基于FANUC系统的刀具寿命管理应用
2018-03-09付柄智
付柄智
(沈阳机床成套设备有限责任公司 辽宁 沈阳 110000)
1 引言
本文阐述了在配置FANUC 0i-TD数控系统数控车床中刀具寿命管理的应用,主要介绍一下参数的设置及调整技巧。供大家参考。
2 画面显示
在系统按键盘上找到offset/setting键按下后按扩展键找到TOOLLF 按下对应软件键进入刀具寿命管理画面。如(图1)所示。
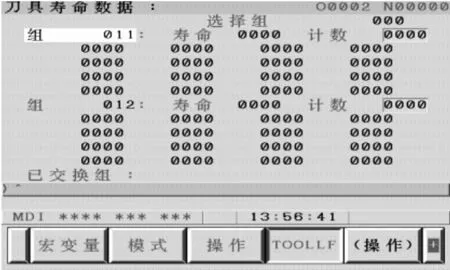
图1
图1中“计数”处是记录当前组所属的刀具当前使用过的寿命值(次数或者时间),一般当前寿命值不会大于设置的寿命值,只有NC系统收到一个(M02或M30)当前寿命值才加1,而不管在加工程序中该组刀具被调用过多少次。“计数”处也可以直接对寿命值进行预置或根据刀具实际磨损情况进行修改预置值。修改方法:按“操作”键,将黄色光标移到相对应的寿命组,直接输入你判断的寿命值(次数或时间)后按“输入”键设置,对应的寿命预置值即可添加在“计数”栏中。当“计数”栏中的值等于该组刀具的总寿命值预置值时,NC系统会通知本组中最后一把刀寿命结束,此时刀具更换信号F64#0接通。此信号要通过PMC输出报警并编制报警文本使其通知显示在屏幕上。
3 参数设置
8132#0=1 使用刀具寿命管理功能
6800#0=GS1,#1=GS2设定可以登录的组数和每1组的刀具数量的组合。具体设置如(表1)。
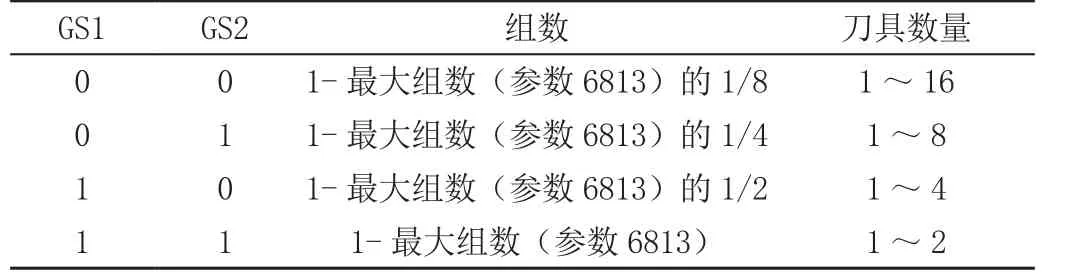
表1
4 使用方法
刀具寿命指定的最大值为4300 分钟或者9999次。
下面以配置FANUC 0i-TD数控系统数控车床为例介绍刀具寿命管里的具体使用方法。
(1)增加设定,设定有两种方式,第一是在图1所示的界面,直接操作输入刀具组和寿命值。第二执行程序录入,例如表2。
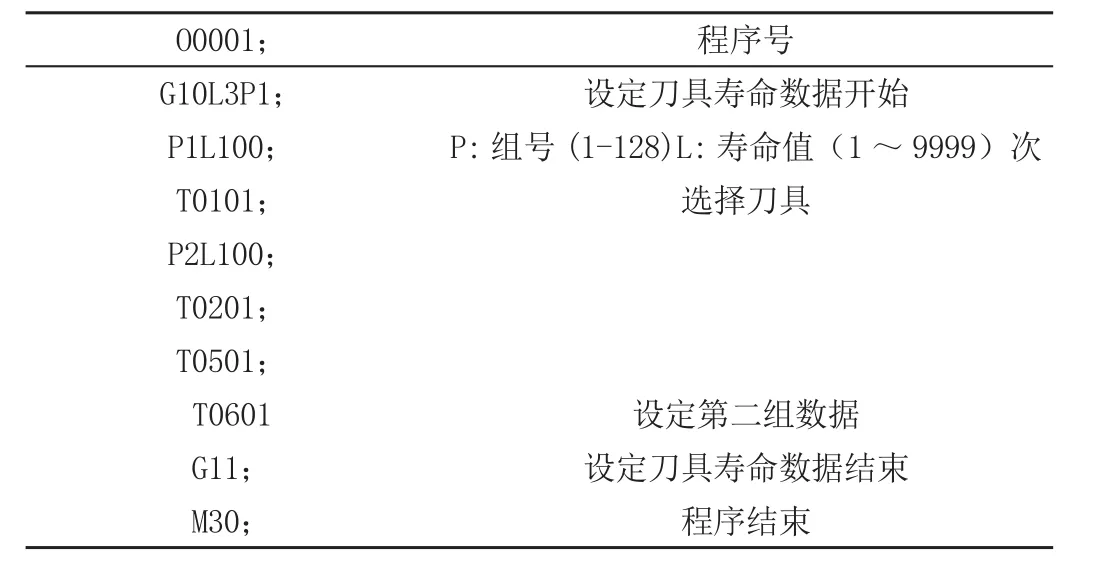
表2
