低温快干卷烟搭口胶的制备与应用
2018-03-15徐淑浩李国智朱雪峰龙雨蛟杨仁礼马原震王家俊何保刚
徐淑浩,李国智,朱雪峰,龙雨蛟,杨仁礼,陈 杰,马原震,王家俊,何保刚
(1.红云红河烟草(集团)有限责任公司,云南 昆明 650231;2.云南中烟工业有限责任公司技术中心,云南 昆明 650231;3.大丰化工科技有限公司,云南 弥勒 652399)
围绕卷烟搭口胶应用性能及质量,国内开展了多方面的改进与研究,对推进卷烟工业技术发展、产品质量的提升发挥了重要的作用[1~5]。随着卷烟企业卷烟机型、卷烟产品规格越来越多,卷烟机烙铁性能、被粘接物卷烟纸的特性差异越来越大;加之基于烟用材料安全性要求,限制了搭口胶中一些有利于粘接性能而不利于安全性的禁用物质,较大程度上削弱了众多搭口胶在卷烟机烟条烙铁较低工作温度下的应用性能;现在多数搭口胶主要适合于240 ℃以上烙铁温度的应用;卷烟机烟条烙铁工作温度越高,越容易产生烙铁与烟条接触面的变形及加快烙铁性能衰减等问题,给设备维护、卷烟产品质量带来诸多不利影响[6~8]。本研究采用高固含量乙烯-醋酸乙烯(EVA)共聚乳液,制备了适合于卷烟机较低烙铁温度下应用的搭口胶,在卷烟机烙铁工作温度160 ℃下开机,烟支搭口粘接牢固、平滑,具有干燥速率较快、性能较稳定等特点。
1 实验部分
1.1 主要原料
乙烯-醋酸乙烯共聚(EVA)乳液,美国塞拉尼斯公司;聚乙烯醇(PVA,用时制备成质量分数为19.75%的水乳液),中国石化集团四川维尼纶厂;氢氧化钠(用时配制成2.3%的溶液),新疆中泰化学股份有限公司;甲基异噻唑啉酮(含量为1.5%),德国朗盛公司;聚二甲氧基硅氧烷(含量为24%),德国EVONIK公司;去离子水(电阻率≥18.22 MΩ·cm),自制。
1.2 仪器与设备
反应釜,江苏洪流化工机械有限公司;DV-II+型数字黏度仪,美国Brookfield工程实验公司;精密恒温干燥箱,德国冰德公司;QMB型差示扫描量热(DSC)仪,南京大展机电技术研究所;DCS型最低成膜温度测试仪,上海乐傲试验仪器有限公司;ACQUITY型超高效液相色仪,美国WATERS公司;G188/7890B/5977A HS/GC/MSD型顶空/气相色谱/质谱联用仪、6980A型气相色谱仪,美国Agilent公司;分析天平(感量为0.1 mg),瑞士梅特勒科学仪器公司;RM200A型转盘式全自动吸烟机、DT综合测试台,德国BORGWALDT KC公司。PASSIM型高速卷烟机,英国MOLINS公司;ZJ17型高速卷烟机,常德烟草机械有限公司;GD121型高速卷烟机,意大利GD公司;PROTOS 2-2型高速卷烟机,德国HAUNI公司。
1.3 搭口胶的制备
在洁净的反应釜中投入EVA乳液93~95 kg,开机,以130 r/min速度搅拌45 min;搅拌过程中缓慢投入19.75%的PVA乳液2~4 kg,再以1.4 g/s的滴速,滴加2.3%浓度的氢氧化钠溶液1~1.5 kg;最后投入含量为1.5%的甲基异噻唑啉酮0.1~0.3 kg;边搅拌边添加一定计算量的去离子水,同时缓慢加热反应釜,升温至50~60 ℃,搅拌1.5 h;停止加热,待物料温度降至室温后,停止搅拌,物料经过滤,即得所需产品。
1.4 性能测试
