钎焊工艺对75Ni8排锯钢基体性能影响的研究
2018-03-12于学宗龙伟民
于学宗, 龙伟民, 高 雅
(郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室, 郑州 450001)
随着社会经济的发展和生活水平的提高,市场对石材制品的需求越来越旺盛,促使我国的石材行业快速发展。大理石因为石质细腻,花纹、颜色漂亮,价格适中,越来越受到人们的青睐。大理石从开采到成为装饰类材料需要经过漫长而复杂的加工过程。首先要将大理石从母岩基体上剥离下来(称为“荒料”),荒料体积、重量巨大,需经过大理石框架锯机切割成板料,再进行下一步打磨、抛光等工艺。
大理石框架锯机是在传统砂锯的基础上改进而来的,相比于砂锯具有行程长、切割速度快、出板平整度高等优点,在大理石荒料加工中得到广泛应用[1-2]。大理石框架锯机的主要受力部件是大理石排锯条,通过钎焊方法把排锯钢基体和金刚石刀头钎焊在一起而形成排锯条。如果钎料使用不当或钎焊工艺不合理,大理石排锯在使用过程中就容易出现“掉刀头”现象[3-4]。出现此种情况后需停止生产以修复排锯条,不仅影响生产效率,还会影响切割平板的表面质量,严重时甚至造成名贵的大理石料报废。
钎焊过程中的加热时间和保温时间都会对钎焊接头的力学性能产生重要的影响[5]。因此,寻找适合排锯钢钎焊的钎料及确定合适的钎焊工艺显得尤为重要。
我们选用7种不同成分的合金钎料(包括3种三元合金钎料、3种四元合金钎料和1种层状复合钎料),来研究钎焊后排锯钢基体的组织及力学性能。所用的钎料中,层状复合钎料又被称为“三明治”钎料,这种钎料芯部为应力缓释材料,外部为包覆钎料。在钎焊过程中,只是外部的钎料熔化,芯部材料不熔化,芯部材料在冷却时吸收部分热应力,从而使钎焊产生裂纹的倾向性大大降低,有利于形成优质的钎焊接头[6]。
1 实验材料和方法
1.1 实验材料
