车加工技能竞赛中偏心件的加工方法
2018-02-26郝新成
郝新成
摘 要:在各类车加工技能竞赛中,偏心件的加工已经较多的出现在竞赛题目中,它是普通车床加工中必须解决的一个课题,装夹找正困难,加工有一定难度。针对车加工技能竞赛中的要求,根据偏心工件的原理,给出合理加工方法,并结合实例合理安排工艺,顺利解决了车偏心零件的问题。
关键词:技能竞赛;偏心件;车加工
中图分类号:TH162 文献标识码:A
doi:10.14031/j.cnki.njwx.2018.02.005
0 引言
第44届世界职业技能大赛中,我国选手摘金夺银,取得了辉煌的成绩,职业技能竞赛可以为国家选拔人才,推进职业教育改革的向前发展,促进人才培育和教学质量提高。在各类职业技能竞赛中,试题的选择尤为重要,车加工技能竞赛中,偏心件的加工可以显示出选手对车加工技能的掌握情况。能够用常用的夹具,简单的方法,找正偏心,加工出合格产品,是选拔技能人才的一个标准,偏心件的加工虽有一定难度,找正麻烦,精度不易保证,但只要掌握其原理与方法,就可以在规定的时间内加工出合格的产品。
1 三爪卡盘加工偏心原理
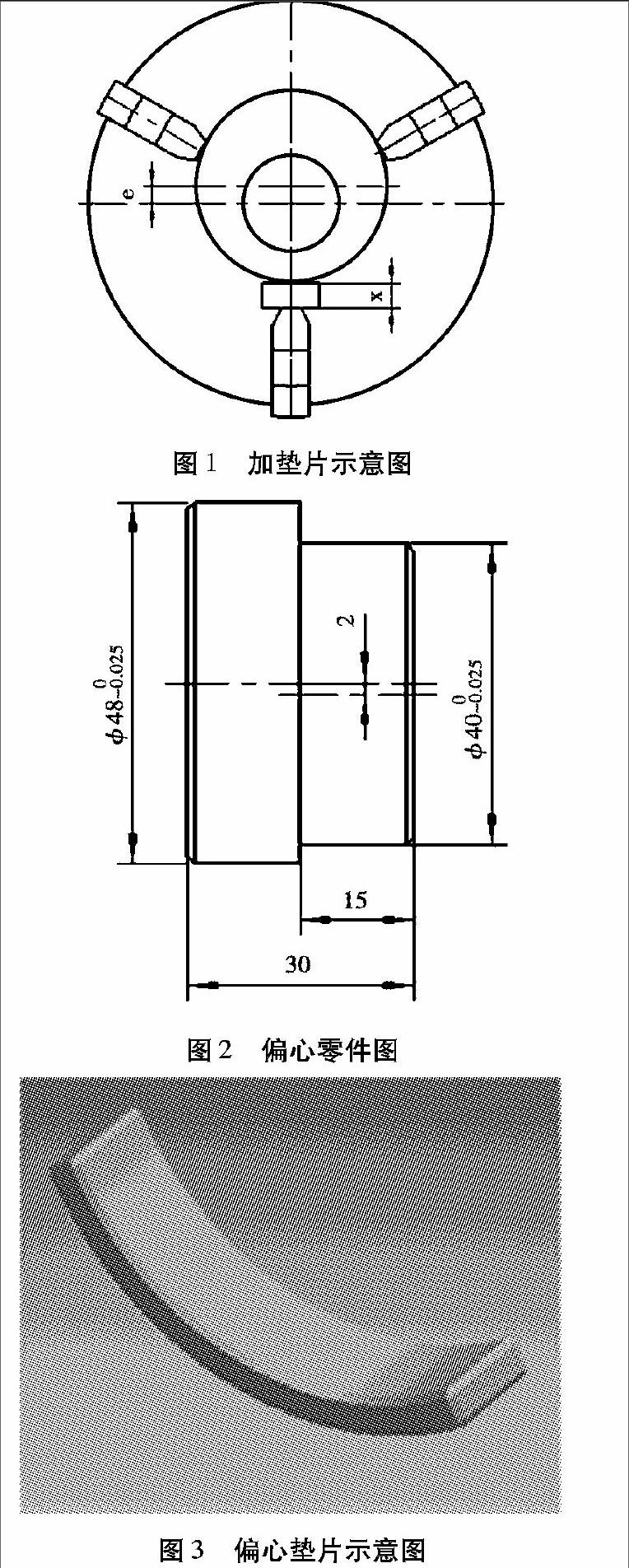
在车床上加工偏心件的方法有很多,而在车加工技能竞赛中,受限于时间和大赛要求,只允许使用三爪自定心卡盘加垫片的方法车削偏心,这种方法操作简单,加工偏心部分较短,偏心距e<6 mm,其加工方法如下:在三爪自定心卡盘的其中一个卡爪上增加一个垫片,使其产生偏心来加工,如图1所示。墊片厚度可用公式来计算:
x=1.5e+k
k≈1.5⊿e
⊿e=e-e测
其中,x为垫片厚度,e为工件偏心距,k为偏心距修正值,其正负值按实际结果确定,⊿e为试切后的实际偏心距。
例如:车削偏心距e=2 mm的工件,求垫片的厚度x是多少?
