

图6 RFID读写器和接近开关
⑶零件下线及入库。
1)在冲压线尾的皮带机位置,左右各安装4个RFID读写天线(图7),对应4个装箱位置,考虑到叉车叉取的方向性,为保证读取准确率,每个零件台车在直角方向上各装1个抗金属标签(图8)。
2)线尾天线接收生产信息与零件台车装载量匹配,对线尾生产台车按照合格、满载进行写入,LED显示屏自动更新库存。
3)如有台车未装满或出现零件质量问题需返修时,可用手持RFID设备修改台车属性,将零件质量信息与零件台车进行绑定,同时零件库存自动更新。

图7 RFID读写天线

图8 抗金属标签
⑷零件出库。在零件出库门及焊装入库门安装固定式RFID读写设备,当焊装物料牵引车拖着物料经过库房大门时,即可实现台车信息自动读取和冲压零件库存自动更新,当零件库存低于安全库存时,LED显示报警,同时可通过系统后台手机发送模块,将报警信息发送至相关责任人,及时调整生产计划,避免因零件库存造成的生产停线。
⑸生产信息追溯。零件的批次号、生产实绩信息与台车RFID编号绑定,通过台车RFID编号即可查询到该批零件的所用材料批次、生产实绩、物流节点、质量问题等信息。
⑹库存盘点。手持移动式RFID读写设备在库存盘点区域行走一圈即可完成物料盘点,系统自动比对实际读取的数据与虚拟仓库的数据,如有差异,可现场修正系统数据。相比传统人工清点模式,不仅提高了数据准确率,而且节省了95%以上的清点时间。
⑺模具管理。
1)模具出入库和盘点:模具四周各安装一个RFID标签,通过行车通道布置的超高频天线读取模具的抗金属标签,实现快速读取出入库,模具在库数量、状态(生产、库存、模修)实时更新。
2)模具维修与保养:在日常维修与保养时,通过手持机RFID读写器及时地录入维修与保养记录,通过无线模块及时上传至数据库系统。通过模具使用状况(总冲次数等)及维修情况(维修次数、维修原因、备件使用情况等)实时记录到数据库系统,帮助管理层分析模具的损耗原因,评估模具寿命,实现模具生命周期管理。
总结
为了实现冲压工厂智能化,首先要实现生产环节的信息连通,超高频RFID技术作为物联网的主要数据采集技术具有传输速率高、抗干扰性强、传输距离远等特点,适用于冲压行业,采用超高频RFID技术,以RFID标签作为信息载体与零件台车、板料托盘以及冲压模具绑定,能实时有效地采集、共享生产过程数据,通过数据处理,将冲压物流仓储环节与生产设备、模具管理系统、生产管理系统、质量管理系统紧密连接在一起,实现从原材料入库到零件出库的整个生产过程闭环管理,消除了信息孤岛,大幅减少人工盘存与生产等待时间,消除不必要的人工成本,提高人员和设备效率,实现模具生命周期管理。