在用二种方式进行分组时,指令刀具的格式为TXXXX,前两位为刀具号,后两位为刀具偏置号,同一个刀具号可以带多个刀偏,执行后即可在刀具管理画(即在刀具分组画面)显示寿命值和所属刀具。
根据表2程序设定,第一组只有一把刀,即第一寿命组中总寿命值就是1×100=100,当在程序中只调用一次该组刀具时,数控系统默认为刀具为T0101,直到该组的计数寿命达到100时刀具T01寿命终止报警输出,此时需要更换新刀具后清0计数栏的值才能消除报警继续加工。第二组有三把刀,由于寿命预置值为100所以每把刀的寿命为100,整个组的寿命为3×100=300;当调用第二组的刀具进行寿命管理时,是按顺序执行,首先用第一把刀T0201,此时T值F26的输出值为2;当寿命计数达到100时,再进行该组调用时,系统T值F26的输出值为5,执行换刀,依次类推直到该组第三把刀的寿命终止。系统发出寿命结束通知,操作同第一组即可重新进行寿命管理
在实际使用中举例如下:
O0001;
T01M06;调用第一组刀具,为T0101
M30;“计数”加1
注意:需要在换刀子程序中再次执行M06才能正确计数,上述程序的M06作用是调用子程序。
Fanuc系统为了区别M系列的刀具寿命管理,T系列系统的调用格式为Txx99开始,Txx88结束,其中xx就是调用需要进行寿命计数的组号。举例如下:
O0010;
T0199;调用寿命管理的第一组刀具,
G4X0.5;延时0.5s,模拟加工
T0188;结束第一组调用
M30;寿命“计数”加1
(2)删除设定,程序执行完成后,第1组和第二组数据归零,删除完成。举例如下:
O0003;
G10L3P2;组的删除
P1;组号
P2;组号
G11;组的删除结束
M30;程序结束
注意:刀具寿命管理在FANUC 0i系列中是标配功能,在31i及以上系列为选配功能,请需要使用此功能在系统选型时注意选择。
5 结语
刀具寿命管理可以说是机床的必备功能,可以在机械加工过程中保证最优化的使用刀具,最大化的保证加工质量。
[1]《FANUC 0i-TD连接说明书(功能)》.
[2]《FANUC 0i-TD参数说明书》.