母材选用德国排锯专用不锈钢,牌号75Ni8,厚度1.9 mm。75Ni8排锯钢主要化学成分见表1。选用7种钎料,其中三元合金钎料3种,牌号CT643、HL303、5081;四元合金钎料3种,牌号CT737、HL312、BAg612;三明治钎料,牌号HL861。其中,HL表示钎焊行标用钎料,CT表示郑州机械研究所开发钎料,BAg表示钎焊新行标用钎料,5081表示眼镜行业专用钎料。7种钎料的主要成分和熔化温度区间见表2。
钎焊工件的准备:将75Ni8排锯钢线切割成400个尺寸为15 mm×10 mm ×2 mm的试样做抗剪切实验,400个尺寸为30 mm ×10 mm×2 mm的试样做冲击性实验,400个尺寸为25 mm×12 mm×2 mm的试样做排锯刀头钎焊模拟实验。钎焊前先用砂带机打磨掉试样四周的毛刺,后用200号砂纸打磨表面,再用金属清洗剂超声清洗去除油污,最后酒精清洗烘干后备用。钎焊过程使用QJ102钎剂。

表1 75Ni8排锯钢化学成分表
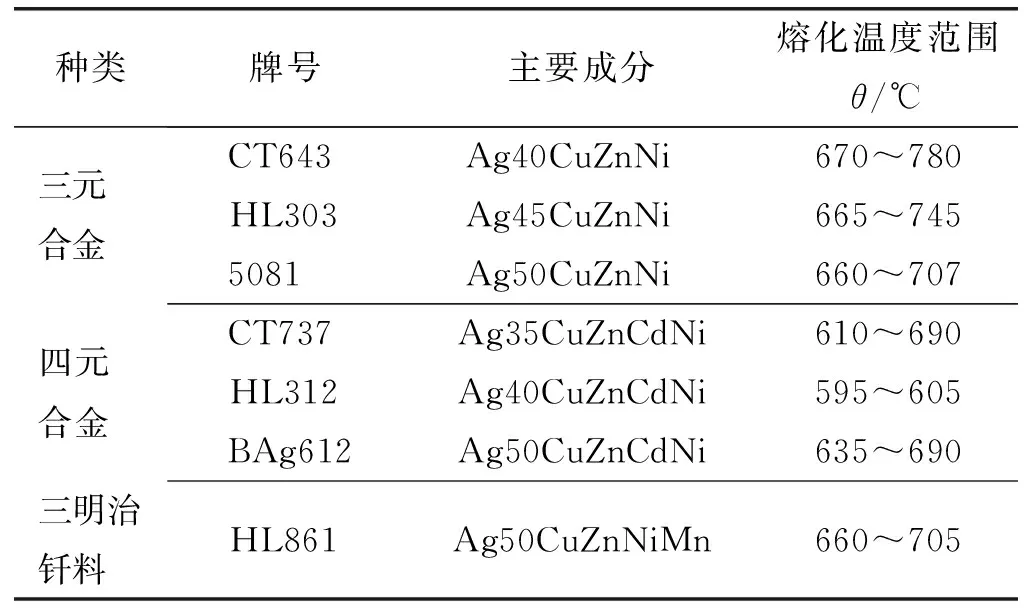
表2 7种钎料的成分及熔化温度区间
1.2 实验方法
使用瑞奥RAG-15 kW高频感应焊机进行钎焊实验,输出电流200 A,在同一输出电流下调整各种钎料的加热时间,使钎料熔化并填满钎缝。通过实验得出7种钎料的加热时间和保温时间,如表3所示。
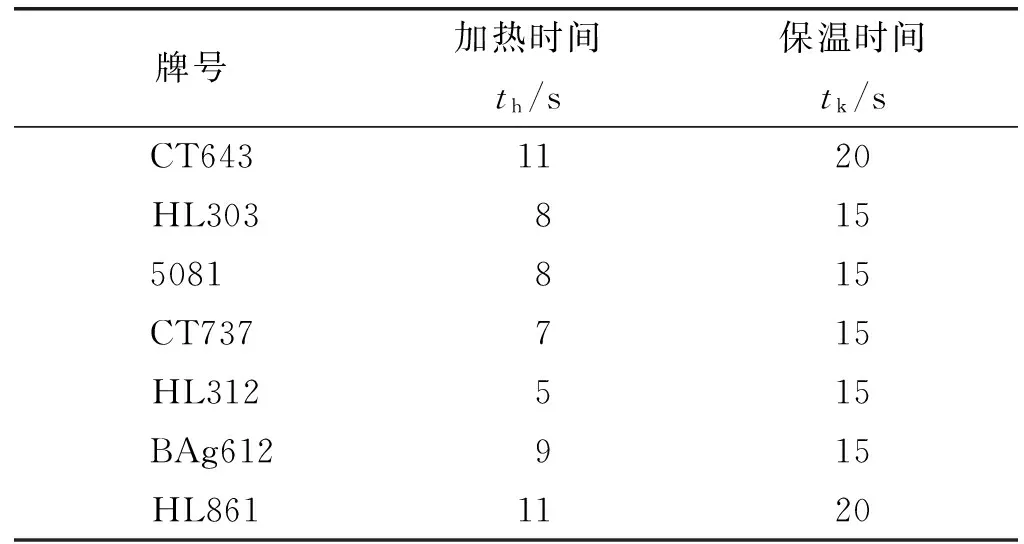
表3 7种钎料加热时间和保温时间
使用MTS万能力学试验机进行剪切实验,JB-300B型冲击试验机进行冲击韧性实验。用线切割将钎焊好的接头试样切割,试样镶样后用80#~2000#金相砂纸逐级打磨并抛光,再使用质量分数5%的硝酸酒精溶液(HNO3质量分数5%,剩余酒精)进行腐蚀。使用蔡司Axio Scope A1金相显微镜观察钎焊接头组织,使用HV-1000A型维氏硬度计测量维氏硬度。维氏硬度的测量从每种钎料的钎缝处向垂直于钎缝方向的母材两侧进行,间距2 mm,记录实验数据并最终绘制成图表。
2 实验结果与分析
2.1 力学性能分析