解:先不考虑修正值,按近似公式计算垫片厚度
x=1.5e=1.5×2=3 mm
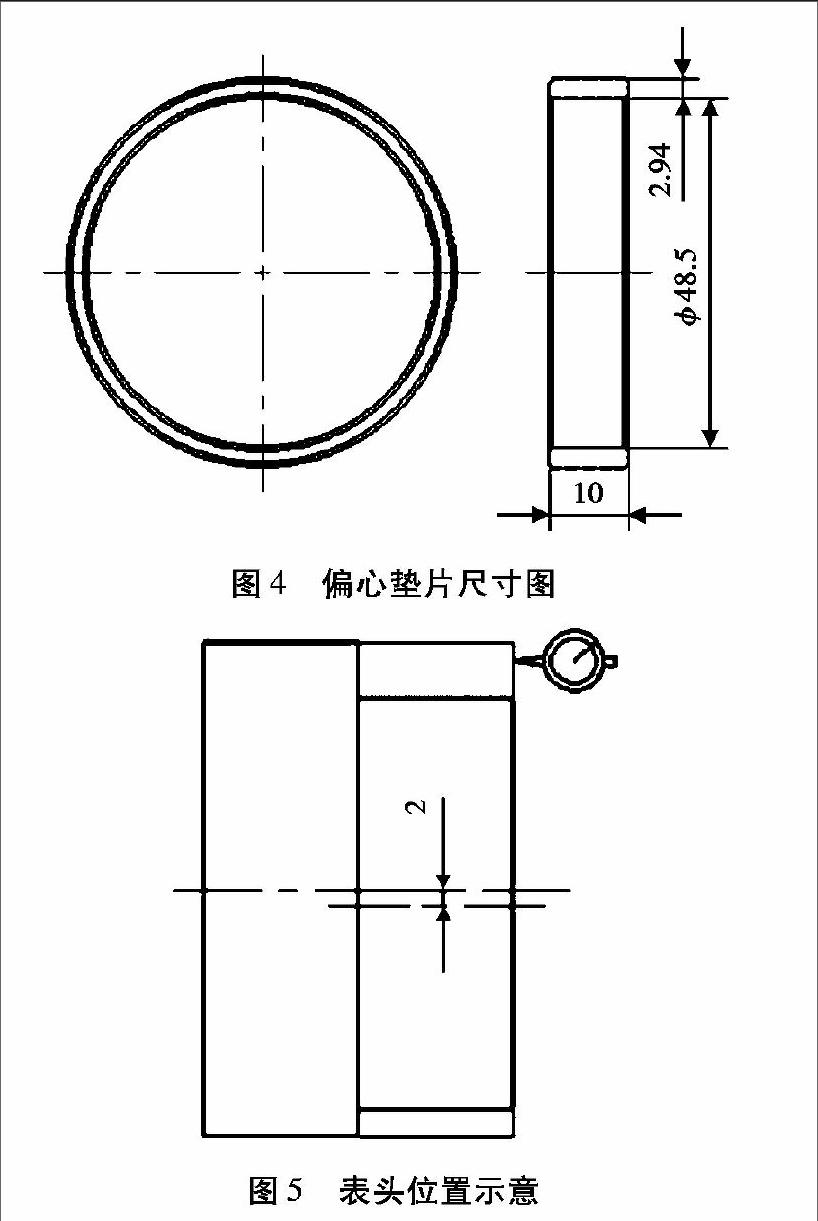
垫入3 mm的垫片进行试车削,检查试切后的偏心距,如果实测偏心距为2.04 mm,则偏心距误差为⊿e=e-e测=2-2.04=-0.04 mm,那么偏心距修正值为k≈1.5⊿e=1.5×(-0.04)=-0.06 mm,故垫片的厚度正确值为x=1.5e+k=3-0.06=2.94 mm。
2 三爪卡盘加工偏心过程
第一步,根据图纸,首先选好车偏心前的装夹位置,即垫垫片的基准外圆,这是非常关键的,若找不好基准外圆,偏心是不易车准确的,要求此外圆的粗糙度要低于Ra3.2,尺寸根据实际情况而定,如车削如图2所示偏心零件,其基准外径选48外径。也可以选用工艺外圆,用过之后再车掉。内外偏心配合的零件,装夹位置的外径要尽可能一致。第二步,制作垫片,选择的材料和加工材料要尽可能一致,这样夹紧时工件的变形和垫片的变形是一致的,偏心距容易保证。垫片形状如图3所示,此圆弧形垫片的厚度尺寸在车床上容易获得,垫片的内孔根据三爪夹持部分的外径加大0.5 mm来确定,垫片的厚度为根据偏心距计算的尺寸,用厚度千分尺来测量,垫片的宽度以10 mm为宜,过宽不易校正,过窄工件夹不牢。例如车削如图2所示偏心零件,则其偏心垫片的尺寸如图4所示。在车床上加工成型后,再用手锯分割成四块即可使用。第三步,装夹找正,这是加工偏心的关键,在其中一个卡爪上垫上垫片,偏心的车削部位要尽量靠近卡爪,垫片要垫在卡爪内,然后夹紧工件,但不能用力过大,以能轻敲动工件为宜。要找正偏心,首先准备好磁力表座和大量程的百分表(工件偏心距的2倍)。校正工件偏心部位轴线与工件轴线的平行度。