(1)外观:采用目测方法进行观察。
(2)气味:采用感官嗅觉的方式进行。
(3)固含量(不挥发物含量):按GB/T 2793—1995《胶粘剂不挥发物含量的测定》进行测定。
(4)黏度:按GB/T 2794—2013《胶粘剂黏度的测定单圆筒旋转黏度计法》,采用数字黏度仪进行测定[温度为(25.0±0.5)℃]。
(5)pH值:按GB/T 14518—1993《胶粘剂的pH值测定》进行测定。
(6)稀释稳定性、流动性、冻融稳定性:按照YC/T 188-2004 《高速卷烟胶》进行测定。
(7)苯、甲苯及二甲苯类:按YC/T 334—2010 《烟用水基胶苯、甲苯及二甲苯的测定 气相色谱-质谱联用法》进行测定。
(8)邻苯二甲酸二甲酯类:按YC/T 333—2010 《烟用水基胶邻苯二甲酸酯的测定气相色谱-质谱联用法》进行测定。
(9)甲醛:按YC/T 332—2010《烟用水基胶甲醛的测定 高效液相色谱法》进行测定。
(10)醋酸乙烯酯:按YC/T 267—2008《烟用白乳胶中乙酸乙烯酯的测定顶空-气相色谱法》进行测定。
(11)铅、砷:按YC/T 316—2014《烟用材料中铬、镍、砷、硒、镉、汞和铅残留量的测定电感耦合等离子体质谱法》进行测定。
(12)大肠菌群:按GB/T 4789.3《食品卫生微生物学检验大肠菌群测定》进行测定。
2 结果与讨论
2.1 黏料的选择
传统卷烟搭口胶黏料为EVA共聚乳液,其固含量为50%~55%,黏度为1 500~2 500 mPa·s,相对最低成膜温度为0~5 ℃,Tg(玻璃化转变温度)为5~10 ℃,固化时间为8~10 s;成膜温度较高、固化时间较长,在较低烙铁温度下难以实现快速粘接。而在本研究的低温快干卷烟搭口胶研制中,选择固含量较高的EVA为粘料,固含量为55%~60%、黏度为1 400~1 600 mPa·s、相对最低成膜温度为0~2 ℃,Tg为 -2~2 ℃,固化时间为4~6 s;具有成膜温度较低,固化时间较短等特点,有利于拓展其应用性能。
2.2 VAE乳液用量与搭口胶固含量关系及对降低烙铁温度的影响
以上述VAE乳液为黏料,按照不同添加比例制备不同批次的搭口胶,测定其固含量并进行上机耐烙铁温度试验,试验数据如图1所示。
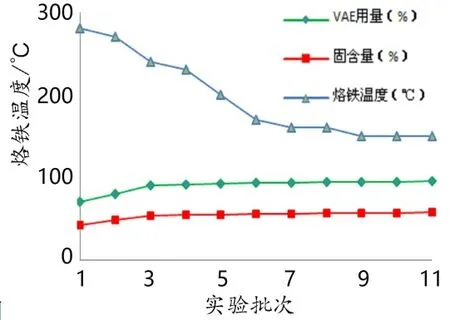
图1 不同搭口胶批次中EVA乳液用量与胶体固含量关系及相应的烙铁温度结果Fig.1 Corresponding relation between EVA emulsion amount,adhesive solid content and soldering iron temperature for different batch tap adhesives
由图1可知:随着EVA乳液用量的增加,胶体固含量也在增加,有利于提升搭口胶在较低烙铁温度下的应用性能;但固含量不能过高,否则胶体对卷烟纸润湿性能降低[9],无法完成涂胶均匀性。当EVA乳液用量为92%~93%时,搭口胶固含量约为55%,在烙铁温度为200 ℃时,机台运行正常,涂胶均匀、稳定;当EVA乳液用量为94%~95%时,搭口胶固含量达56%~58%,在烙铁温度为160~150 ℃时,机台运行正常,搭口面粘接强度较高、干燥速率较快,但涂胶嘴处有明显积胶、上胶不均匀;因此,选择EVA乳液用量为93%~95%,保持搭口胶固含量为56%~57%,以进一步研究改善其应用性能。