表4为7种钎料钎焊接头的剪切强度值和冲击韧性值。从表4可以看出:三明治钎料HL861钎焊接头的剪切强度最好,平均剪切强度值为164.87 MPa;钎料HL303钎焊接头剪切强度最差,平均剪切强度值为90.82 MPa;而三元合金钎料中CT643的剪切强度较高,为141.09 MPa,仅次于三明治钎料HL861的剪切强度。四元合金钎料剪切强度值整体都高于HL303和5081。
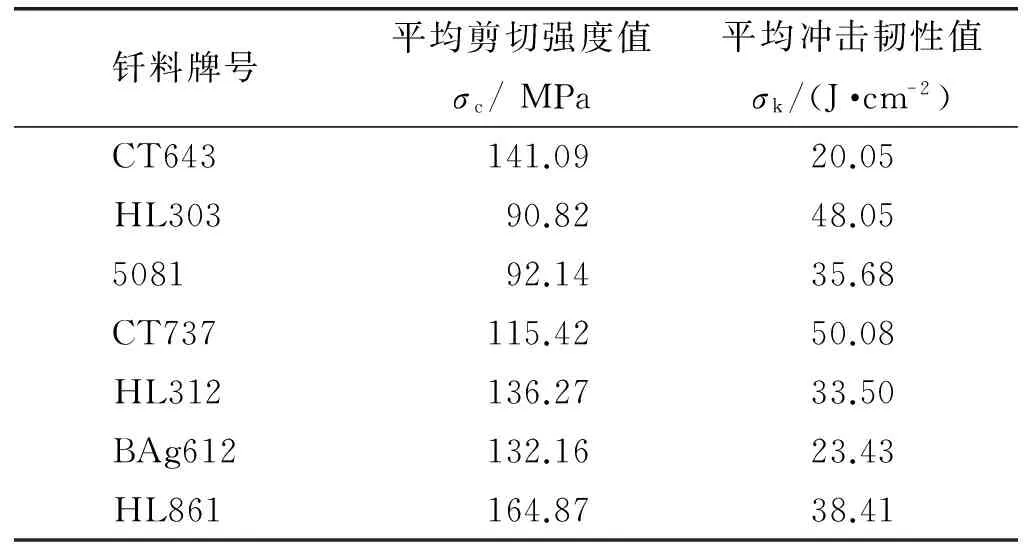
表4 7种钎料钎焊接头的剪切强度和冲击韧性值
从表4还可以看出:钎料CT737和HL303的平均冲击韧性值都较高,其中钎料CT737的冲击韧性值最高,钎料HL303的次之;钎料CT643的冲击韧性值最低,不适合承受冲击载荷较大的场合。而三明治钎料HL861的冲击韧性值稍高于7种钎料的平均冲击韧性值的平均值(35.60 J/cm2),说明三明治钎料HL861冲击韧性值适中,既有适度的刚度又能承受一定程度的冲击载荷,适合作为大理石排锯刀头钎焊用材料。
由于排锯钢和金刚石刀头的线膨胀系数不同,钎焊后很容易引起内应力问题,导致钎焊接头出现热裂纹甚至虚焊。三明治钎料因其独有的中间铜夹层,具有热导率好的优势,在焊接过程中能快速吸收焊接时产生的热量并散发出去,降低焊接冷却过程中产生的热应力,避免钎焊冷却过程中产生的热裂纹;同时,排锯刀头在实际工作过程中会受到水平切削力和垂直剪切力的混合作用[7],而三明治钎料内层的纯铜片具有良好的塑性,在排锯刀头工作中能缓冲受到的交变应力[8]。综合考虑三明治钎料的剪切强度和冲击韧性值等因素,其综合性能比其他钎料优越,更适合作为排锯刀头的钎焊材料。
2.2 维氏硬度分析
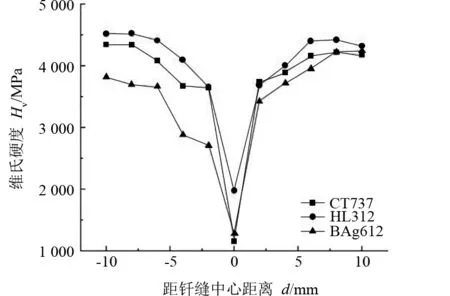
用不同钎料钎焊后接头的维氏硬度分布如图1所示。为了便于比较高银含量钎料的性能,把含银质量分数50%的另两种钎料5081、BAg612也重复标在图1c上,统一以50Ag钎料来表示。未加热时,75Ni8排锯钢的最高维氏硬度为4 468.91 MPa。

(a)三元钎料钎焊接头维氏硬度对比图
