表面微沟槽对Al/CFRP胶结性能的影响
2018-03-10胡志清郑会会徐亚男张春玲党停停
胡志清,郑会会,徐亚男,张春玲,党停停
(1.吉林大学 辊锻工艺研究所 长春 130022;2.吉林大学 材料科学与工程学院 长春 130022)
0 引 言
由于复合材料具有质量轻、比强度高、比模量高、耐疲劳、减震性好以及耐化学腐蚀等优点,在汽车、飞机和船舶制造领域应用广泛。但是由于复合材料耐热性低、表面硬度低以及存在老化等问题,因此在结构设计和制造过程中,必须采用复合材料和金属混合使用,充分发挥各自优势。复合材料和金属材料的混合使用会涉及到相互连接问题,采用胶结是一种连接方式,对于胶结结构,影响其强度的因素相对较多。一般来讲主要包括两大因素:结构设计因素和胶结工艺因素。结构设计因素主要考虑被粘体材料属性、几何参数、胶层厚度等;胶结工艺因素有固化温度、表面处理等[1]。
对于金属和复合材料的单搭胶结接头的破坏类型主要分为4种:界面破坏、胶层内聚破坏、混合破坏和被粘体破坏,被粘体破坏是研究者期望的理想破坏类型,因为该破坏类型能充分发挥被粘体材料的强度作用。然而,多数实例表面胶结接头的破坏类型是混合破坏,意味着被粘体表面处理需要进一步提高[2]。为此科学家针对被粘体表面处理来增强胶结强度做了大量的研究工作。Petrie[3]认为胶结界面粗糙度能增强胶结强度,因为它能增加胶结面积和机械自锁。然而,Pinto[4]认为对于低表面能的金属被粘体即使提高其表面粗糙度也不会增强其接头胶结强度。Couvrat[5]研究表明基体表面粗糙度适中,且胶结过程中没有气体截留在界面,能够有效增强胶结强度;如果粗糙度过大会产生应力集中和胶黏剂浸润效果较差,导致接头胶结强度降低。Arenas等[6]利用砂纸、喷砂等方法对被粘体接头表面进行机械处理,研究被粘体表面光洁度对胶结强度的影响,实验结果表明:经过喷砂处理的铝合金表面和砂纸打磨的碳纤维搭接具有最高的剪切强度。da Silva等[7]对搭接件金属表面进行划痕处理,研究金属表面划痕对搭接强度的影响,实验结果表明:划痕深度和划痕形貌特征对粘接强度起到一定的效果。Reina等[8]基于试验得出:对被粘体表面进行光洁度处理,会发生物理化学变化,影响被粘体的表面能和润湿性进而影响接头强度。Sancaktar[9]、Oterkus[10]等通过改变胶结件搭接接头的几何形貌特征,如加工凹槽、增加斜切角度,能有效减小应力峰值和增加接头粘接强度。Reis等[11]分析了胶结件材料属性对接头拉伸剪切性能的影响,结果表明:胶结件刚度越高,接头性能越好。