钻机绞车滚筒绳槽加工程序设计*
2018-03-13李占熙蒲亚昭任宗亮武迎莉
李占熙,蒲亚昭,任宗亮,武迎莉
(兰州兰石石油装备工程股份有限公司,甘肃 兰州 730300)
0 引 言
石油钻机绞车是起升系统的关键设备,是钻机的关键核心部机之一,它主要的作用是在打井作业过程中,悬挂钻具,起下钻柱、钻头,控制钻井压力,起下钻具和下套管;对于自升式井架钻机(如:直升机吊装钻机),用来起升和下放井架。绞车的关键部件就是滚筒轴总成,利用滚筒体缠绕钢丝绳来实现以上作用,其关键技术就是其特殊的折线绳槽的设计和加工制造。随着钻井深度的变化,钢丝绳分层往复整齐的缠绕在双折线开槽滚筒上,具有不乱绳、不空槽、不咬绳、不背绳等优点,减小变形、磨损和断股等结构性损坏,延长绞车及钢丝绳的使用寿命,降低钻井成本。
1 折线绳槽的结构特点
钻机绞车滚筒绳槽采用双折线结构形式,其特点为斜线绳槽和直线绳槽交替出现,从而在滚筒表面形成两个斜绳槽区和两个直绳槽区。所谓斜绳槽,是指与卷筒母线斜交的绳槽,直绳槽是指与卷筒母线直交或与法兰平行的绳槽。斜线绳槽控制绳槽的螺距,在一圈绳槽中占得比例较小,其结构特点,可有效缓解钢丝绳在加载时的挤压变形、相互摩擦和早起磨损问题。现在普遍采用图1所示角度结构形式,其中斜绳槽所占圆心角为45°,直绳槽所占圆心角为135°。
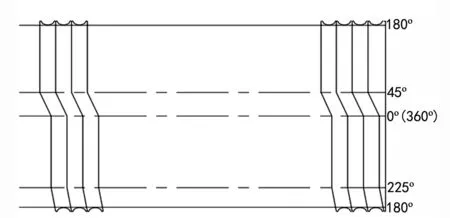
图1 折线绳槽结构图
折线绳槽的加工制作,它既可以直接在卷筒上整体加工成型,也可以制成带有这种绳槽的套,并且做成分体式的,安装时包裹在光面卷筒上,通过螺栓或焊接与卷筒连接成一体,目前国外大都采用这种方式。折线绳槽筒体的材料可为碳钢、不锈钢、合金钢、铝或玻璃纤维等制作,筒体的制作可以用板材卷制,也可以采用铸造方式。
2 编程原理分析
由于折线绳槽结构特点是由斜线段与直线段交替组成的圆弧槽周期循环而成,形成的螺纹为不完全螺纹,而且折线深槽在圆周上的排列不是任意的,它与出绳口有一定的位置关系,因此如何使用数控指令控制刀具在确定的位置进刀完成折线绳槽的加工,这是关键所在。
