基于PLC的齿轮淬火机床全自动上料机控制系统设计
2018-03-13张华杨川
张 华 杨 川
(重庆机电职业技术学院,重庆 402760)
1 背景介绍
齿轮是汽车重要的传动部件之一,它具有传动效率高、传动比稳定、工作可靠性高等特点。齿轮传动对轮齿的强度、硬度、耐磨性等工艺要求较高,淬火是齿轮加工过程中必不可少的热处理工序。齿轮淬火用齿轮淬火机床完成,目前淬火机床由人工上料,劳动强度大,一人操作一台机床,效率低。人工上料已经制约了企业生产,使企业生产成本上升。
基于上述原因企业提出了需求,设计一台齿轮淬火机床全自动上料机。能与现有的齿轮淬火机床匹配,取代人工,让一个人可以操作6至8台机床,上料机的节拍能够和齿轮淬火机床节拍匹配(1min加工10个),适应多品种的齿轮生产(直径60~120mm,厚度10~20mm),最后设备要稳定可靠,便于操作。
本文从企业需求出发设计了齿轮淬火机床全自动上料机。除了能够应用于齿轮零件,还可用于链轮、齿圈等盘类零件。上料机主要由料仓系统、上料机械手两大部分组成。控制系统主要采用PLC为控制核心,触摸屏做人机交互的设计。
2 机械系统
上料机主要由料仓系统、上料机械手两大部分组成,如图1所示。料仓系统由基座、转盘、提升滑台组成。上料机械手由滑台气缸、上下料气缸、手爪气缸组成,其中转盘上有8个独立的料仓,每个料仓放置工件的数量由工件的数量所决定。

图1 上料机三维实体造型图
上料机料仓系统转盘由交流电机带动凸轮分割器实现转盘精确定位。提升滑台由直线导轨和滚珠丝杠构成,由步进电机驱动,准确提升工件到指定位置。上料机械手主要由气动系统组成,由气缸驱动,实现齿轮的准确抓取。料仓的高度为450mm,淬火机床加工的齿轮厚度为10mm,料仓可盛放的工件数量为450/10=45,料仓系统总共可以容纳的齿轮为45×8=360个。机床加工效率为6个/min,人工一次装件可自动运行的时间为360/6=60min。
3 工作过程原理
人工将一批齿轮装入上料机转盘当中,启动上料机,上料机自动将转盘料仓中的齿轮一个一个放入淬火机床中,自动工作过程如图2所示。

图2 上料机工作过程图
4 控制系统硬件设计
4.1 系统组成
为了达到设备的运行稳定性、可靠性、操作便捷等要求,选择了以PLC为控制核心,使用HMI触摸屏做人机交互设计来满足上料机需求。控制系统硬件如图3所示,主要有HMI人机触摸屏、PLC、对射传感器、光纤传感器、接近开关、磁性开关、按钮、步进电机、交流电机、指示灯与气缸电磁阀。
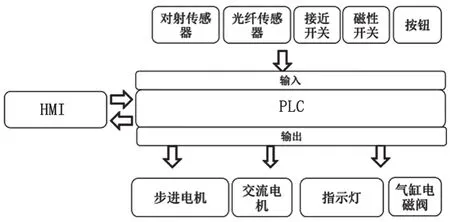
图3 控制系统硬件组成图
4.2 PLC选型
根据企业维修人员对PLC的熟悉情况,在满足设备控制需求的前提下,考虑到稳定性、经济性、售后服务等因素选用了台达公司的DVP-ES2系列PLC为控制主机。上料机数字量输入14个,步进电机脉冲及方向输出2个,数字量输出4个。考虑到后续的升级留取了备用口,选择了台达公司的DVP24ES200T型号,数字量输入16个,输出8个。
