加工改性剂AS-935在PVC排水管件中的应用
2018-03-07卢昱文龚新华
卢昱文,龚新华
(1.浙江中财管道科技股份有限公司,浙江 新昌 312500;2.杭州泓纳科技有限公司,浙江 杭州 310000)
PVC制品具有难燃、耐磨、耐化学腐蚀、防渗漏性好、力学性能优良、电绝缘性好、隔热、消声、消震等优点,是性价比优良的通用塑料。但PVC制品在加工过程中也存在熔体黏度大、热稳定性差等缺点,如何降低加工难度并提高制品的表观质量已为人们所关注的问题。
普通的加工改性剂ACR添加量多,配方成本高,改善效果不明显。加工改性剂新产品——AS-935可促进PVC树脂的凝胶化,提高熔体强度,改善熔体流动性和制品表观质量,且用量相对较少。笔者考察了AS-935在PVC排水管件中的应用。
1 AS-935的材料特性
AS-935由甲基丙烯酸甲酯与多种酯类化合物复合而成,属于“核-壳”结构,分子结构见图1。酯类化合物包括内外润滑酯类复合物,具有协同效应。其中,外润滑酯类化合物可使熔体平衡扭矩降低,延长塑化时间;内润滑酯类化合物与PVC相容性好,可提高制品表观质量。

图1 AS-935的分子结构Fig.1 Structure of AS-935 molecules
与PVC相比,AS-935相对分子质量较高,一般在50万~100万(重均相对分子质量),密度为1.05~1.20 g/cm3。AS-935是以丙烯酸酯为原料,添加交联剂、乳化剂、引发剂、分子质量调节剂等助剂,经多次乳液聚合而制得,为白色微细粉末,无毒、无腐蚀性。AS-935与常用的加工改性剂ACR 401的物理性质对比见表1。

表1 AS-935与ACR 401的物理性质对比Table 1 Comparison of physical properties between AS-935 and ACR 401
与ACR 401相比,AS-935具有以下特性。
(1)分子质量较小,与PVC树脂的相容性更好。
(2)黏度较小,熔体流动性更好。
2 试验部分
2.1 主要原料
PVC-SG8,陕西北元化工集团股份有限公司;Ca/Zn复合热稳定剂,浙江普那塑料科技有限公司;AS-935,杭州泓纳科技有限公司;ACR 401、碳酸钙(粒径15~18 μm)、钛白粉、润滑剂,工业级,市售。
2.2 主要仪器设备
高速混合机,SHR-500A,张家港轻工机械有限公司;转矩流变仪,RM-200A,哈尔滨哈普电气技术有限责任公司;注塑机,320,东华机械有限公司。
2.3 混料
(1)配方。
PVC,100份;碳酸钙,20份;润滑剂,0.6份;钛白粉,2份;Ca/Zn复合热稳定剂,4份;AS-935,1份(或ACR 401,3份)。
(2)混料。
按配方称量原料后投入高速混合机中,高速热混至115 ℃,再低速冷混至45 ℃后出料。
2.4 性能测试
(1)流变性能。
准确称量65 g PVC混合料,加入到转矩流变仪中进行流变性能测试。转矩流变仪1~3区的温度依次设定为184.8、185、185.1 ℃,物料温度设定为188 ℃,转子速度设定为35 r/min。
(2)力学性能。
采用注塑机将PVC混合料加工为排水管件,按照GB/T 5836.2—2016《建筑排水用硬聚氯乙烯(PVC-U)管件》测试其物理、力学性能。注塑机的温度参数设定为:射嘴,186 ℃;机身1区,183 ℃;机身2区,180 ℃;机身3区,180 ℃;机身4区,175 ℃;机身5区,175 ℃。
注塑机的其他参数设定见表2。

表2 注塑机的其他参数设定①Table 2 Setting of other parameters of injection moulding machine
①保压时间为3 s;②速度的单位%是指设定值与额定值之比。
3 结果与讨论
3.1 流变性能
转矩流变仪可以记录物料在混合过程中对转子产生的扭矩以及料温的变化,从而分析物料在加工过程中的流动行为和分散性能。图2、表3为2种PVC混合料的流变曲线及流变参数。
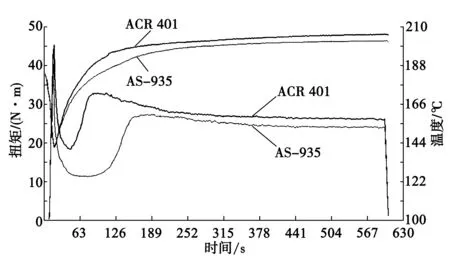
图2 2种PVC混合料的流变曲线Fig.2 Rheological curves of two kinds of PVC blend

PVC混合料塑化时间/min塑化温度/℃平衡扭矩/(N·m)AS-9352.6218627.4ACR 4011.2518932.9
从表3可见:采用AS-935后,PVC混合料的塑化时间有所延迟,平衡扭矩降低,熔体黏度显著下降,可有效改善配方的熔体流动性。
3.2 物理、力学性能
分别采用AS-935和ACR 401制备了PVC排水管件,测试了其物理、力学性能,见表4。
表42种PVC管件的物理、力学性能
Table4PhysicalpropertiesandmechanicalpropertiesoftwokindsofPVCpipefitting

由表4可知:采用AS-935后,PVC排水管件的密度几乎没有变化,维卡软化温度提高了约4 ℃,能通过烘箱试验和坠落试验,符合GB/T 5836.2—2016的要求。
3.3 表观质量
在不改变生产工艺的条件下,2种PVC管件的表观质量见图3。

(a)ACR 401(b)AS-935图3 2种PVC排水管件的表观质量Fig.3 Appearance of two kinds of PVC drainage fitting
由图3可知:采用AS-935生产的PVC排水管件表面光泽度更好,并且白度更高。这是因为AS-935可使PVC熔体的塑化程度增加,熔体流动性提高,则在注射充模时熔体与模具内壁的摩擦程度可降低,因此产品表面的光泽度更好,白度更高。
3.4 对生产工艺的影响
将3份ACR替换为1份AS-935后,在配方、混料工艺、注塑工艺不变的情况下进行了试生产。结果表明:在混料过程中无异常现象,注塑过程平稳,生产的PVC排水管件质量优良。
4 经济效益
AS-935的市场售价在2万元/t左右,ACR 401的市场售价在1.5万元/t左右,按PVC排水管件产能为1万t/a计,则按照配方计算,1年消耗ACR 401约为231 t,消耗AS-935约为78 t,产生的经济效益为:231×1.5-78×2=190.5(万元)。
5 结语
AS-935在用量较少的情况下,可有效促进PVC凝胶化,增加熔体流动性,提高熔体强度,增加制品表面光洁度及白度,并能降低配方成本,在PVC排水管件中应用效果良好,适合在PVC注塑制品中推广应用。