在讨论HT200×60/20-NC数控卧式机床上完成绞车滚筒的加工程序是基于数控系统FANUC Series oi-TC编制完成。螺纹切削指令G32,当执行该指令时,在接到主轴位置的零点信号后继续运转到螺纹起始角,然后开始螺纹切削动作。折线绳槽的加工就是利用G32指令的这一特性,保证每次加工开始位置的一致性,数控编程计算也以此为参考。程序编制时采用G95每转进给,通过计算进给速度F,可以控制进刀位置以及绳槽轨迹的实现。在编程之前,首先要确定机床螺纹加工启动点在主轴方向上的位置,工件的装夹、找正以此为基准。
3 数控加工路线的设计
图2为绞车滚筒的毛坯,采用组焊结构形式,由左轮毂、右轮毂筒体组焊而成。根据滚筒的毛坯尺寸和双折线绳槽的特点,将双折线绳槽分成三个部分,第一部分右端凸台,第二部分,中间绳槽部分;第三部分,左端爬坡部分。

图2 滚筒毛坯图
滚筒的加工分为粗加工和精加工。粗加工时按上述三部分,分段车削,去除毛坯余量。精加工时,用左右架分两次车削。具体加工流程如下:
工艺路线:①车出右端凸台R绳槽部分;②按折线轨迹,去除右端凸台多余部分。即通过不断地调用一圈折线轨迹子程序去除余量;③按绳槽轨迹,去除左端凸台余量;④调用爬坡程序,车出左端凸台;⑤调用滚筒粗加工程序,从右端出绳口位置进刀,设定右端加工圈数,完成右半部分绳槽粗加工。粗加工分层加工,确定好每层的加工深度和走刀次数;⑥调用精加工程序,完成右半部分绳槽精加工;⑦换左刀架,左边法兰内侧对刀,根据右半部分绳槽的加工圈数,计算确定出左边绳槽加工的起的位置。调用粗加工和爬坡程序,完成左半部分绳槽的粗加工;⑧调用精加工程序,完成左半部分绳槽精加工。
4 数控加工程序设计
滚筒绳槽的加工过程,实际上是刀具按绳槽轨迹的的轮廓运动,从而完成车削加工。由于在加工工程中需要多次通过刀具按绳绳槽轨迹运动,去除余量,应此我们将各个阶段的轨迹程序编写为子程序,主程序控制每次切削的吃刀量。通过主程序不断调用子程序,完成绳槽的余量去除和轮廓形成。
双折线绳槽的加工可分为三个部分,右端凸台、中间绳槽部分、左端爬坡部分。下面根据图3所示的双折线绳槽结构,分析其切削加工过程。
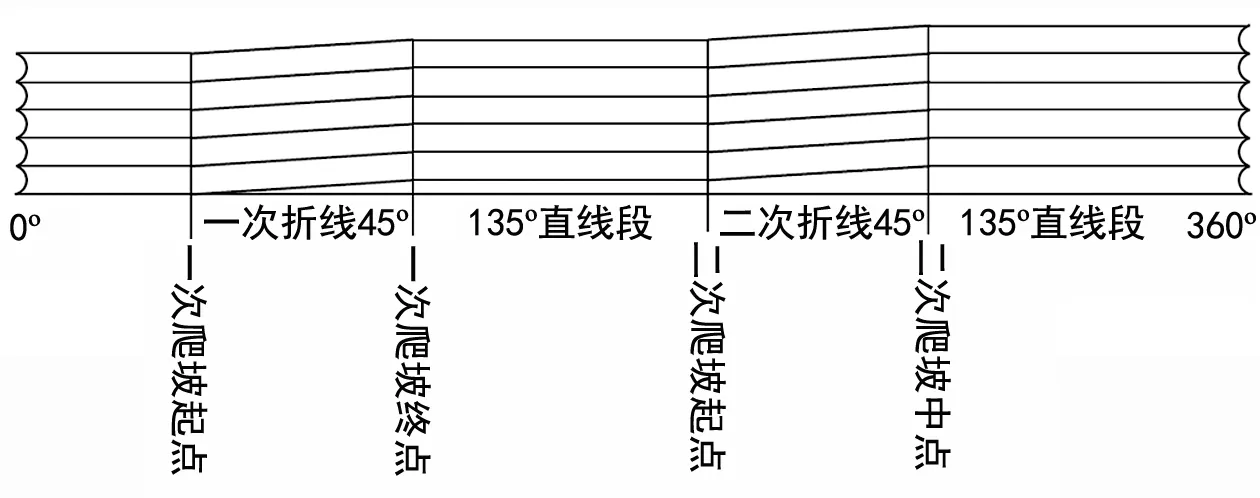
图3 双折线绳槽结构
