钢制防撞墙一体化加工关键技术研究
2018-03-06徐文敏文三进
徐文敏 文三进
上海建工(江苏)钢结构有限公司 江苏 海门 226100
由于桥梁路段发生车辆事故的概率较大,且产生的危害和影响比较大,所以桥梁中防撞墙的应用非常广泛,而钢防撞墙因其具有质量轻、强度高、缓冲性能好、可与钢桥一体化施工、安装方便快捷等优势,应用范围逐渐扩大。
1 钢防撞墙构造
钢防撞墙不同于防撞护栏,它是一种全断面封闭式结构类型,根据其结构形式,可拆分为外侧面板、顶部面板、内侧面板、内部隔板、内部钢管及路灯背包、交安背包等特殊节点零件(图1)。

图1 防撞墙构造拆分
除了钢防撞墙复杂的断面造型外,因钢箱梁桥多位于城市立交位置,桥面存在复杂的弯扭弧形,而钢防撞墙和桥面直接焊接在一起,其线形和桥面线形保持完全一致的状态。即其内外侧面板在进行折弯的同时,还面临着弯弧加工的难题。在内部隔板上所开设的孔洞,用于穿设内部钢管和方管,对于没有桥面弧形的防撞墙,内部穿管工作容易操作,但对于弧形桥段的防撞墙,其穿管工作受线形的影响非常难操作。
2 钢防撞墙安装方式
钢防撞墙作为钢箱梁的附属结构,有2种安装方式供现场选择:一种是待钢箱梁吊装完成后,散装钢防撞墙的相关零部件;另一种是将钢箱梁的挑臂与主箱室在设计分段方案时分为2个独立的分段,在加工时将防撞墙与挑臂作为一个整体出厂,现场整体吊装。
第1种安装方式现场工作量很大,因吊装现场的作业条件较差,焊接操作难度大,且受限于安装现场的作业时间限制,周期会长得多。采用第2种安装方式,可实现工厂装配化、快速化生产,能有效保证加工质量,但如何保证加工精度和线形,确保现场顺利安装,是加工中的重点。从目前钢结构桥梁及钢防撞墙发展的趋势来看,工厂一体化加工是发展的方向。
3 钢防撞墙一体化加工流程
钢桥加工完成并检验合格后,按照图纸数据开展放样工作,以纵向挑臂为胎(或以钢桥为胎),依次装配钢防撞墙零部件,具体流程如下[1-4]:
1)定位装配防撞墙隔板,完成其与挑臂之间的焊缝。
2)装配下部封板及底部L形托板,完成与挑臂侧板间的焊缝。
3)装配、焊接声屏障及路灯背包处穿设螺杆的相关零件。
4)装配外侧折弯面板及顶部弧形U帽,完成外侧面板与底部L形托板、顶部U帽间的拼接焊缝。外侧折弯面板间的竖向对接焊缝,留待内部空间除锈、涂装并穿管后进行焊接,避免该处拼缝焊接后造成挑臂较大旁弯。
5)内部除锈、涂装。
6)穿设内部钢管。
7)装配内侧面板,完成其与桥顶板、顶部U帽及内侧面板间的焊缝,焊接后矫正变形。焊缝外观处理结束并检验合格后,对挑臂和防撞墙进行整体除锈和涂装(图2)。