2.3 胶体保护剂
采用19.75%浓度的PVA乳液作为胶体保护剂[10],添加不同PVA乳液用量对胶体黏度、稳定性及上机适应性的影响,结果如表1所示。
由表1可知:随着PVA乳液用量的增加,胶体黏度和稳定性提高;同时涂胶嘴积胶呈减少趋势,此举有利于增强胶体对卷烟纸的润湿性;当PVA乳液用量为2.5%~3.5%时,胶体稳定,且在160 ℃烙铁温度下粘接性能较好;因此,选择PVA乳液适宜添加量为2.5%~3.5%。
2.4 分散介质——水
水作为乳液的分散介质或稀释剂,不仅是影响搭口胶黏度、流动性等物理指标的重要因素;也是影响上机适应性及保证较低烙铁温度下应用性能的重要因素。在VAE乳液、PVA乳液用量一定情况下,添加不同量去离子水,考查胶体黏度值、流动性变化及上机适应性;结果如表2所示。

表2 水用量对胶体黏度、流动性及上机适应效果的影响Tab.2 Effects of water amount on colloid viscosity,fluidity and machine operation
由表2可知:随着水用量的增加,胶体黏度值呈降低趋势,流动性也趋好,上胶均匀、稳定,涂胶嘴积胶较少;但在较低烙铁温度下的应用性能也随之降低。当水量为2%~5%、胶体中含水量保持约42%~45%时,黏度值约为1 400 mPa·s,流动性适中;此时即能保证胶体良好的涂胶、上胶稳定性,同时在卷烟机烙铁温度为160 ℃时,应用性能稳定。
2.5 消泡剂
试验选择了水溶性、热稳定性较好的聚醚硅氧烷共聚物乳液类消泡剂进行消泡效果及应用的试验。结果表明,消泡剂用量为0.1%时,对胶体中气泡抑制或破坏效果相对最好;但在卷烟机烙铁温度为180 ℃时,出现跑条、爆口等现象,粘接性能明显降低。而不加消泡剂搭口胶经静置6 h后,自然消泡完全,且在卷烟机烙铁温度为160 ℃时,应用性能稳定。
2.6 pH值调节剂
在烟用水基型乳胶应用中,由于VAE乳液生产使用周期、贮存条件等可能带来或引起乳液体系pH值发生变化,从而影响胶体性能的稳定性及对应用设备、卷烟原材料产生腐蚀,烟草工业企业对卷烟搭口胶的pH值控制要求为5.0~7.0。本研究采用2.3%的NaOH溶液作为pH值调节剂,适宜的添加用量为1.3%。
2.7 低温快干搭口胶的组成及性能
上述试验是以保证较低烙铁温度下搭口胶应用性能为目标的,该搭口胶配方优化组成(质量份)为:VAE乳液93%~95%,PVA乳液2%~4%,辅助剂2%~3%,搭口胶中水分含量42%~45%。产品主要性能及安全性指标如表3、表4所示。

表3 低温快干搭口胶性能Tab.3 Performance of low-temperature and fast-drying adhesive

表4 低温搭口胶安全性指标Tab.4 Safety indicators of low-temperature and fast-drying adhesive
2.8 低温快干搭口胶卷烟产品物理、烟气、感官质量
2.8.1 低温快干搭口胶卷烟产品质量的评价