(b)四元钎料钎焊接头维氏硬度对比图
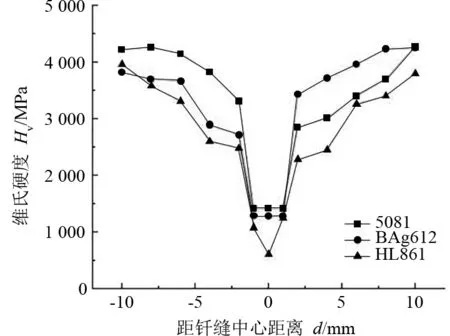
(c)50Ag钎料钎焊接头维氏硬度对比图
从图1可以看出:排锯钢母材经钎焊后热影响区宽度均在20 mm左右,与钎料种类无关;距钎缝中心越近的区域,母材的维氏硬度越低,距离越远的区域,母材的维氏硬度越高。原因是:当温度超过600 ℃时,排锯钢基体会发生回火再结晶现象,维氏硬度下降。离钎缝距离越近的区域,受到的热作用时间越长,再结晶现象越显著;离钎缝距离较远的区域,受热作用的时间短,晶粒并无明显长大,维氏硬度接近于原始母材。
对比三元钎料钎焊接头的维氏硬度(图1a)发现:CT643热影响区内的维氏硬度比5081上升快,说明随着银含量的升高,钎缝两侧母材的维氏硬度上升变得平缓。这是因为随着钎料中银含量的降低,铜元素所占的比例增大,钎料的熔化温度升高,加热时间变长,热影响区变宽,维氏硬度变化显著。同样的现象可以从四元合金钎料CT737和BAg612的维氏硬度分布图中观察出来(图1b)。三明治钎料HL861钎缝区的维氏硬度最低(图1c),为603.68 MPa。同时对比50Ag钎料5081、BAg612和HL861(图1c)时发现:三明治钎料HL861维氏硬度上升趋势整体在5081和BAg612之下,三明治钎料HL861维氏硬度上升更为平稳,分析为三明治钎料的受热时间较其他两种钎料长,晶粒长大明显,维氏硬度下降较快。
2.3 显微组织分析
排锯钢75Ni8的碳质量分数为0.72%~0.78%,接近于共析钢(碳质量分数0.77%),后者的金相组织为珠光体;碳质量分数低于0.77%时,金相组织表现为大量的珠光体加少量的铁素体[9-10]。75Ni8排锯钢经7种钎料钎焊后钎缝金相组织形貌图如图2所示。