Davis[12]、Ye[13]等提出在胶结件表面添加涂层的方法来提高接头的粘接强度。郝华等[14]利用扫描电子显微镜(SEM)、X射线电子能谱(XPS)及接触角测量仪分析了两种碳纤维表面微结构对界面粘接性能的影响,研究表明MT700C表面具有微沟槽,能增强其与树脂材料的接触面积,进而增强两者的啮合强度。黄玉东等[15]采用电化学方法和射线辐射技术对碳纤维进行表面改性处理,对比分析碳纤维改性前后复合材料界面性质的改变,阐明了碳纤维表面改性对复合材料界面性能的影响规律。总之,对被粘体搭接界面进行表面处理对胶结强度影响明显。
本文以铝合金5052和CFRP异质单搭胶结接头为研究对象,建立光洁表面和带有沟槽形貌特征的Al/CFRP单搭接头数值模拟模型,分析光洁表面和微沟槽表面铝合金分别与CFRP搭接后的胶结强度,同时探讨铝合金表面带有不同微沟槽深度对胶结强度的影响,最后通过试验与数值模拟结果对比分析研究了胶结强度随铝合金表面微沟槽深度的变化规律。
1 材料与数值模拟
被粘体材料采用5052铝合金和碳纤维增强复合材料(CFRP)[16,17],5052铝合金的密度为2.7 g/cm3,弹性模量为70 GPa,泊松比为0.3,屈服强度为75 MPa。CFRP参数如下:E1=58.9 GPa,E2=52.1 GPa,E3=11.2 GPa,G12=3.71 GPa,G23=4.01 GPa,G31=3.87 GPa,v12=0.048,v13=0.442,v23=0.460。胶黏剂采用AV138/HV998环氧AB胶,该胶具有低挥发性、耐腐蚀、耐高温和适用性广的优良特点,其材料参数如下:胶层材料为AV138/HV998,弹性模量为4.89 GPa,剪切模量为1.56 GPa,泊松比为0.35,Ⅰ型、Ⅱ型裂纹的GIC分别为365.3、547.2 N/m,CI分别为36.5、30.6 MPa[1]。
模型尺寸如图1所示,铝合金和CFRP的长度L、宽度a相同,分别为L=10 mm、a=1.1 mm;CFRP、铝合金的厚度分别为h1=1 mm、h2=2 mm,搭接长度为1.25 mm。胶层沟槽特征为等腰梯形,各边尺寸分别为b=0.3 mm,c=0.5 mm,d=1.1 mm,e=0.1 mm,h为变量,设定为0.1、0.3和0.5 mm。因主要研究铝合金和CFRP界面的脱胶现象,所以对CFRP进行整体建模,铝合金和CFRP的单元类型选择C3D8R,单元数量分别为7488个和3520个;胶层单元类型选择COH3D8八节点三维粘结单元,单元数量为143个,在厚度方向上只有一个Cohesive单元。搭接区的应力分布为重点研究对象,在进行模型网格划分时对该区域进行了如图1所示网格细化处理。图2为仿真模型边界条件,位移控制为数值模拟加载条件,CFRP左侧全约束,铝合金右侧约束Y、Z方向上的自由度,在右端面沿X方向施加位移,设定加载位移为搭接长度25%时接头完全失效。
