基于FX2N-128MR卧式车床电气控制系统的PLC改造
2018-02-25李瑞斌
李瑞斌
摘要 卧式车床是目前广泛应用于机械加工的机床,本文通过分析普通卧式车床电气控制线路接线复杂、故障率高等缺点,在此基础上引入了应用三菱FX2N系列PLC对普通车床电气控制方案进行设计,在保留主电路的原有元件的基础上,利用PLC进行改造可以大大提高系统的可靠性,减少了工人的劳动强度,使系统的灵活性有了很大的提升。
【关键词】卧式车床 PLC 改造
卧式车床是目前广泛应用于机械加工的车床,加工的类型包括各种旋转表面、螺纹和端面。主要由主轴箱、进给箱、溜板箱、掛轮箱、刀架、尾座等结构组成。普通车床的电气控制部分常采用传统的继电/接触器控制,这种系统具有线路连接简单、成本低等优点。但其缺点特别明显,硬件布线方式固定,难以实现各种逻辑控制,而且线路复杂灵活性非常差此外,由于机械触头的工作频率较低、极易损坏,导致电器控制可靠性差。
1 卧式车床系统的分析
1.1 卧式车床电气控制分析
卧式车床的型号对主电机有不同的要求,因此控制电路的组成也是不同的。在对电控系统进行改造的时候,首先要对卧式车床的电气控制电路有一个深入的了解。卧式车床主电路控制中主电机Ml分别负责主轴运动和刀具进给运动,这种电机采用直接起动,实现点动和连续运动方式,并且可在正/反旋转方向实施电动停车制动。冷却泵电机M2负责控制冷却泵,在车削加工过程中提供冷却剂,并可以直接启动停止。此外快速运动的电机M3,它的功能在任何需要的时候手动控制大溜板箱的快速运动。
车床控制电路中主电机Ml由交流接触器KM1和KM2组成两组主触点来控制电机正向/反向连接;速度继电器KS的功能是反向制动。电机M2主要通过交流接触器KM4控制,功能是负责打开和关闭冷却电机电路;电机M3由交流接触器KM5控制。
1.2 PLC改造车床电气控制线路的分析
1.2.1 PLC选型及I/O地址分配
PLC控制系统的原理是将PLC和输入输出设备进行连接,从而起到相应的控制目的和要求。因此,在开始PLC改造设计前,首先要分析电气设备的工作原理,依据生产过程的控制要求,确定PLC系统的控制方案,然后开始总体系统的设计。PLC是控制系统的关键,所以需要选择合适模型和I/O模块。