图2a为排锯钢未钎焊的金相组织,晶粒较细小且分布均匀;图2b~图2h为7种钎料钎焊接头腐蚀后的金相组织图。从图2b~图2h可以看出:在钎缝两侧的母材区域都有黑白相间的金相组织,这是碳化物析出。其原因在于:当温度在350~550 ℃之间(低于珠光体形成温度)时,基体发生回火,马氏体分解成铁素体和回火屈氏体[11-12];离钎缝越近的区域,母材晶粒越粗大。这是因为离钎缝越近的母材,在钎焊过程中受热影响时间就越长,升温速度越快。当受热温度超过600 ℃(超过共析钢回火温度)时,在冷却时会发生回火再结晶现象,晶粒长大明显;离钎缝较远的区域受热影响的时间较短,晶粒长大不明显[13-14]。图2b中CT643钎料钎焊接头两侧的白色组织分布较为集中,这是由于钎焊时受热时间较长,组织转变明显,碳化物析出变多的缘故。而相对钎焊温度较低的HL303和5081,钎焊后的金相组织转变不明显,组织分布较均匀(图2c、图2d所示)。图2h中的三明治钎料HL861因含有中间层夹层,较其他钎料的钎缝宽,钎焊加热速度较快,钎缝两侧的白色晶粒状碳化物析出不多,组织相对均匀。因此,三明治钎料在钎焊过程中受热的影响不大,更适合作为排锯刀头钎焊的首选材料。
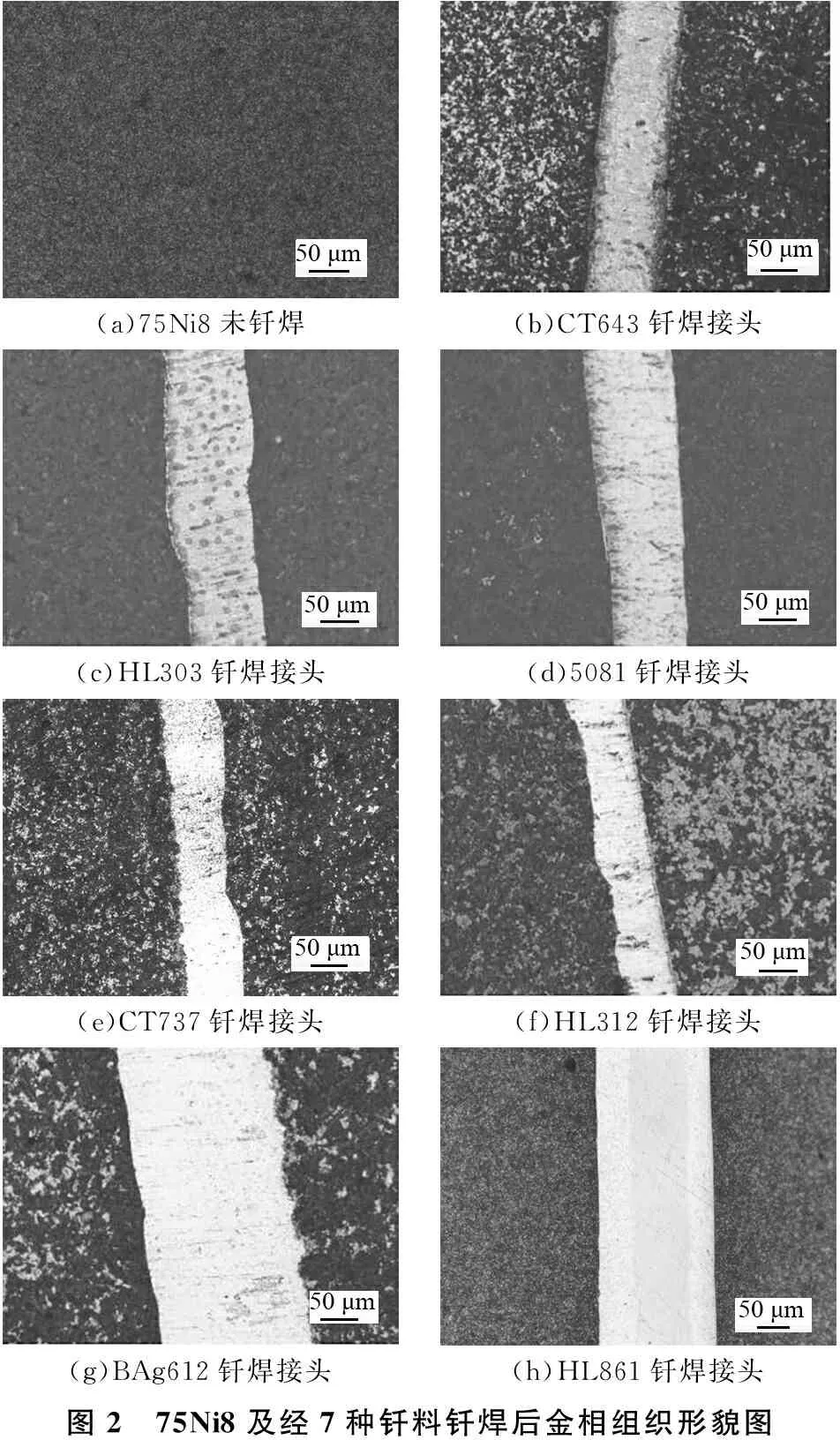
(a)75Ni8未钎焊(b)CT643钎焊接头(c)HL303钎焊接头(d)5081钎焊接头(e)CT737钎焊接头(f)HL312钎焊接头(g)BAg612钎焊接头(h)HL861钎焊接头图2 75Ni8及经7种钎料钎焊后金相组织形貌图
3 结论
(1)75Ni8排锯钢在钎焊过程中受热影响的作用较大,当加热时间变长,温度超过600℃时,排锯钢基体发生回火再结晶现象,晶粒长大,组织转变为回火屈氏体。
(2)三明治钎料HL861钎焊接头的平均剪切强度值最高,冲击韧性适中,其独有的中间层夹层既有适度的刚度又能起到缓冲应力的作用,适合作为大理石排锯刀头的钎焊材料。
[1] 侯建华. 石材机械与工具使用手册 [M]. 北京: 化学工业出版社,2008.
HOU Jianhua. Handbook for the use of stone machinery and tools [M]. Beijing: Chemical Industry Press,2008.