图2 钢防撞墙一体化加工完成
因防撞墙内部零部件及与桥面之间存在大量的焊接工作,而单独的挑臂因整体刚度较差,大量的焊接热输入很容易造成变形。为减小变形,可将防撞墙内部零件提前组焊为小部件,而后装配并完成小部件与桥面板之间的焊缝。
4 顶部U帽弧形加工关键技术
对于钢防撞墙顶部为U形结构形式的,其U帽的侧向弯弧工作是加工中的重点和难点,是完工后防撞墙外观成型的关键部位。
闭口截面型材的弯弧,目前有冷弯和热弯2种常见方法,尤其是各向同性的圆管,是目前弯弧加工采用最多的一种型材,且该类型材的弯弧工艺也比较成熟,加工质量有保障。而对于敞口的U形型材,其本身分为强轴和弱轴,各向力学性能不一致,且侧向弯弧的位置为弱轴,采用常规的冷弯或热弯,弯弧过程中很容易造成型材开口尺寸改变,不具备可操作性。通过了解多家专业的拉弯厂家得知,其现有设备无法用于该种型材的弯弧加工,不具备该种型材的侧向弯弧条件。
为了完成U形型材的弯弧工作,提高其线形和表面质量,基于开口这一特点,设计了一套模拟U形型材内部轮廓的专用模具和特殊的弯弧工艺来解决此类型材的弯弧难题。
该模具主要由主板、导向板、固定板、上盖板、承压板和配套螺栓组成,分为导向型模具〔图3(a)〕和固定型模具〔图3(b)〕。其中主板的轮廓与防撞墙顶部U帽的内轮廓保持一致。
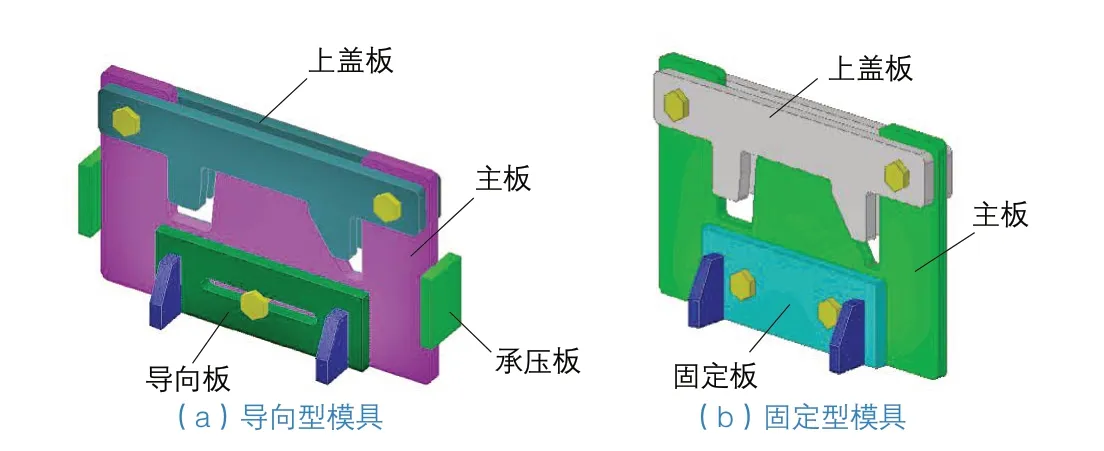
图3 U形型材专用模具
进行U帽弯弧操作的具体步骤如下:
1)根据弧形放样结果,确定顶弯点位及每个点位具体的顶弯行程。
2)在平台上划线并装配模具。装配模具时,两端头位置装配固定型模具,中间位置装配导向型模具。
3)将U形型材放置于模具内,装配上压板,拧紧螺栓固定牢固(图4)。
4)采用液压千斤顶,由中间向两端头逐渐施压顶弯,直至每个位置达到设计行程。
5)采用火矫定点加热,将顶弯操作产生的弹性变形调整为塑性变形。
6)冷却后拆除模具上压板,将型材从模具中移出,检测弯弧数据,合格后完成U形型材弯弧工作(图5)。

图4 U形型材入模固定

图5 U形型材弯弧完成
采用该模具和工艺方法,经检测能将U形型材的弯弧数据和理论数据控制在偏差1 mm以内,且超长整根U帽弯弧后弧形圆润,表面质量高。该方法不仅适用于该敞口形U帽,对于类似结构的敞口型材都能应用,解决了敞口非常规型材的弯弧难题。
5 加工过程钢箱梁挑臂防变形关键技术
防撞墙与桥面板间存在大量焊缝,且部分焊缝为熔透焊接,焊接热输入量很大。个别桥梁在设计时,挑臂的宽度很小,防撞墙的断面宽度甚至占到了挑臂宽度的一半,外加防撞墙的整体刚度较差,所以在焊接此类防撞墙与桥板间焊缝时,挑臂会产生较大的变形。该焊接变形受后续防撞墙的影响,很难矫正到位。
对于此种类型的钢防撞墙,为了减少焊接变形、提高加工精度以保证现场顺利对接,采取如下措施:
1)长度向相邻的挑臂,整体上胎加工,装配防撞墙时可保证现场接口吻合。
2)将挑臂置于刚度较大的型钢胎架之上,并将挑臂与胎架焊接固定为一体(图6)。

图6 挑臂与胎架焊接固定为一体
3)在胎下完成防撞墙小组件的装焊工作,减少胎上焊接工作量。
4)箱梁两侧的挑臂面对面置于胎架,并通过支撑连接为一体,并在防撞墙装配焊接过程中制约彼此的变形。
5)防撞墙焊接完成在脱胎之前,采取火矫、振动方式消除焊接应力,而后解除束缚脱胎。
通过该种面对面的胎架设计和上胎加工方式,能有效控制防撞墙焊接后造成的挑臂变形,实现现场安装防撞墙时挑臂与主箱室的精准对接。
7 结语
通过对上述技术的研究与应用,成功解决了钢防撞墙加工线形、外观质量和现场安装精度的问题,使加工的产品质量有了非常明显的提高。加工能力、加工质量的提高,也为现场安装提供了便利,使钢防撞墙的大量生产和应用成为可能,使该行业朝着绿色、装配化、可持续发展的目标迈了一大步。