选择PASSIM、ZJ17、GD121和PROTOS 2-2等高速机型,对烙铁温度、施胶技术进行研究,并确定搭口胶适宜的烙铁工作温度;按照GB/T 5606标准,检验卷烟产品物理指标(质量、圆周、吸阻、总通风率、长度和硬度)、烟气以及感官质量等(详见表5~7)。
2.8.2 低温快干搭口胶卷烟产品的性能分析
在 PASSIM、 ZJ17、 GD121和 PROTOS 2-2中高速卷烟机型上,调整烙铁工作温度为160 ℃并开机及生产运行,对各机型生产的卷烟产品进行抽样、分析;各牌号、机型和低温快干搭口胶卷烟产品的物理指标、烟气和感官质量检验结果如表5~表7所示。

表5 低温快干搭口胶卷烟产品物理指标检验结果Tab.5 Measured results of physical indicators of cigarette products
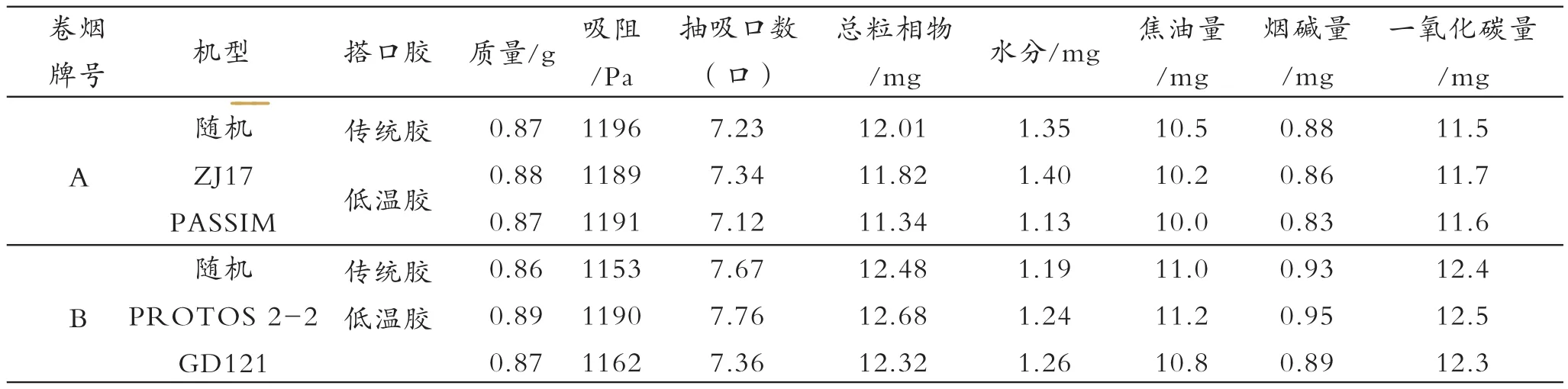
表6 低温快干搭口胶卷烟产品烟气指标检验结果Tab.6 Measured results of smoke indicators of cigarette products

表7 低温快干搭口胶卷烟产品感官质量检验结果Tab.7 Measured results of sensory quality of cigarette products
由表5~表7可知:低温快干搭口胶的应用,对卷烟产品的物理、烟气和抽吸质量无明显影响。
3 结论
通过对低温快干卷烟搭口胶进行上机试验分析,结果表明:①该胶完全可以满足卷烟机7 000~11 000 支/min的机速要求,烙铁工作温度可以维持在160 ℃左右;②其最优配方组成(质量份)为,固含量为55%~60%的 VAE乳 液 93%~ 95%、 浓 度 为 19.75%的PVA溶液2%~4%、辅助剂2%~3%;③该搭口胶应用在中高速卷烟机上,生产的卷烟产品经过物理、烟气和感官质量等检验,结果无明显差异,卷烟产品内外在质量较稳定。
[1]刘巍,许若飞,陈章玉.快速卷烟纸搭口胶的发展趋势[J].烟草科学研究,2005,3(3):39-40.
[2]王海荣.高速卷烟胶的研制[J].贵州化工,2002,27(6):21-23.
[3]裴惠,蒋建利,韩志慧,等.卷烟用高速包装搭口胶的研究[J].包装工程,2004,25(6):61-62.
[4]温光和,沈靖轩,马涛,等.新型搭口胶的制备及其对卷烟品质的影响[J].应用化工,2010,39(11):1722-1725.
[5]陈元武.FHX-2高速卷烟胶粘剂的制备[J].中国粘胶剂,2000,10(2):22-24.
[6]孙历.卷烟搭口胶应用探讨[J].上海烟业,2000,3(3):6-8.
[7]尹俊林,牟定荣,温光和,等.卷烟搭口胶现状和发展[J].中国胶粘剂,2005,14(10):43-46.
[8]熊安言,郜海民,张爱忠,等.不同搭口胶施胶量对卷烟质量的影响[J].科技通报,2015,31(9):120-122.
[9]李明.VAE系列高速卷烟机用乳胶的研究[J].化学与黏合,1995,3(3):167-169.
[10]唐红玉,王亚明,张松.高速卷烟接嘴胶的研制[J].当代化工,2008,37(1):71-73.