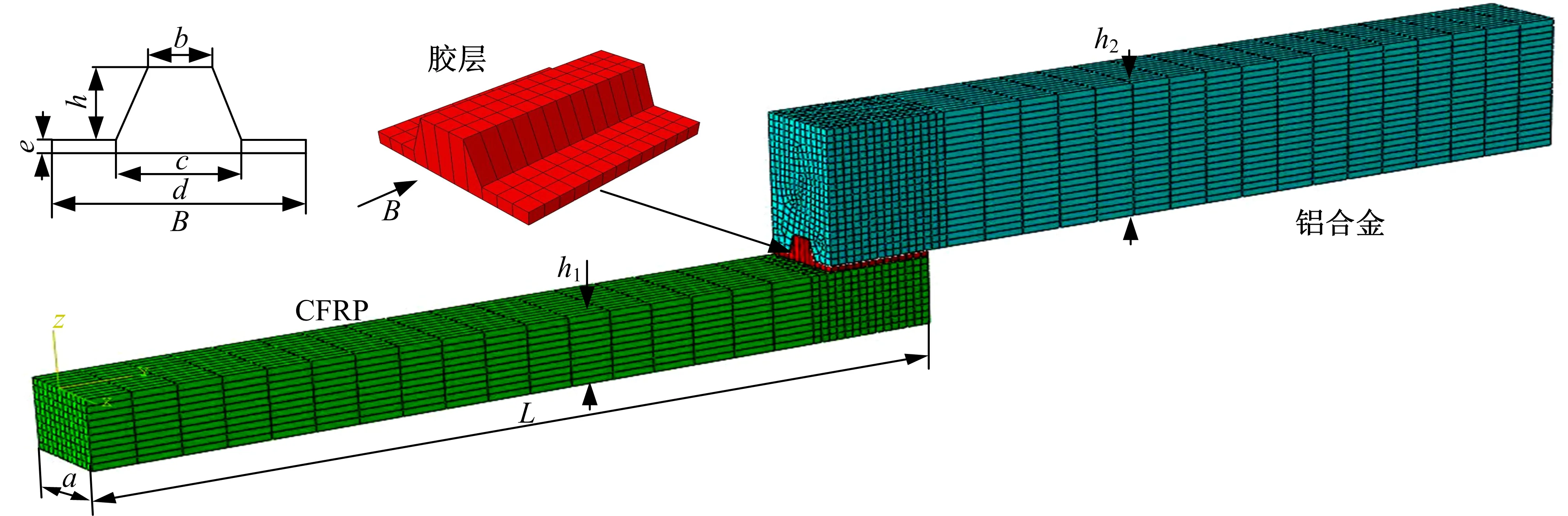
图1搭接数值模拟模型
Fig.1Finiteelementmodelofsingle-lapjoints

图2 仿真模型边界条件Fig.2 Boundary condition of finite element model
2 结果与讨论
2.1 光面和微沟槽表面铝合金与CFRP接头胶结性能对比
对于Al/CFRP异质材料单搭接接头,被粘体铝合金表面是否带有微沟槽,将影响胶结接头中胶黏剂和铝合金的附着面积、胶层几何形状等,在某种程度上会影响胶结接头的胶结性能,因此,本文以铝合金搭接面微沟槽深度为研究变量,对比分析光面和微沟槽面铝合金与CFRP的胶结性能。图3给出了关于光洁表面与微沟槽表面胶结拉伸数值模拟结果,从图3中可以看出,微沟槽表面铝合金与CFRP的胶结接头的最大等效应力较光洁表面胶结接头最大等效应力提高了58.7 MPa。
图4为光面铝合金对应胶层剪切应力和轴向应力分布,可以看出,胶层应力呈非对称分布,这是由于铝合金和CFRP的材料属性不同导致的。图4(a)表明,搭接接头的剪切应力从铝合金的自由端到CFRP的自由端逐渐升高;图4(b)表明,胶层的轴向应力两端大,中间小且为零值,说明胶层的轴向应力从端部逐渐向中间移动;而且CFRP自由端的轴向应力远大于非自由端。图5为微沟槽表面铝合金对应胶层剪切应力和轴向应力分布。对于带沟槽的搭接表面,仅以沟槽内的胶层为研究对象。图5(a)表明,沟槽内胶层的剪切应力中间大、两端小。图5(b)中沟槽内的轴向应力,同样显示为两端大中间小的分布。通过图4、图5胶层初始失效状态应力值对比,可以看出微沟槽表面铝合金与CFRP接头胶层的剪切应力和轴向应力相比光面胶层整体应力值偏大,说明沟槽内胶层可以承受较大的偏心载荷和拉伸作用力。

图3 光洁表面胶结与微沟槽表面胶结模拟结果Fig.3 Numerical results of Mises stresses on smoothsurface and surface with grooves
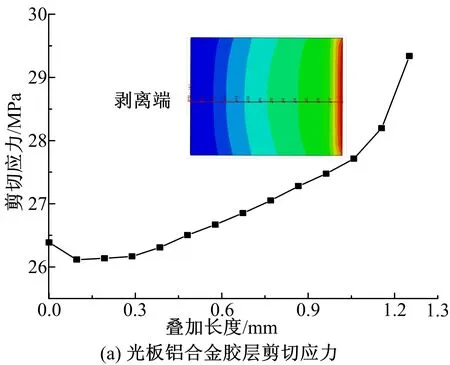
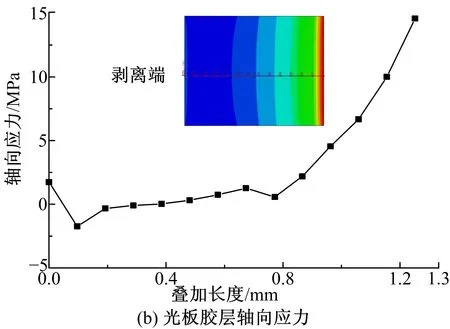