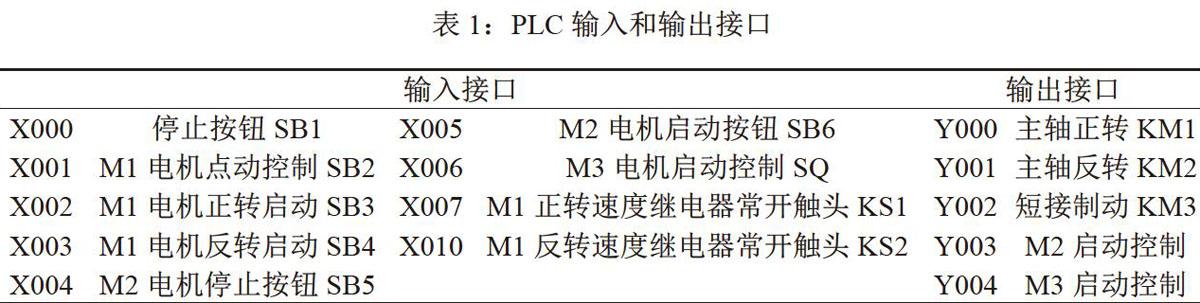
卧式车床电气控制系统进行改造,它的I/0点数在128以下。这种简单控制系统其逻辑操作等功能非常简单,主要功能是实现条件和顺序控制。为了满足以上的动作和功能要求,本次改造选择了三菱FX2N系列PLC,电气控制系统设计要求为输入端口8个和输出端口5个。端口分配表如表1所示。
1.2.2 PLC输入输出线路设计
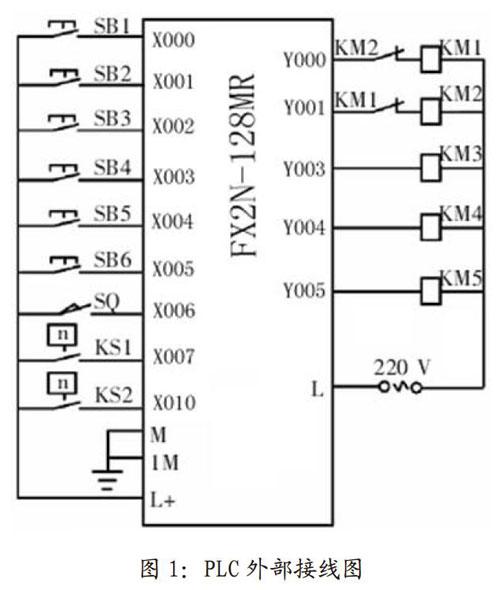
PLC的外部接线图如图1所示。
2 PLC系统程序设计与调试
2.1 PLC系统程序设计
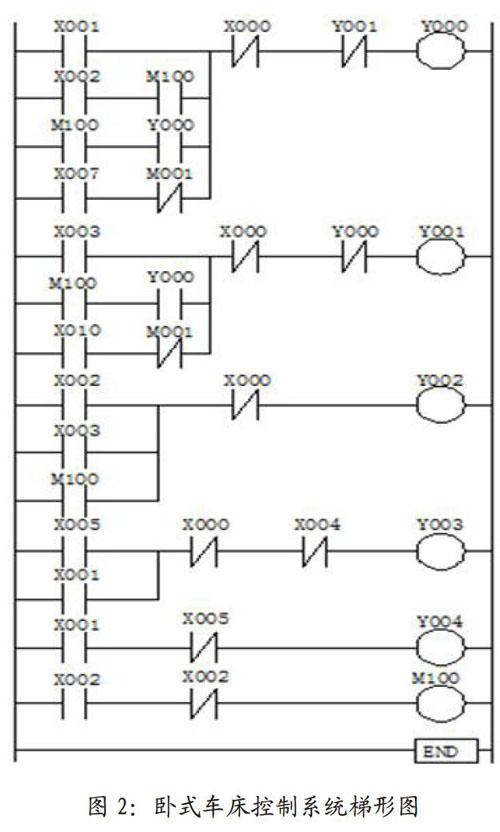
在对卧式车床系统控制电路详细分析的前提下,利用PLC梯形图来代替继电/接触器的电路功能,设计出符合卧式车床控制系统结构相应梯形图,如图2所示为卧式车床PLC控制梯形图。
2.2 PLC系统综合调试
PLC控制系统设计好以后进行综合调试,先要编译PLC程序,利用GX Developer进行模拟运行,通过各种指示灯显示。在进行调试达到预期效果,确定无误后,接入主电路与机床进行联机运行。
3 结束语
随着科技水平的不断提升,车床常规的继电接触器控制系统方案由于硬件复杂、灵活性差等因素,已经不能满足现代制造的需求。在保留主电路的原有元件的基础上,利用PLC进行改造可以大大提高系统的可靠性,减少了工人的劳动强度,使系统的灵活性有了很大的提升,使用性达到了相应的标准,值得进行市场推广。
参考文献
[1]吕栋腾,孙永芳,普通卧式车床电气控制系统的PLC改造[J]机械与电子,2011(07),
[2]卞和营,王军敏.基于S7-200PLC的C650型卧式车床电气控制系统改造[J].煤矿机械,2013 (11).
[3]邓则名等,电器与可变程序控制器[M],北京:机械工业出版社,2008.
[4]吴文廷等.可编程控制器原理与程序设计[M].大连:大连理工大学出版社,2009.