切削加工过程分析:①工件按划线位置找正工件,即一次爬坡起点线和主轴螺纹切削同步点的位置在同一直线上。以此为基准,设定坐标系,对程序的坐标位置和相关数值进行计算;②按照加工路线,分别去除左、右凸台,绳槽余量。加工绳槽时采用自制的圆弧车刀分层车削,合理确定每一刀的吃刀深度,准备好刀具,启动加工程序,程序中采用主轴正转,进给量是每转进给的方式。主程序控制刀具每次的径向吃刀深度,子程序控制刀具的折线运动轨迹。程序运行开始,刀具由安全距离运动至出绳口位置,主轴转动,刀具轴向没有位移,当出现程序指令G32时(此时的位置恰好是一次爬坡起点的位置),开始走第一段45°折线,接着是中间135°范围的直线段。程序中通过3段G01指令,由进给速度F控制在刀具径向微量运动,从而保证135°。接着到二次折线的起点位置(也为二次爬坡的起点位置),由G01指令,控制在轴向的位移,W为半个螺距值,进给速度F控制45°的角度范围,二次折线完成。最后一段直线段,在等待下一次G32指令时完成,这样就完成一整圈绳槽的加工。下一次G32指令出现时,进行第二圈的绳槽加工。我们将这加工一整圈的绳槽加工程序编制成子程序,然后不断调用,根据具体情况,设定调用次数,完成多圈绳槽的加工。在用右刀架车削右半部分时,可以不用调用爬坡程序,而在加工左半部分绳槽时,末尾是爬坡段,应此在调用绳槽程序调用结束后,后面紧接着爬坡段程序。
根据切削加工的的刀具轨迹和程序的的多次调用,我们将折线轨迹,爬坡段,控制进刀部分,编制为子程序,主程序编写每次加工刀具进刀的坐标位置,控制进刀。这样就可以大大缩减程序代码的篇幅,提高编程效率,降低出错几率。
4.1 进刀程序编制
如图4所示,滚筒在毛坯状态下的出绳口位置右一段空刀区,其它位置为高度为h的凸台。因此加工时必须让刀具越过出绳口的凸台,并能准确地进入空刀区,否则会打坏刀具。用端面螺纹进刀,需计算出在出绳口空刀区范围内越过凸台高度h时的进给速度F。在确定进给速度F后,计算刀具起刀点(一次爬坡位置)到出绳口位置的距离,即为进刀距离。进刀距离为从起刀点到切削点之间的纵向距离,根据进给速度F和所走过圆心角δθ计算。
图4 出绳口位置图
进给速度F:
(1)
进刀距离U:
(2)
通过上述计算确定出进刀距离和进给速度,接下来还需计算退刀点的坐标。退刀的位置,根据加工X方向的对刀位置加上退刀距离U进行计算。
其进刀子程序如下:
O0001
G32 U-- F--
G01 U-0.01 F0.4
U+0.10 F0.4
M98 P0003 Lxx;调用次数