图4 光板胶层应力分布Fig.4 Distribution of adhesive stress with smooth surface

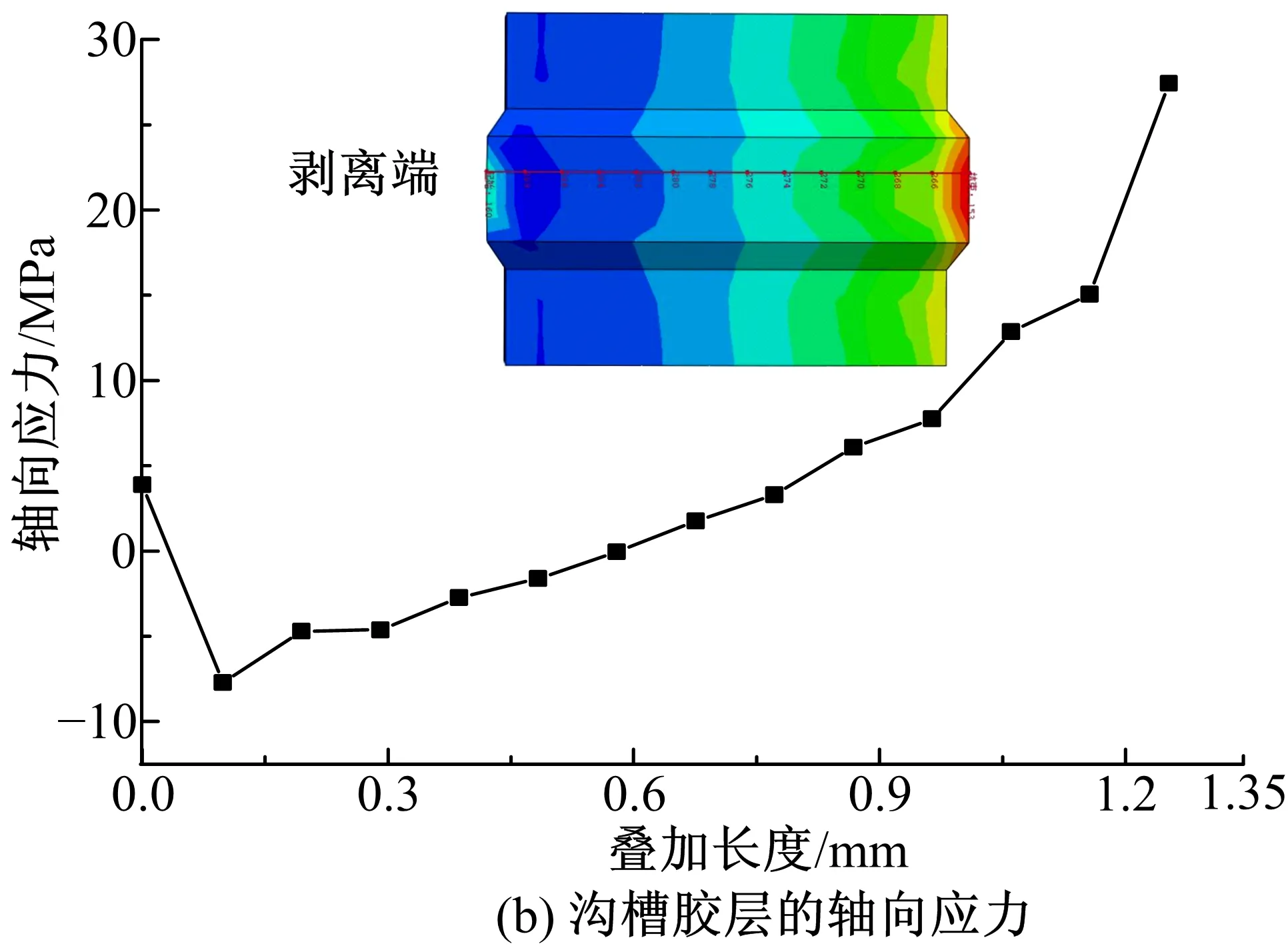
图5 沟槽板胶层应力分布Fig.5 Distribution of adhesive stress with groove surface
2.2 不同深度微沟槽结构对接头的影响
从图6可以看出,对于表面带有不同深度微沟槽铝合金与CFRP的胶结接头,靠近胶层的被粘体表面应力较大,而且,接头的等效应力随微沟槽深度的增加而增大。


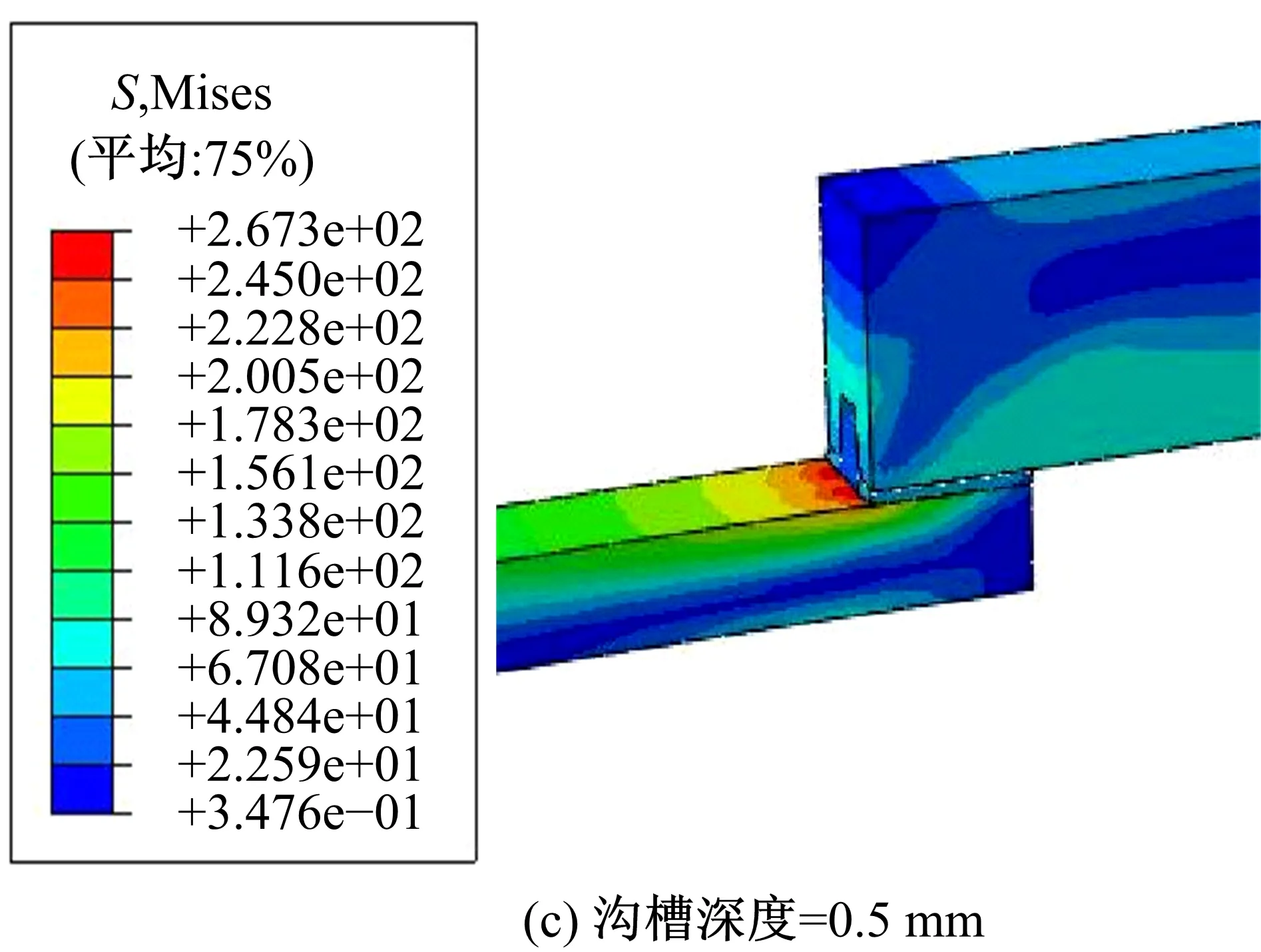
图6 表面带有不同微沟槽的单搭接头的应力变化Fig.6 Mises stress of joints with different height grooves
图7为不同沟槽深度下沟槽内胶层的剪切应力和轴向应力变化曲线。从图7(a)中可以看出,对于初始失效状态下胶层的剪应力,沟槽深度越深,胶层的剪切应力越小,因为沟槽内胶层与非沟槽胶层有一定的厚度差,当厚度差较大时,非沟槽部分对应的薄胶层剪切应力达到失效值而沟槽内的厚胶层仍处于较小的应力状态。从图7(b)中可以看出,胶层端部轴向应力较大,且随着沟槽深度的增加,胶层的轴向应力增大,因为对于胶层失效一般从端部开始,沟槽深度越深,胶层厚度越厚,粘附面积越大,因此所需的轴向应力越大。

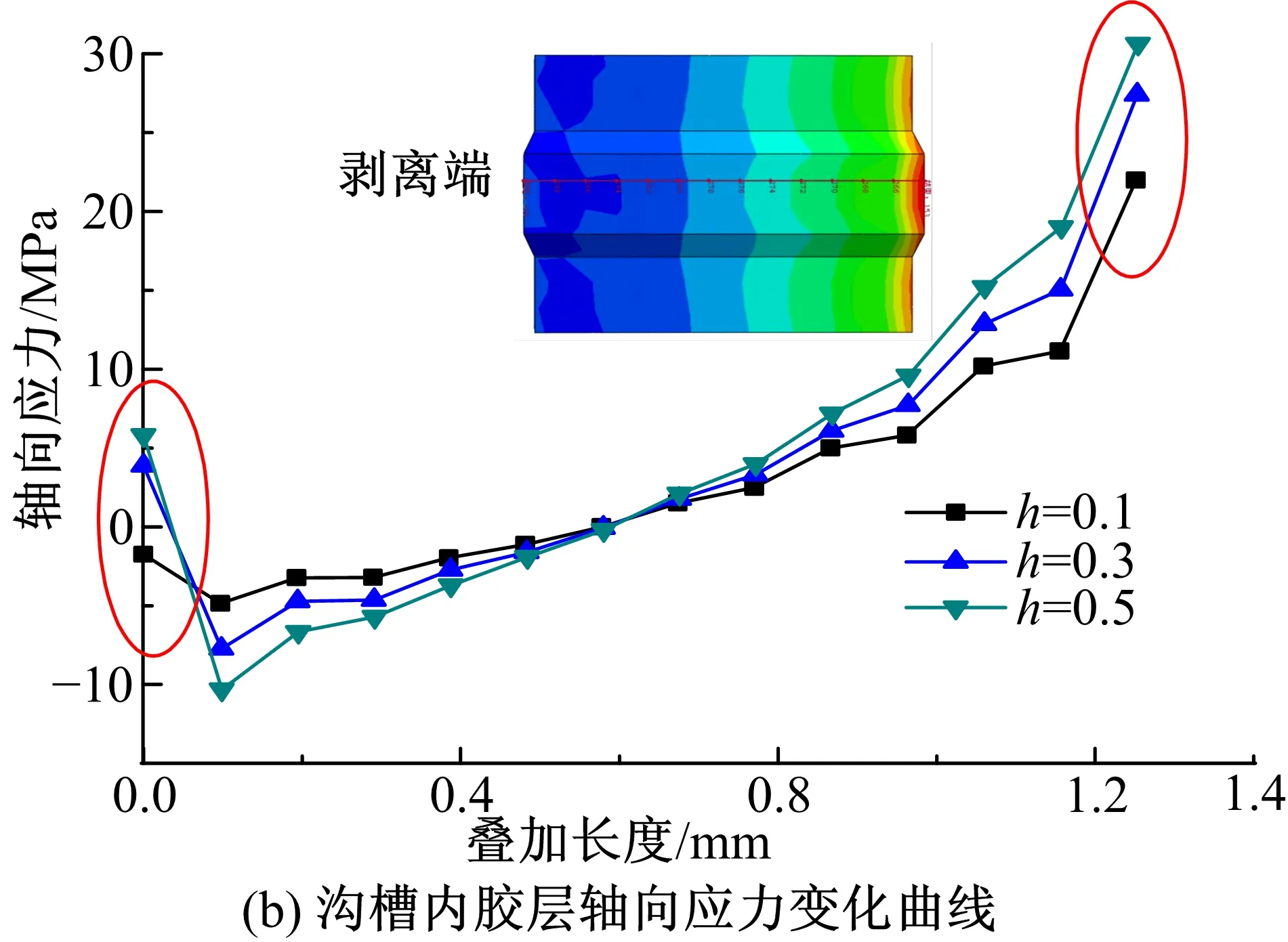
图7 沟槽内胶层剪切力和轴向应力变化曲线Fig.7 Adhesive shear stress curves and axial stressinside grooves
3 试验验证
3.1 实验过程
图8(a)为自主设计的微沟槽辊轧设备,下工作辊为微沟槽成形辊,可根据需要进行更换;位移传感器可测量工作辊下压量,从而控制微沟槽的成形深度,应用该设备在5052铝合金表面轧制不同深度的微沟槽,铝合金板材切割成尺寸为100 mm×25 mm×2 mm试验件。铝合金试件几何形貌特征如图8(b)所示。另一侧被粘体材料为CFRP,胶结胶采用了AV138/HV998环氧AB胶,胶结后的试件如图8(c)所示。
为了确保胶结的稳定性,降低试件胶结强度的离散性,确保试验结果的可靠,对接头胶结部分采用了如图9所示的处理过程。
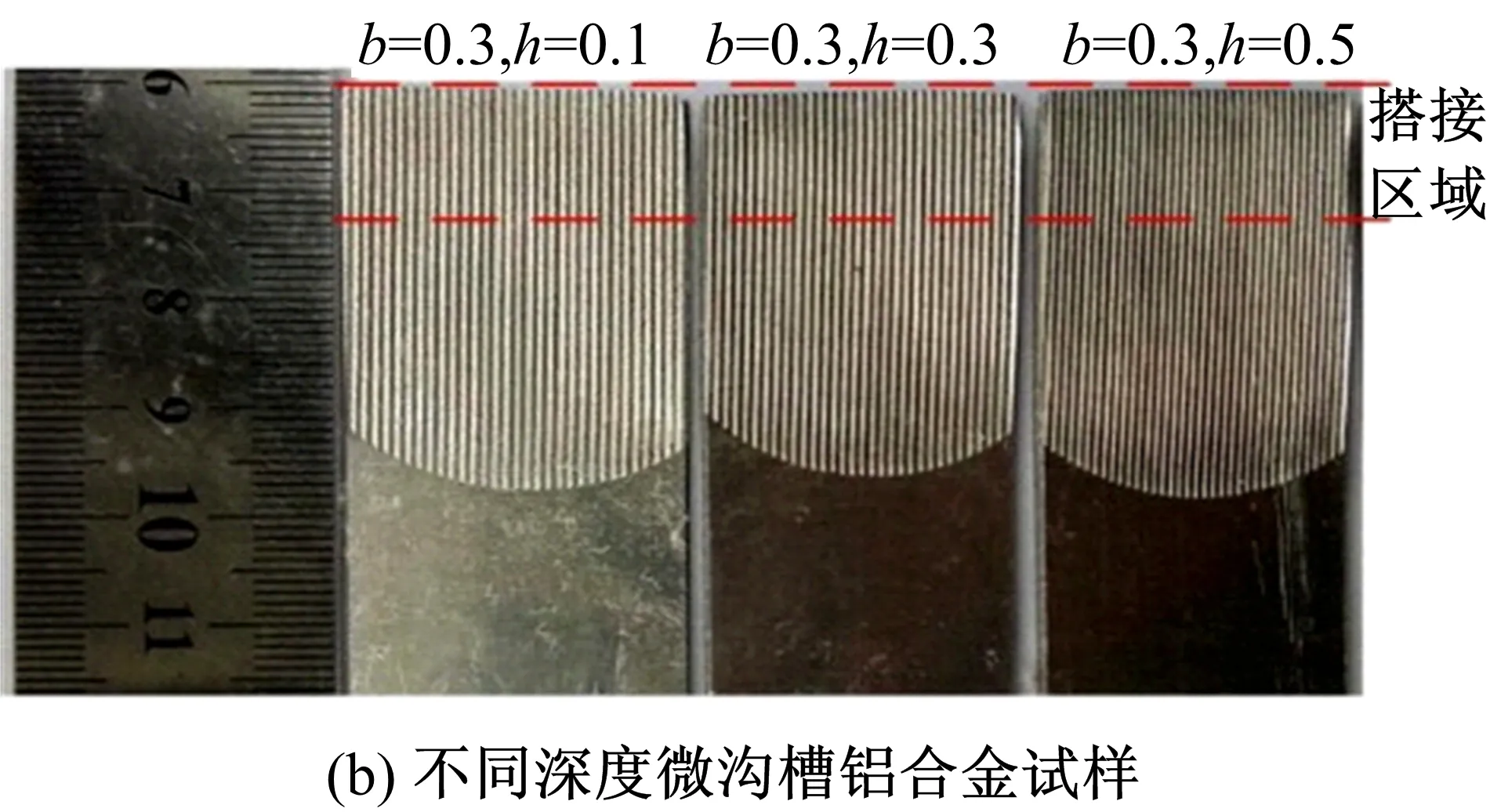
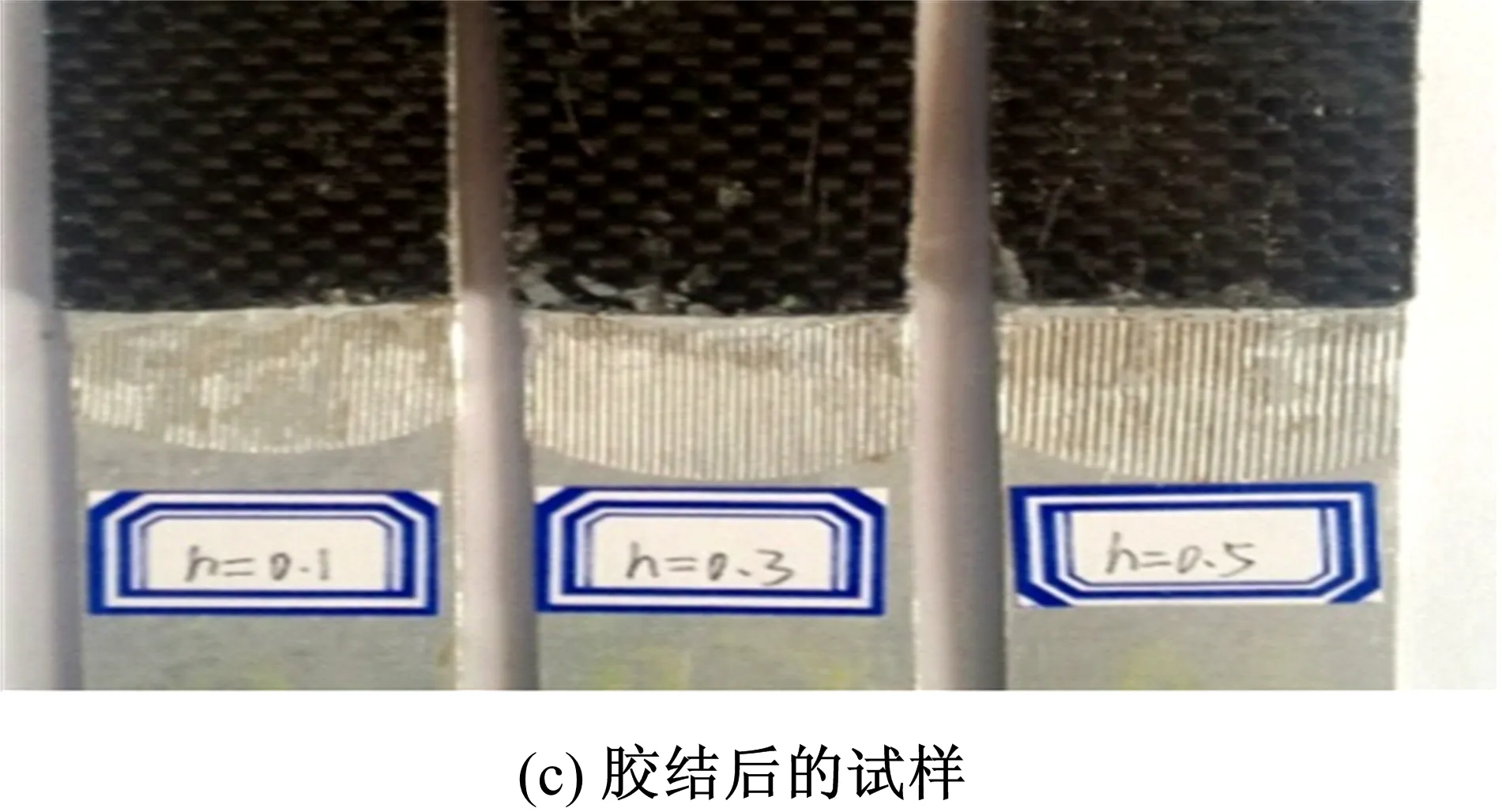