若工件的端面较大,则把表头指在端面上,如图5所示位置,直接找正端面与回转轴线的垂直度,用手转动卡盘,表针的摆动要在平行度公差的一半以内,注意表头尽量靠近端面的外径处;若工件的端面较小,表头无法依靠,则在外径上找正工件的直线度,把表头放在工件外圆表面,移动大滑板,观察表针摆动情况,转动卡盘90°,在外圆表面的另一个位置上,用同样的方法找正直线度,这样就能保证工件轴线与工件偏心部位轴线的平行度,通常需要多次反复校正才能找正。完成平行度粗校之后,夹紧工件,检查平行是否发生变化,若有变化需要用上述方法再次校正,若平行度正确,就可以把表头指向工件的外圆表面,转动卡盘一周,观察表针的摆动在工件偏心距的2倍范围之内,则偏心距符合图样要求,如不在范围之内,则需要根据实测偏心距调整垫片厚度,调整好垫片后,用上述方法再次测量偏心距,直至偏心距符合图样要求,注意在更换垫片后,第二次垫的垫片还要垫在上一次垫片的位置。第四步,车削加工,竞赛件的偏心部位长度一般较短,偏心距也不大,故选用车刀以锋利为主,选用前角较大的硬质合金车刀,转速在700 r/min,吃刀深度1 mm左右,走刀量0.1 mm/r,一般第一刀是断续切削,因此要注意对刀时深度不能太大。第五步,倒角去毛刺,为达到图样配合要求,还要做好偏心部分的倒角与去毛刺,工件卸掉之后,倒角就很难进行了,若没有清角,配合件不易安装且影响外观。
3 技能竞赛件车削加工实例
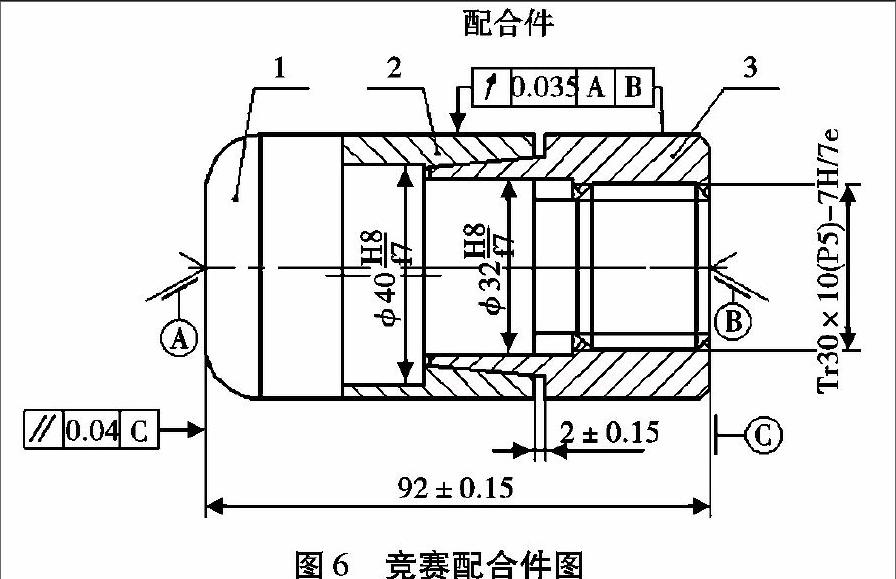
加工如图6所示车加工技能竞赛配合件。