[2] 谭金华. 国内外金刚石框架锯的现状及发展趋势 [J]. 石材,2004(10):29-31.
TAN Jinhua. The recent situation and development trend of diamond frame saw machine for working stones at home and abroad [J]. Stone,2004(10):29-31.
[3] 陈冀渝, 王成勇, 张强. 高强度结合刀头的设计 [J]. 石材,2016(4):14-15.
CHEN Jiyu, WANG Chengyong, ZHANG Qiang. Design of high bond strength cutter head [J]. Stone,2016(4):14-15.
[4] 项东, 刘科高, 许斌. 金刚石锯片刀头的制备及显微组织和性能分析 [J]. 金刚石与磨料磨具工程,2003(3):56-58.
XIANG Dong, LIU Kegao, XU Bin. Analysis on the microstructure and performances of diamond saw segments [J]. Diamond & Abrasives Engineering,2003(3):56-58.
[5] 龙伟民, 曾大本, 朱坤. 金刚石锯片焊接技术的研究 [J]. 金刚石与磨料磨具工程,2002(3):27-31.
LONG Weimin, ZENG Daben, ZHU Kun. Study on the welding technology of diamond saw blade [J]. Diamond & Abrasives Engineering,2002(3):27-31.
[6] 张绍和, 胡郁乐. 金刚石与金刚石工具 [M]. 长沙: 中南大学出版社,2005.
ZHANG Shaohe, HU Yule. Diamond and diamond tools [M]. Changsha: Central South University Press,2005.
[7] 路全斌, 龙伟民, 于新泉. 缓冲层添加方式对钢/银基钎料钎焊接头的影响 [ J]. 电焊机,2015(12):37-39.
LU Quanbin, LONG Weimin, YU Xinquan. Influence of buffer layer inserting methods on steel/silver-based filler metal brazing joints [J]. Electric Welding Machine,2015(12):37-39.
[8] 王华. 金刚石排锯的锯切原理分析 [J]. 石材,2012(8):10-14.
WANG Hua. Analysis of sawing principle of diamond row saw [J]. Stone,2012(8):10-14.
[9] 王秦生, 宋诚, 左宏森. 金刚石锯片使用性能影响因素系统分析 [J]. 金刚石与磨料磨具工程,2001(5):40-44.
WANG Qinsheng, SONG Cheng, ZUO Hongsen. Influencing factors on the cutting performances of diamond saw blade [J]. Diamond & Abrasives Engineering,2001(5):40-44.
[10] 樊雄. 高碳珠光体钢形变后的微观组织及力学性能研究 [J]. 铸造技术,2014(2):247-249.
FAN Xiong. Microstructure and mechanical properties of high-carbon pearlite steel after deformation [J]. Casting Technology,2014(2):247-249.
[11] 郑成思, 李龙飞. 形变-球化退火共析钢的组织和性能 [J]. 金属热处理,2015,40(1) :31-34.
ZHENG Chengsi, LI Longfei. Microstructure and properties of deformed spheroidizing eutectoid steel [J]. Heat Treatment of Metals,2015,40(1):31-34.
[12] 王立民, 彭梦都, 刘正东, 等. 热处理工艺对45CrMoV钢组织和冲击韧性的影响 [J]. 材料热处理学报,2015(2) :53-57.
WANG Limin, PENG Mengdu, LIU Zhengdong, et al. Effect of heat treatment on microstructure and impact toughness of45CrMoV steel [J]. Transactions of Materials and Heat Treatment,2015(2):53-57.
[13] LEE J H, LEE C H, 郑鲁勋, 等. 采用Ag-Cu-Zn-Cd焊料焊接烧结刀头与低碳钢的焊接特性 [J]. 金刚石与磨料磨具工程,2001(3):30-33.
LEE J H, LEE C H, ZHENG Luxun, et al. Brazing characteristics betwen sintered segment and mild steel using Ag-Cu-Zn-Cd filler [J]. Diamond & Abrasives Engineering,2001(3):30-33.
[14] 罗锡裕, 徐燕军, 张广宁, 等. 金刚石锯片焊接部位的组织结构与力学性能 [J]. 粉末冶金工业,2016,26(6):1-7.
LUO Xiyu, XU Yanjun, ZHANG Guangning, et al. Microstructure and mechanical properties of welding zones of diamond saw blade [J]. Powder Metallurgy Industry,2016,26(6):1-7.
