车身轻量化技术
2018-03-20郎勇
郎 勇
(吉利汽车前瞻技术研究部,上海 枫泾 201501)
引言
伴随我国汽车工业的发展,能源问题日益突出。为了实现节能减排目标,汽车轻量化就显得尤为重要了。
《节能与新能源汽车技术路线图》在汽车轻量化技术上也明确指出,“2020年整车需要比2015年减重15%,到2025年减重 30%。大力推进高强度钢、铝合金、镁合金、工程塑料、复合材料等在汽车上的应用”。
研究表明,汽车燃油消耗与汽车的自身质量成正比,汽车质量每减轻1%,燃油消耗降低0.6%~1.0%,燃油消耗的下降,排放也会减少。
对于电动车来说,如果采用增加电池来增加行驶里程,成本会非常高。在电池技术短期难以突破的情况下,电动汽车迫切需要采用轻量化技术来降低重量,以减轻电池增重的压力。
1 国内车身轻量化发展现状
1.1 国内整车企业在汽车车身结构开发上仍沿用传统汽车设计理念,在轻量化材料和新技术的应用方面也明显落后。
1.2 国内材料品种、数量、性能与国外还有很大差距。国内汽车企业和材料企业也融合得不够,国内材料企业明显滞后于汽车产业发展。
1.3 由于技术限制,国内企业在材料和加工成本控制难度大,导致整车成本上升,制约了汽车轻量化的发展。
1.4 国内没有完整的汽车轻量化零部件技术和产品标准。
2 轻量化车身的四种技术路线
目前,轻量化车身的四种技术路线,分别是钢板车身、铝合金车身、碳纤维车身及多种材料混合车身。其中多种材料混合车身是车身轻量化的发展趋势。
2.1 钢板车身轻量化路线
车身本体主要采用高强度钢板作为主要轻量化材料。
2.1.1 高强钢材料包括高强钢、超高强钢、先进高强度钢
——高强钢指屈服强度介于210~550MPa的钢材;
——超高强钢(UHSS)指屈服强度大于 50Mpa,抗拉强度大于700Mpa;
——先进高强钢(AHSS),强度在500MPa~1500MPa之间。
2.1.2 高强钢材料的应用
目前钢板车身使用的高强度钢板(包括高强度、超高强度和夹层减重钢板),主要应用在汽车加强件等方面,特别是车身A、B柱,门槛,纵梁、横梁、侧围边梁以及中央通道等关键部位上,如图1所示。

图1
2.1.3 钢板车身轻量化路线的优势
1)材料成本低
钢的价格5000~9000元/吨,相对便宜, 尤其是高强钢的应用,因其良好的安全性,低成本等因素,在今后一段时间内还将是降低汽车质量的主要材料。
2)减重效果好
高强钢屈服点较高,可以通过减少外表面的厚度,达到减少质量的目的。
当钢板厚度分别减少0.05mm、0.10mm、0.15mm时,车身减重分别为6%、12%、18%左右。
理论上,相对于传统340MPa的材料,600MPa级钢种的减重潜能约为20%,800MPa级钢种的减重潜能可达到30%以上;零件厚度减薄10%~20%,高强度钢板的均价增加10%~25%,因此单件成本基本不变。
3)车身性能易保证
采用高强钢的车身,在车身碰撞安全性、刚度、强度等车身性能开发具有优势,在不增加成本的前提下,实现车身减重10%~25%(以4门轿车为参照),且静态扭转刚度提高80%,静态弯曲刚度提高52%,车身强度及安全性能得到极大的提升。
4)制造成本低,技术成熟,应用广泛。经济性好
制造成本较低,可以沿用原有的冲压设备及焊接设备,生产线不需调整,可实现多种车型共线生产。
2.1.4 钢板车身轻量化路线劣势
随着强度增加,高强钢冲压性能变差,回弹量大尺寸难以控制。
车身采用钢板材料与采用铝合金材料相比,减重效果无优势以某A0级车为例 ,车身采用高强钢材料,白车身重量为360kg,而采用铝合金材料,则白车身减重约为20%,即减少重量72kg。车身材料采用铝合金减重效果明显。
虽然车身采用钢板具有较大的成本优势,但利用高强钢进行车身轻量化的空间已经十分有限。
2.2 铝合金车身轻量化路线
车身本体主要采用铝合金作为主要轻量化材料。
2.2.1 铝合金材料及其在车身的应用