图8 微沟槽辊压成形装置及试验样件Fig.8 Rolling equipment for forming micro/macrogrooves on metal surface
3.2 试验与仿真结果对比
图 10为表面带有不同深度微沟槽铝合金与CFRP接头断裂后的试验结果。图11 给出了不同深度微沟槽胶结接头拉伸试验载荷变化曲线,从图11中可以看出,随着铝合金表面微沟槽深度由0.1 mm增大到0.5 mm,破坏载荷不断增大,结果表明:铝合金表面微沟槽能有效加强接头粘接强度,而且同时随着微沟槽深度的增加而增大。
图12为表面带有不同深度微沟槽铝合金与CFRP接头的试验与数值模拟结果力-位移曲线对比图。从图12中可以看出,试验与数值模拟结果曲线基本一致,且3次试验结果的离散性较小,表明内聚力单元对胶结强度模拟的有效性及试验结果的可靠性。

图9 胶结试验流程Fig.9 Process of adhesive test specimen
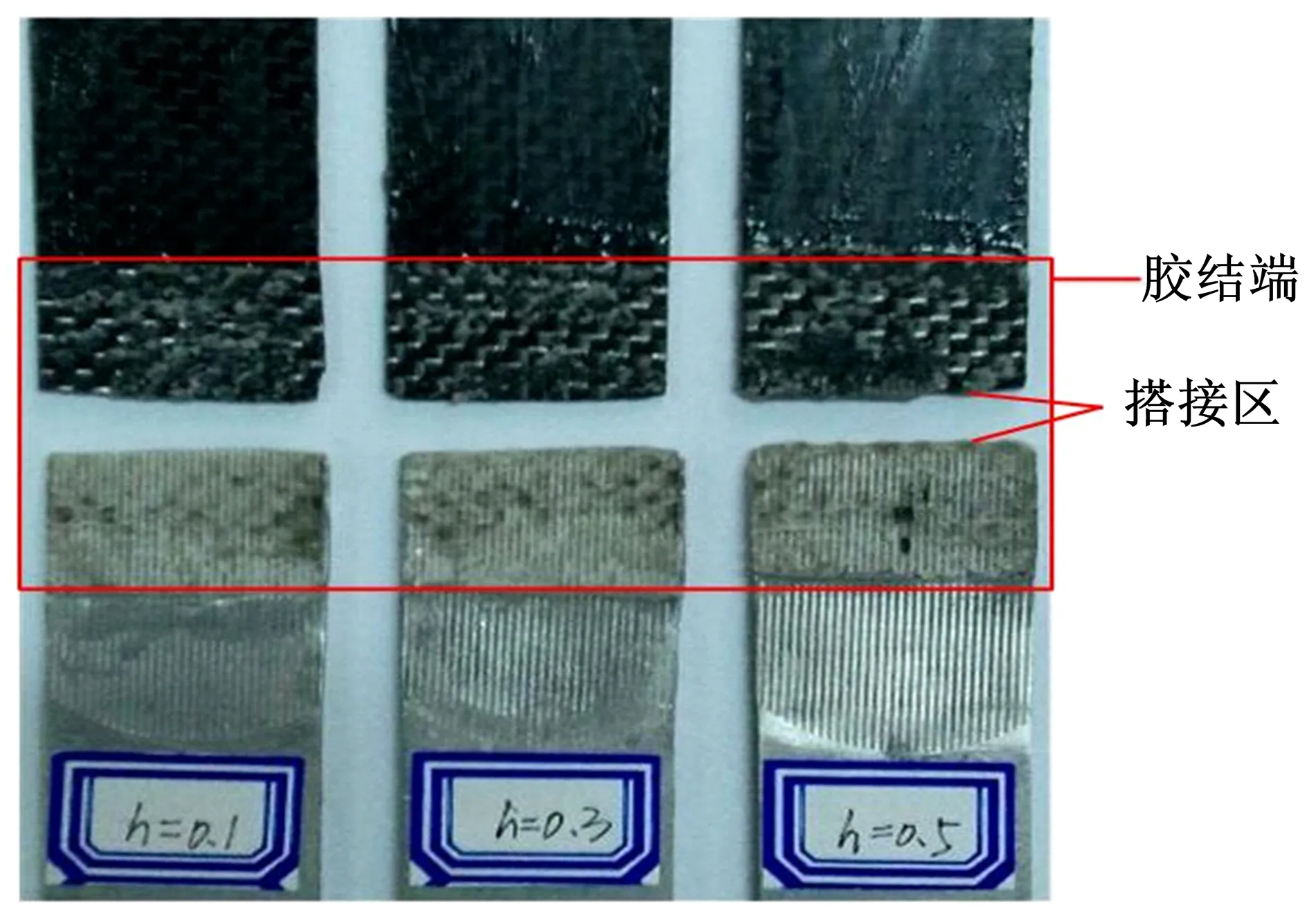
图10 为不同深度微沟槽接头拉断试验结果Fig.10 Experimental results of adhesive jointstensile sheer test
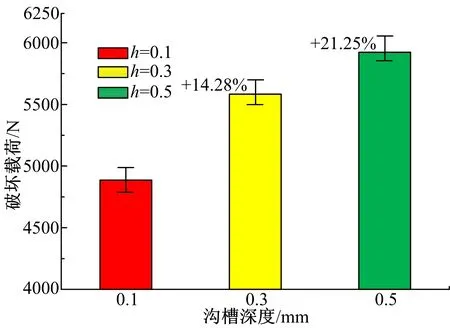
图11 不同深度微沟槽胶结接头拉伸试验载荷变化Fig.11 Tensile test load of adhesive joints with differentgroove depths

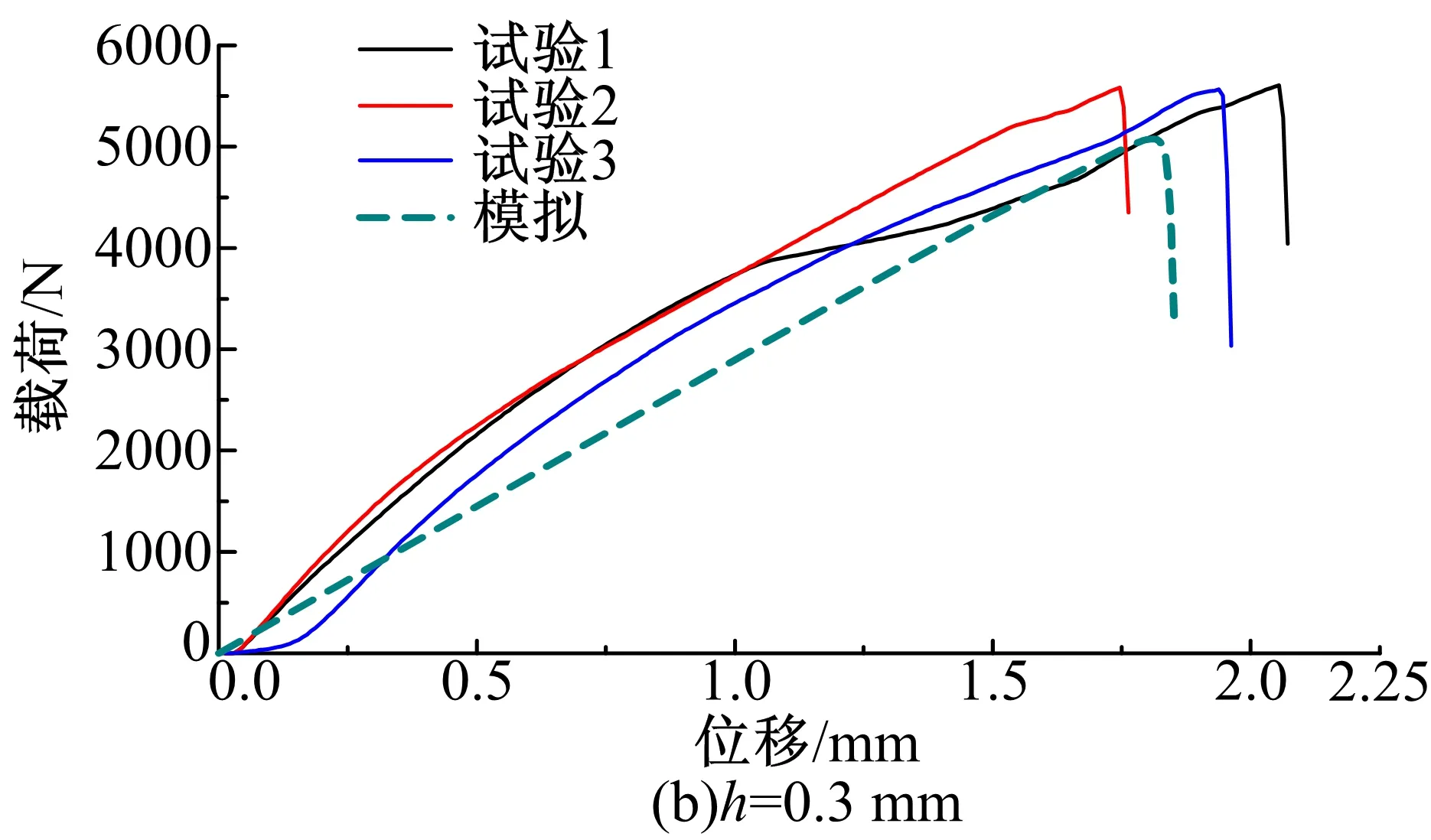

图12 不同沟槽深度试验与仿真结果力-位移曲线对比Fig.12 Experimental and numerical results of differentgroove depths force-displacement curve comparison
图13给出了铝合金表面微沟槽深度和接头粘接强度的关系曲线,从图13中可以看出,数值模拟结果与试验结果趋于一致,都是随着沟槽深度的增加,胶结接头破坏载荷不断升高,但是随着沟槽深度的增加,破坏载荷增大的趋势减缓了;其次,数值模拟的破坏载荷要高于实际的试验结果,主要是因为粘接过程受环境条件影响,且数值模拟过程中碳纤维材料和铝合金材料都被假设成非变形体,而实际上,在拉伸过程中基体随着拉伸力的增大而不断发生变化,该变化对试验结果有一定的影响。随着铝合金表面微沟槽深度增大,接头胶结强度的强化效果趋缓,这是由于胶填充性较低和胶层气泡增多导致的。