G00 X-- Z--;退刀点
M99
4.2 爬坡段程序编制
爬坡段,根据各个阶段的爬坡高度,计算、确定出各阶段的控制速度。由于机床性能和系统反馈系统、执行系统反应时间差,在一转中的进给速度变化过多会导致在两个间隔进给速度F下进给速度达不到饱和状态,并不会产生明显的差异,应此在爬坡中不需将爬坡阶段分的过多。我们在一次爬坡阶段需要一个进给速度F,中间直线段需要一个控制速度,二次爬坡高度需要一个控制速度,过渡区许一个控制速度控制过渡范围。根据图5爬坡图为例,计算各个爬坡位置高度的控制速度F。
一次爬坡段:δh=517.37-480.5=36.87
其中0.15根据实际情况取,只需保证直线段的控制角度即可。
二次爬坡11.25°:δh=520.25-517.37=2.88
二次爬坡22.5°:δh=522.19-520.25=1.94
二次爬坡终点:δh=0.1
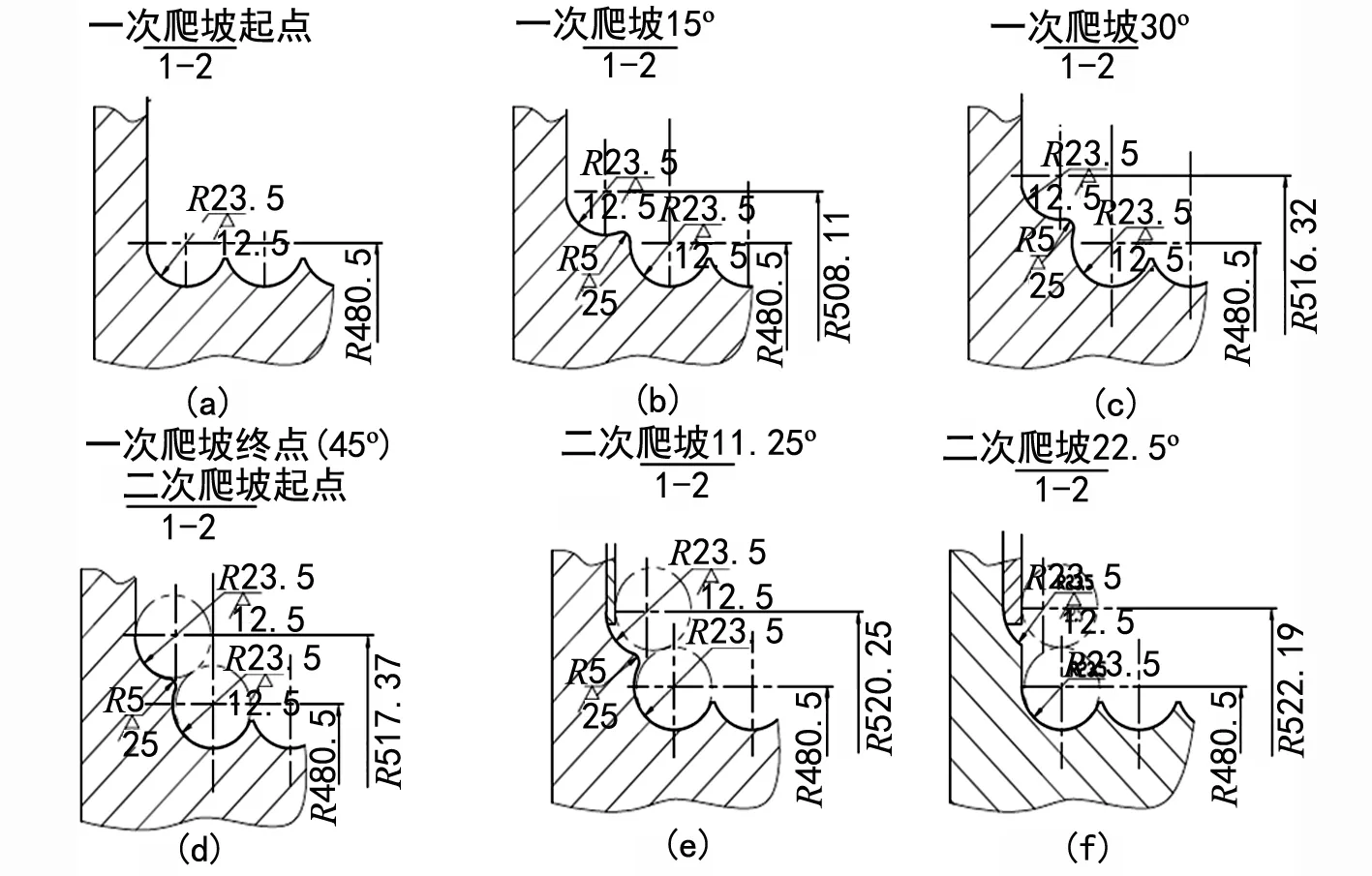
图5 爬坡位置图
其爬坡段的子程序如下:
O0002
N10S5
N15G32 U36.87 F294.96;一次爬坡
N20G01 U0.15 F0.4 ;直线段
N25U2.88 F92.16;二次爬坡
N30U1.94 F62.08;
N35U0.1 F1.6;
N40S3;
N45G00 X-- Z— 退刀点
N50G01 Z-10 F100
N55M99
4.3 折线绳槽程序的编制
图6绳槽开图,其绳槽半径为R23.5,绳槽间距为45.64,我们根据其计算控制折线绳槽的加工的进给速度F。其中每一段斜线段偏移半个螺距。编程时,我们根据前面所述的编程原理,可计算出各段的控制进给速度F。在两个斜线段之间的直线段通过三段微量进给调整,控制中间的圆心角范围。其具体程序如下:
O0003
S10
G32 W-22.82F182.56
G01 U-0.01 F0.08
U+0.01F0.08
U-0.01F0.08
G01 W-22.82F182.56
U+0.01F0.4
M99
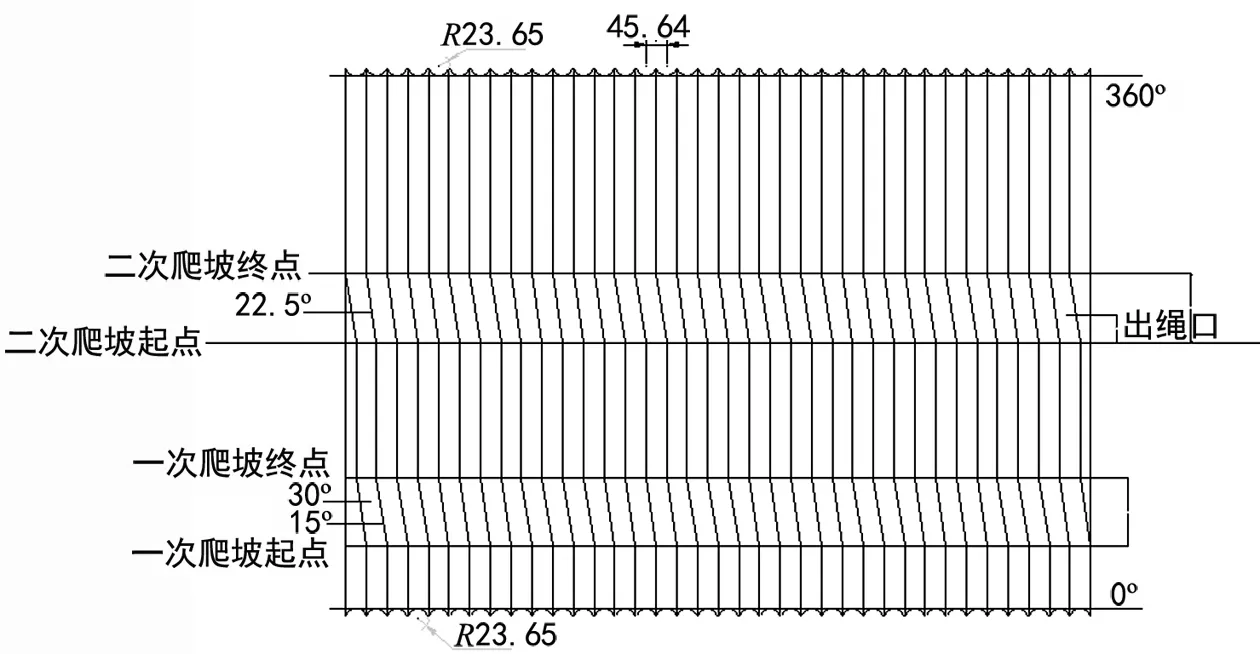
图6 绳槽展开图
5 绳槽粗、精加工程序的编制