4.3 步进电机选型
步进电机主要用于驱动提升滑台。提升滑台为垂直安装,使用滚珠丝杠传动,丝杠导程为5mm。每组料仓高度容量为450mm,容纳最大齿轮的直径为Φ120mm。料仓最大提升齿轮的总质量约为159kg,齿轮托盘为1kg,提升的最大质量为160kg。伺服电机需要扭矩T=M×g×PB/2π=160kg×9.8m/s2×0.005mm/6.28=1.25N·m(M为提升负载质量,G是重力加速度,PB为滚珠丝杠螺距)。考虑到启动加速过程和运动过程的冲击,将计算力矩提高2倍,即为2.5N·m。步进电机型号确定为57BYG250H。
5 控制软件设计
上料机控制软件设计主要有两部分,一部分是PLC控制程序设计,一部分是HMI触摸屏人机界面设计。
5.1 PLC程序设计
PLC程序使用台达配套软件DELTA WPLSoft编写,主要由手动控制程序、自动运行程序构成,使用梯形图和SFC图结合编写的方法编写程序。核心部分自动运行程序流程图如图4所示。
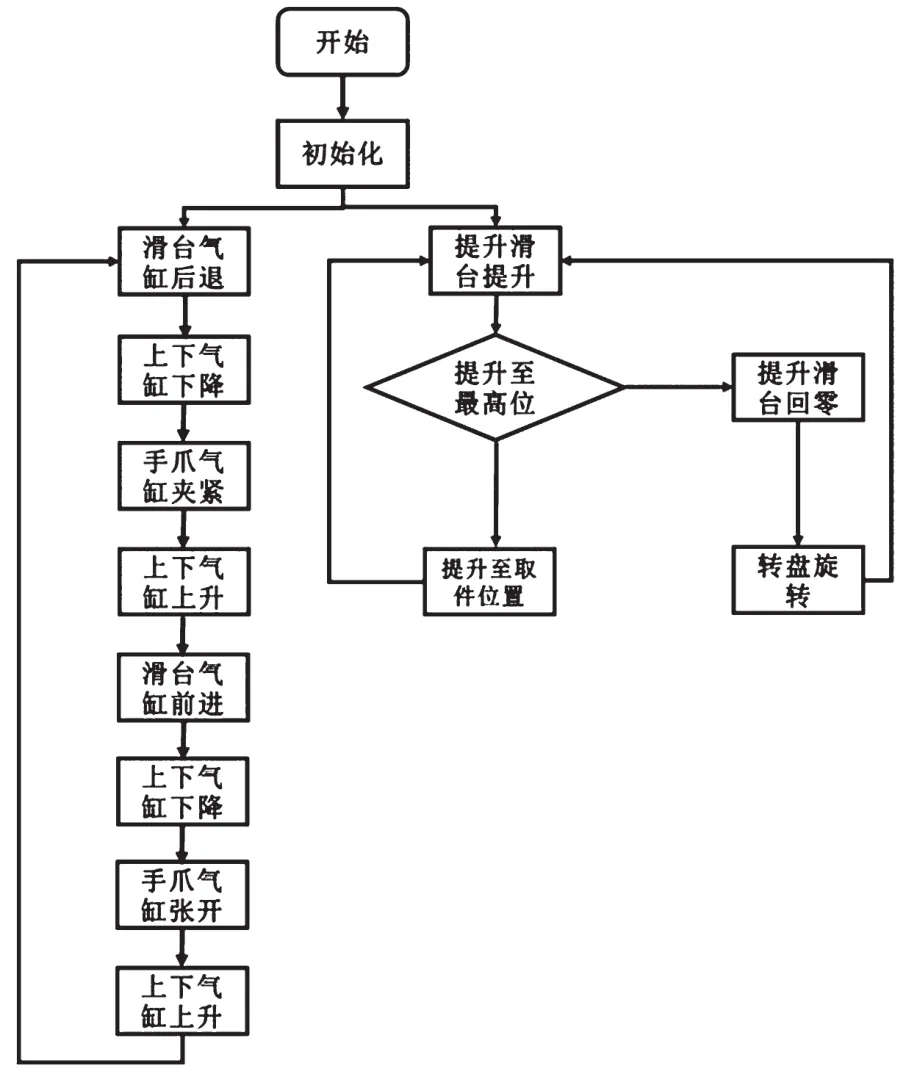
图4 自动运行程序流程图
5.2 HMI程序设计
HMI选用的是威纶公司的TK6070IH触摸屏,使用EasyBuilder8000软件编写画面。主要由手动操作画面、自动控制画面、I/O查看画面、报警画面、帮助画面等组成,图5为手动操作画面,每个画面由状态显示区、按钮操作区、主控按钮区、窗口切换区等构成。
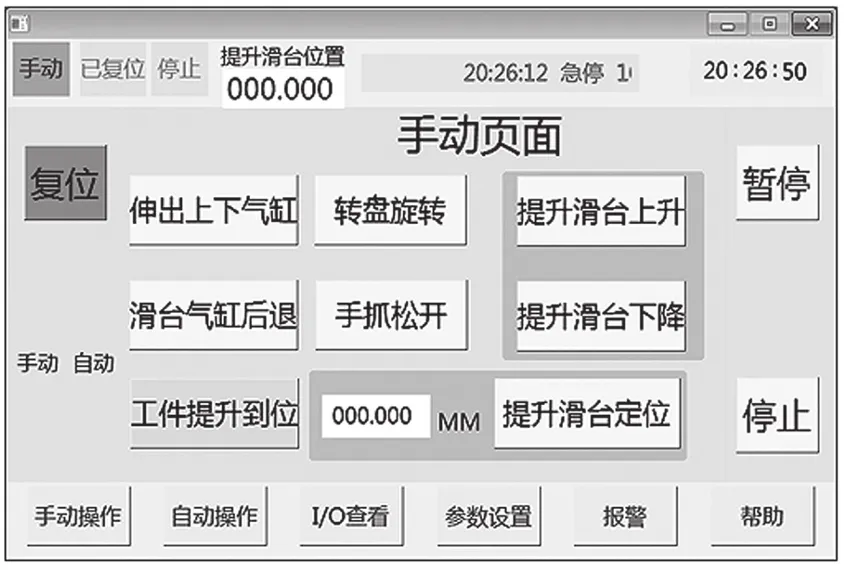
图5 手动操作画面
6 结语
本文根据企业的实际需求,设计了针对齿轮淬火机床的全自动上料机,能够与现有的齿轮淬火机床配合,节拍效率能稳定在10件/min,能够适应多个品种的齿轮、链轮等盘类零件,稳定性、可靠性、经济性都达到企业的要求。
[1]闻邦椿.机械设计手册单行本:气压传动与控制[M].5版.北京:机械工业出版社,2015.
[2]詹友刚.Pro/ENGINEER野火版5.0机械设计教程[M].北京:机械工业出版社,2015.
[3]赵雷,张华.气门锥面磨床全自动气动送料系统设计[J].现代机械,2016,(3):66-68.
[4]王晓红,李欣.PLC-变频器电机控制实验台的设计与实验项目的开发[J].教育教学论坛,2015,(37):241-242.
[5]谢亚青,储开芳.基于PLC的五自由度气动搬运机械手研制[J].液压与气动,2007,(11):23-24.
[6]康献民,傅卫平.预紧力对滚珠丝杠副摩擦力矩波动的影响分析及试验[J].机械传动,2010,34(6):46-50.
[7]姜鑫.基于PLC的淬火压床设计与控制[J].机械设计与制造,2016,(8):197-200.