图13 沟槽深度对胶结强度的影响Fig.13 Effect of groove depth on adhesive strength
4 结 论
(1)胶结接头的胶结强度取决于板材剥离剪应力的大小,轴向应力对胶结强度影响较小。
(2)带有微沟槽表面与CFRP的胶结强度高于光洁表面与CFRP的胶结强度。
(3)随着微沟槽深度增大,胶结强度逐渐增强,但随着深度逐渐增大,胶结强度增强趋缓。
[1] 李龙. 车身单搭接胶结接头静强度性能试验及强度预测方法的研究[D]. 长春:吉林大学汽车工程学院,2011.
Li Long. Research on static strength analysis and strength prediction of adhesively bonded single lap joint for automotive [D].Changchun:College of Automotive Engineering,Jilin University,2011.
[2] Packham D E. Handbook of Adhesion [M]. 2nd edition Chichester: John Wiley & Sons, Ltd, 2005.
[3] Petrie E M. Handbook of Adhesives and Sealants [M]. New York: McGraw-Hill, 2000.
[4] Pinto A M G. Shear strength of adhesively bondedpolyolefins with minimal surface preparation [J]. International Journal of Adhesion & Adhsives, 2008, 28(8):452-458.
[5] Couvrat P. Le collage structural modern: theorie et pratique [C]∥ Tec & Doc-Lavoisier, Paris, 1992.
[6] Arenas J M, Alía C, Narbón J J, et al. Considerations for the industrial application of structural adhesive joints in the aluminium composite material bonding [J]. Composites: Part B Engineering, 2013, 44(1): 417-423.