粗、精加工过程的切削轨迹一致,跟据加工效率和加工精度要求,粗、精加最大的区别是走刀次数不同。粗加工过程主要目的是快速去除毛坯大量,因为绳槽深度较深,切削量较大,为了减小切削抗力,先采用小半径的圆弧车刀,较大的切削量进行粗加工。精加工的目的是为了实现绳槽最终的尺寸、精度要求。因此需根据粗糙度要求和刀具半径值确定出精加工需要的走刀次数,然后计算走刀轨迹,得出相应的刀位数据。粗、精加工的主程序控制每次加工的吃刀量和切削时刀具的位置,子程序控制绳槽轮廓轨迹的实
现。主程序通过不断地对子程序的调用,最终完成整个绳槽的切削。粗、精加工的编程格式如下:
N10 G97 G99 M03;
N15 G21;
N20 M03 S15;
N25 G50 X712.64 Z-30;
N22 G01 W0 F30
N30 G01 U-- W-- F50;刀具加工位置
N35 M98 P0001
N40 M98 P0002
……
M05
M30
6 结 语
我们公司钻机绞车滚筒的加工一直沿用上述加工方法和编程思路,在实践中已经过多次验证,加工效果良好,可有效提高滚筒的加工质量和加工效率。
[1] 王江萍,张军财.钻机绞车滚筒绳槽的制造现状及改进[J].石油机械,2006,34(12):32-33.
[2] 鄢良国,刘晓星.多层折线形绳槽卷筒在启闭机中的运用[J].机械,2004,31(6):47-48.
[3] 童丽丽,董国蓉.卷筒双阶螺旋绳槽的加工工艺[J].起重运输机械,2000(2):34~35.
[4] 付 君,杨 纲.数控机床加工钻机开槽滚筒[J].石油矿场机械,1999,28(6):7-11.
[5] 胡水根,利 歌.折线绳槽卷筒[J].起重运输机械,2001(1):12-15.
[6] 李 伟,曹月丛.折线绳槽卷筒的加工[J].机械工人:冷加工,2007(10):70-70.
[7] 刘双江.折线绳槽车削加工程序设计[J].黑龙江科技信息,2011(2):50.
[8] 王兮羿,王秀琼.整体式焊接滚筒体的加工工艺[J].河南科技,2012(1):67.
[9] 张建刚,胡大泽.数控技术[M].武汉:华中科技大学出版社,2000.
[10] 彼得·斯密德.罗学科(译).数控编程手册[M].第3版.北京:化学工业出版社,2011.
[11] 张 波,王劲松.钻机开槽滚筒加工新方法[J].机械研究与应用,2012(3):118-119.