表1 铝合金的应用
2.2.2 铝合金车身的优点
1)铝合金具有质量轻、耐腐蚀性好、耐磨性好、比强度高及可回收等优点。
2)轻量化成效明显,铝合金减重效果优于钢铁。
汽车使用1 kg铝合金材料可替代2.25 kg钢材,相对于钢板车身,轻质铝合金车身可以减重20%~30%。
据欧洲铝业协会(EAA)的研究表明,对于高尔夫之类的小的电动车型,在相同续航里程下,使用全铝车身将增加1015欧元成本,但可以节省电池成本1650欧元,总成本仅增加635欧元。
3)铝合金车身比钢制车身具有更明显的弹性优势。在碰撞时,能够更好的吸收冲击力,保护车内人员的安全。
2.2.3 铝合金以其轻量化效果明显,日益受到各汽车厂家的重视。

图2
奥迪A8 D3 采用全铝车身,车身均采用铝材制造,框架采用立体框架结构,覆盖件为铝板冲压而成。与钢板车身相比,质量减轻30~50%,油耗减低5~8%,扭转刚度增加了38%以上,如图2所示。
2.2.4 铝合金车身在汽车制造方面问题
1)材料成本高,铝合金目前市场价格为4.5万/吨,是普通钢板的2~5倍。
2)冲压工艺方面
材料延伸率不够,易拉裂。基于铝板液压成形技术欠缺、工装和模具开发成型难度大韧性差。
3)焊接工艺方面
焊接性能差,传统点焊不适用。钢铝焊接比铝铝焊接更加困难,钢和铝的熔点相差大致在 900℃左右。混线生产困难。
4)涂装工艺方面
铝的膨胀系数是钢的2倍,随温度上升,铝制零件会伸长。铝合金表面的致密氧化膜与铝车身活泼的化学性质,电镀的预处理会难一些。混线生产困难
5)生产线改造
传统生产线设备及工位等均需改造或重建,如开卷、冲压、焊装、涂装。
6)原材料供应方面
铝合金板材国产技术不成熟,产能过小,铝板供应商仅江苏诺贝丽与天津神户、爱丽。
7)铝合金车身连接困难是阻碍铝合金发展的瓶颈
目前铝制车身的连接方式如下:
——捷豹XFL 采用自冲铆接及胶粘技术实现车身连接,如图3所示。

图3
——特斯拉采用焊接工艺实现车身连接
如图4所示,通过选择CMT冷金属过渡技术实现钢和铝的连接,以及伏能士DeltaSpot电阻点焊技术实现在不同在不同厚度/不同材料的焊接,如图5所示。

图4

图5
——凯迪拉克CT6采用铝激光钎焊、铝电阻点焊、自攻螺接、自冲铆接实现连接
8)全铝合金车身生产工序繁多,工艺复杂,制造成本过高,板材产能过小,难以与量产车型共线等因素,导致其推广应用受限。
2.2.5 国内铝制车身零件现状
1)压铸造铝合金技术在国内应用十分成熟。采用压铸工艺制作有车身零件有如下优势:
——具有较高强度,起连接车身各铝材的作用。
——可以将十几个冲压件集成为一个压铸件,解决较为复杂的或深冲的零件表面质量及尺寸精度问题,降低模具的费用。
——可以解决钢板焊接工艺缺陷带来的疲劳强度不足问题。
2)我国自主研发的车身用铝合金型材挤压→弯曲→淬火一体化成形技术,能简化生产工压差表、降低制造成本,从而时一步推广铝合金在汽车上的大众化应用。
2.3 碳纤维车身轻量化路线
采用碳纤维增强复合材料(CFRP)为主的车身,减重效果明显。
2.3.1 碳纤维增强复合材料(CFRP)优点
碳纤维增强复合材料(CFRP)有绝佳的韧性和抗拉强度。CFRP的体积质量只有钢材的20%~30%,而硬度却是钢材的10倍以上,这使得CFRP车身比钢质车身减轻50% 以上,比铝质车身减轻约30%。
宝马在i3和i8的乘员舱,采用高强度且轻量化的碳纤维增强复合材料( CFRP),强度是钢材的10倍、重量仅为钢材的 1/2。使用这种材料可以大幅降低车身重量,同时有助于提升车辆的燃油经济性和操控性,如图6所示。