(1)分析图样,确定加工所用的工、夹、刀、量具。此配合件由三个零件组成,包括偏心配合,锥度配合,梯形螺纹配合,配合精度要求较高,其单件的加工几乎包含了车加工的所有内容,车外圆、内孔、沟槽、锥度、特形面、梯形螺纹等,加工时所需的刀具较多,有90°偏刀、切槽刀、钻头、内孔车刀、梯形螺纹刀等,竞赛只配备三爪自定心卡盘,偏心部分只能采用三爪垫垫片的方法加工,要提前准备好垫片;根据图样,选择自带的量具,主要包括:游标卡尺、千分尺、圆弧样板、磁力表座等。
(2)加工步骤,根据竞赛所给毛坯50 mm×200 mm原材料,应先加工件3,再加工件1,最后加工件2。遵循基轴制原则,先加工件3,车好外梯形螺纹可以当做塞规使用,直接测试内螺纹;然后加工件1的外锥,外锥加工完成后,当做锥度塞规,测试件2的内锥配合间隙。那么加工件3时要分为粗、精加工,粗加工用一夹一顶的方法尽快完成,精加工在两顶尖间加工完成,为保证轴上偏心部位的正确性,偏心部分应在精加工轴上外圆之后加工,具体操作如下,在两顶尖间完成除偏心和圆弧部分外径的所有尺寸,三爪卡盘夹持圆弧部分所留外圆表面,垫垫片找正,车削偏心外圆至图样,然后夹持32外径,车圆弧部分至图样要求。加工件2时,先加工外径和锥孔部分至图样,切断工件保证总长,然后掉头用三爪卡盘夹持48外径,垫垫片装夹找正,车偏心内孔至图样要求,加工时要注意:轴和孔的偏心要放在最后工序加工,加工完偏心轴紧接着加工偏心孔,加工时要把垫片放在同一个卡爪上,这样使两个件的装夹位置保持一致,更有利于偏心找正。
总之,车加工技能竞赛中,要保证零件的质量,特别是加工偏心部分,一定要认真分析图纸,找好基准装夹外圆,找正偏心,就能顺利的加工出合格的零件。
参考文献:
[1] 王公安.车工工艺学[M].北京:中国劳动保障出版社,2005.
[2] 屠国栋.技能大赛实操解析与强化-车工分册[M].北京:中国劳动社会保障出版社,2014endprint
