工程机械液压胶管自动缠绕护套机的研制
2018-02-23郭方皓,王鹏,杜井民,张义春,刘佳林
郭方皓,王鹏,杜井民,张义春,刘佳林


摘 要:通过设计自动缠绕护套机及配套的工装以及选择合适的参数,最终实现自动缠绕胶管防护外套,通过试验达到使用要求。设计的自动缠绕护套机可实现自动缠绕不同尺寸胶管的护套,提高了缠绕护套的效率,缩短胶管总成的生产周期。
关键词:胶管护套;自动缠绕;效率提升
中图分类号:TH137 文献标志码:A 文章编号:2095-2945(2018)06-0024-02
Abstract: Through the design of automatic winding sheathing machine and matching tooling as well as the selection of appropriate parameters, the final realization of automatic winding hose protective jacket, through the test to meet the requirements. The design of automatic winding sheathing machine can realize automatic winding of different sizes of rubber sheath, improve the efficiency of winding sheathing and shorten the production cycle of rubber pipe assembly.
Keywords: hose sheath; automatic winding; efficiency improvement
引言
随着工程机械产业的复苏,世界经济的持续发展,国内外对工程机械产品需求量的增加,胶管总成作为工程机械主机上不可或缺的一个重要零部件,需求量也是大大的增加,主机产品对胶管总成的生产周期和品质也提出了更高的要求。胶管总成主要由胶管、接头、护套、密封圈等零部件组成,护套的作用是保护管路的摩擦、碰撞、隔绝污染,抗腐蚀氧化作用,增加护套能够有效的提高胶管总成的使用寿命,根据统计,一台主机需要缠绕护套的胶管占总胶管数量的30%~40%,传统的护套缠绕方法为人工缠绕,对于大于3m的胶管总成,需要两人配合缠绕,对于胶管生产企业来说,护套缠绕工序是一个瓶颈工序,缠绕过程不可控,需要工人的手感和经验进行缠绕,这都直接影响胶管总成的生产效率与品质。
本文介绍了自动缠绕护套机的研制,实现了自动缠绕护套,提高了护套缠绕的效率,进而缩短了胶管总成的生产周期。
1 胶管自动缠绕护套机
1.1 自动缠绕护套机的设计
胶管总成接头分为直角接头与直通接头,胶管总成扣压完后,两头为接头,中间为胶管,护套的作用主要是防护中间位置的胶管,通过现场观察,自动缠绕护套机需要完成胶管的快速装卡,退回,拉紧、径向旋转、轴向移动,升降等动作。
自动缠绕护套机主要由机架、快速装卡装置、旋转机构、拉紧装置、滑轨、轴向缠绕装置、控制系统等部位组成。
设计专用的夹具实现胶管总成的快速装卡,通过直线进给电机实现胶管总成的拉紧,旋转电机通过专用的胶管接头夹块带动胶管的自身旋转,通过进给电机滑轨轴向的移动实现护套的缠绕。
1.2 自动缠绕护套机的控制要求
护套缠绕装置控制系统能够实现护套的自动缠绕、手动控制与急停等程序。
(1)手动控制过程,通过各个动作的控制开关独立完成旋转机构的旋转,拉紧装置的前进与后退,轴向缠绕装置的轨道移动。
(2)自动控制过程,可实现径向旋转速度与轴向进给速度的设定与调节,胶管拉紧动作,从旋转机构带动胶管旋转,轴向缠绕装置沿滑轨拉动护套缠绕,到护套缠绕完成,轴向缠绕装置返回零点,各个动作依次顺序进行。控制流程图见图1。
(3)故障急停,可实现运行故障的急停,当出错时及时停止缠绕工作,然后切换到手动状态,经人工调整后继续完成后续的工序,或者停机进行维修工作。
2 自动护套缠绕机快速装卡工装
护套缠绕的基本要求是对胶管进行全覆盖防护,护套之间无间隙,针对不同规格、不同接头的胶管总成,这也是胶管总成在装卡过程中,能否实现互换的关键,也是提高缠绕护套效率的前提。此外,护套缠绕过程要平滑过度,不能出现叠加缠绕或者间隙过大。
护套缠绕主要考虑不同接头,不同规格胶管总成的装卡,对自动护套缠绕机快速装卡工装的三个基本要求:首先,要能够满足直通接头与直角接头的快速装卡,然后要实现胶管接头与工装的自动对中,再次能够实现不同规格胶管、不同接头的装卡工装快速互换。接头为直通接头的胶管总成,与相连接的接头工装(如图2所示),原则上一种挡板对应一种规格接头,图中的挡板可根据不同规格的直通接头进行快速互换。
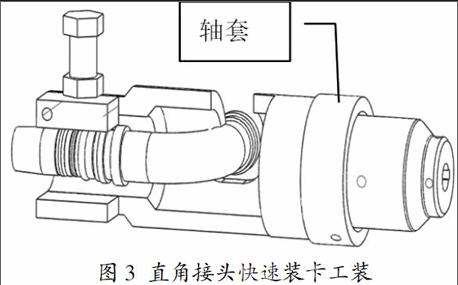
对于接头为直角接头的胶管总成,考虑到装卸方便,接頭与工装同心,一种工装对应一种规格的接头,快速装卡工装通过轴套与电机主轴快速配合,接头弯曲部位卡入槽内,尾部通过螺栓压紧,实现快速装卡,如图3所示。
3 自动护套缠绕机试验
3.1 试验目的
(1)检查自动护套缠绕机的各种动作是否正常。
(2)检查设计的快速装卡工装能够满足直角接头与直通接头的胶管总成护套的缠绕。
(3)通过试验确定25、32、38三种规格胶管的护套缠
绕参数。
3.2 试验内容
首先对快速装卡装置、旋转机构、拉紧装置、滑轨、轴向缠绕装置、控制系统等结构,进行逐一排查,确定各机构动作是否正常运行。其次,通过试验得出,不同规格胶管的缠绕护套参数,如表1所示。
根据现场试验将护套长度调整到胶管总成长度的1.1倍,最为贴合护套的缠绕长度。
3.3 试验结果
自动护套缠绕机各种动作灵活连贯,旋转速度、进给速度和进给行程可调节,通过计算机控制,可实现直角接头与直通接头胶管总成的护套缠绕,并确定了25、32、38三种规格胶管的护套缠绕参数,通过试验样品,满足缠绕护套的技术要求。
4 结束语
我们设计的一台自动护套缠绕机和一套快速装卡模具,如图4所示,根据试验总结了护套缠绕的参数,自动护套缠绕机与原有的手工缠绕方式相比,不在依靠手感和经验,依据设备,把缠护套的方式参数化,更加的方便、快捷,减少工人的劳动强度,提高护套缠绕的效率,进而提高胶管总成的生产效率,适应当前经济形式的市场需求。
参考文献:
[1]王秋燕,顾悦弘,刘佳鸿,等.胶管工业的新动态[J].科技资讯,2007(10).
[2]王先逵,陈定积,吴丹.机床进给系统用直线电动机综述[J].制造技术与机床,2001(08).
[3]孙自龙,闫凤英.一种偏心夹具体的加工工艺设计[J].制造技术与机床,2014(02).
[4]王观佑,吴海涛,刘泓滨.基于SolidWorks的步进送料机设计[J].新技术新工艺,2014(5).
[5]阴红.SolidWorks在轴承工装设计中的应用[J].技术与市场,2011(10).