图6
2.3.2 碳纤维增强复合材料(CFRP)劣势
1)碳纤维是一种脆性材料,一旦受力过大就会直接断裂,损坏后基本无法修复。
2)碳纤维与其它材料连接存在问题,使用螺栓连接,连接孔周围很容易产行裂纹。
3)碳纤材料成本与制造成本高,制造工艺不成熟,是制约碳纤维车身发展的重要因素,碳纤维材料成本为80万/吨。
2.4 多种材料混合车身轻量化路线
车身主要以钢材料或铝合金材料作为车身骨架,其它车身零件采用复合材料或工程塑料制作。
2.4.1 复合材料主要包括碳纤维、SMC、LFT、增强PP等。
1)复合材料SMC的应用
欧洲和美国SMC汽车部件用量最多。应用领域包括悬架零件、车身及车身部件、发动机盖下部件、车内装饰部件等,其中尤其以保险杠、车顶、发动机罩、发动机隔音板、前后翼子板等部件用量最大。
2)复合材料LFT的应用
由于性价比高,以PP为基体树脂的LFT占LFT总量的80%以上。主要应用于前端模块、保险杠支架、杂物箱、座椅框架、车底护板、内饰件支架、电池托架、内门板组件、地板等。
3)复合材料增强PP的应用
由于GMT(玻璃纤维增强型热塑性塑料)材料具有冲击韧性好、重量轻、生产效率高、加工成本低、可再生利用等 一系列优点的,其优良的特性使之能够在一些汽车零件上取代钢材和铝材。主要应用于仪表板、车门内板及前端模块等零件。
2.4.2 工程塑料
工程塑料主要包括聚乙烯、聚氯乙烯、聚四氯乙烯、聚苯乙烯、聚丙烯等。
1)工程塑料的优势
— 成型性好、质量轻(减重约20%~30%),能够缓冲吸能。抗冲击性好,造型设计自由度大,抗腐蚀性好。
— 热固性塑料:耐热性好,受压不易变形,常用的有环氧树脂、酚醛树脂、氨基树脂、有机硅树脂。
— 热塑性塑料加工成形性好,力学性能好。
2)工程塑料劣势
— 塑料刚度低、易老化,在车身上应用具有安全隐患
— 热固性塑料力学性能较差。
— 热塑性塑料耐热性较差,容易变形。
3)工程塑料在车身的应用
— 车身内、外装饰件,内饰材料;
— 车身附件的壳体、罩盖、支架和手柄等;
— 前、后保险杠,车门防撞装饰条等车身外部防撞构件;
— 代替钢板材料制造车身板件,如挡泥板、车门外板、发动机罩、行李舱盖等。
2.4.3 多种材料混合车身的典型结构
1)铝全金骨架+高强钢+碳纤维车身结构
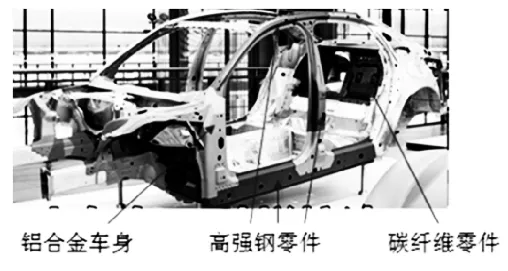
图7
Audi A8 D5车身的整体框架由铝型材搭建,关键部位采用铝制铸件进行连接,车身表面采用铝制板金件。为了进一步降低车身重量,车厢后部采用了碳纤维材料,车厢部分采用高强度合金钢,如图7所示。
相比Audi D3车型,动态刚度提高24%,轻量化指数提高12%,车身前部刚度提高14%。