[7] da SilvaL F M, Ferreira N M A J,Richter-Trummer V, et al. Effect of grooves on the strength of adhesively bonded joints [J]. International Journal of Adhesion & Adhesives 2010, 30(8): 735-743.
[8] Reina J M A, Prìeto J J N, GarcíC A. Influence of the surface finish on the shear strength of structural adhesive joints and application criteria in manufacturing processes [J]. Journal of Adhesion, 2009, 85(6): 324-340.
[9] Sancaktar E, Nirantar P. Increasing strength of single lap joints of metal adherends by taper minimization [J]. Journal of Adhesion Science and Technology, 2003, 17(5):655-675.
[10] Oterkus E, Barut A. Bonded lap joints of composite laminates with tapered edges [J]. International Journal of Solids and structures, 2006, 43(6):1459-1489.
[11] Reis P N B, Ferreira J A M, Antunes, F. Effect of adherends rigidity on the shear strength of single lap adhesive joints [J]. International Journal of Adhesion & Adhesives, 2011, 31(4):193-201.
[12] Davis G D,Whismant P L,Shaffer D K, et al. Plasma-sprayed coatings as surface treatments of aluminum and titanium adherens [J]. Journal of Adhesion Science and Technology, 1995, 9(4):527-548.
[13] Ye M,Delplancke J L,Berton G, et al. Characterization and adhesion strength study of Zn coatings electrodeposited on steel substrates [J]. Surface Coatings Technology, 1998, 105(1-2):184-188.
[14] 郝华,李鹏,凌辉,等. 两种T700碳纤维表面特征及其复合材料界面性能[J]. 玻璃钢/复合材料,2013,11(1):30-34
Hao Hua, Li Peng, Lin Hui, et al. Carbon fibers and interfacial properties of their reinforced resin matrix composites [J]. FRP/CM, 2013, 11 (1):30-34.
[15] 黄玉东,曹海琳,邵路,等. 碳纤维复合材料界面性能研究[J]. 复合材料学报,2002,32(1):19-24.
Huang Yu-dong, Cao Hai-lin, Shao Lu, et al.Study on interface properties of carbon fibers reinforced composites [J]. Aerospace Materials and Technology, 2002, 32(1):19-24.
[16] 王博.平面板材表面辊压成形微沟槽数值模拟研究[D]. 长春:吉林大学材料科学与工程学院,2015.
Wang Bo. Numerical simulation research of rolling microgroove of surface flat sheet metal [D]. Changchun:College of Materials Sciences and Engineering,Jilin University, 2015.
[17] Sheng Shang-zhong, Hoa Suong Van. Three dimensional micro-mechanical modeling of woven fabric composites [J]. Journal of Composite Materials, 2001, 35(19): 1701-1729.