表2 Audi A8 D5车身材料构成比例
2)铝全金+高强钢车身结构
特斯拉Model S的车身和底盘主要采用铝合金材料,车身框架用高强度硼钢加固,如图8所示。
特斯拉铝合金的使用率实际也只是 98%,车体中也使用了其它复合材料,比如非天窗版的项盖采用的是树脂材料。

图8

图9
卡迪拉克 CT6 的车身采用钢板和铝合金组成而成的车身结构,车身轻量化铝合金材质比例已经达到 64%。因此比传统的钢制车身结构减轻约99kg,如图9所示。
3)高强钢+塑料车身结构
戴姆勒奔弛Smart的车身覆盖件大量采用GE公司生产的Xenoy PC/PBT树脂面板,可以降低低速碰撞后的维修成本。但A柱,B柱和门槛仍然是采用钢板作为覆盖件材料,如图10所示。

图10
图11
4)高强钢+SMC+铝合金车身结构
上汽荣威E50纯电动轿车车身采用了轻质材料和超高强度钢结构。驾乘室采用了超高强度钢结构,前缓冲梁采用铝合金材料,尾门采用SMC复合轻量材料。充电口及小门、PEB横梁也被新型合成材料所代替,如图11所示。
5)铝全金骨架+碳纤维车身结构
北汽新能源 ARCFOX- 1,该车型采用了碳纤维复合材料上车身、铝合金框架式车身设计,实现碳纤维复合材料同时应用于结构件和外观件。与传统钢制车身相比减重 30%。比同类车型整体减重15%,采用铆接技术,续航能力提升11%。,如图12所示。
单车用铝量超过160kg,占车身重量的54%,采用镁合金仪表板管梁,较传统钢制横梁减重 30%以上,单车用镁量超过5kg。

图12

图13
6)铝全金骨架+复合材料外覆盖件+碳纤维车身结构
奇瑞新能源纯电动车“小蚂蚁”是基于全铝空间架构+全复合材料外覆盖件的轻量化技术平台开发。采用了高强度铝合金骨架、FRT发泡树脂复合材料外覆盖件和碳纤维材料应用等轻量化技术,如图13所示。
3 总结
3.1 因碳纤维复合材料的每吨成本很高,尚有许多关键技术没有突破,目前不太适合在轻量化车身上大批量使用。
3.2 以钢板车身、铝合金车身或钢铝混合车身为主,复合材料或塑料零件为辅,多种材料组成的车身日益成为轻量化车身的趋势。
3.3 钢板车身无论是在成本、结构设计与性能开发以及生产制造等技术均有优势。高强钢及超高强钢的大量应用为钢板车身的轻量化设计,提供了足够的技术支持,但与铝合金对比,减重效果依然有很大的差距。超高强钢在冲压领域的应用,有一定的局限性,采用热成形技术,必然会带来成本的提升。
3.4 铝合金的应用,依然是车身轻量化的发展方向,但由于受铝板较高成本与国内铝制车身零件的设计制造能力以及供应商供货能力限制,近期推广难度较大。加之铝板在冲压、焊接、涂装等方面的工艺难度及工装、设备的改造及更新,造成制造成本过大,这些都是铝制车身成本居高不下,现阶段难以推广的根本原因。
3.5 如何根据现有工艺水平与制造能力,充分利用钢制车身在成本与性能、制造上的优势,结合铝合金及复合材料轻量化的效果,考虑到国内铝制零件的制造能力,在成本增加不多的情况下,满足车身轻量化的要求,是我们研发人员考虑的方向。
[1] 何莉萍.汽车轻量化车身新材料及其应用技术[M];湖南大学出版社;2016.9.
