一种450KA预焙阳极电解槽配套铝母线制作安装创新施工方法研究
2018-02-18李新明
李新明
(八冶建设集团有限公司,甘肃 金昌 737100)
0 引言
电解铝工业是电力密集型产业,也是高耗能产业。为降低单位电解铝生产能耗,国内各大铝厂的规模均趋向大型化、规模化发展。其用于生产的核心设备预焙阳极电解槽的槽型也向大型化发展,设计型号由较早的170KA、220KA、300KA、400KA 等发展至450KA,其配套的铝母线规模也相应发展至450KA。
通过对已建成投产的铝电解项目的运行情况分析,铝母线制作安装的施工质量对项目的各项设计指标有很大的影响,而施工方法是保证施工质量达标的重要因素,先进的施工方法更是能够提升施工质量的标准。本文旨在提供一种相对于传统工艺更先进的创新施工方法,以期解决具体的施工难点。
1 项目背景
甘肃东兴铝业有限公司酒嘉风电基地高载能特色铝合金节能技改一期一系列45 万吨电解铝工程,包含336 台450KA 预焙阳极电解槽,其各项技术指标均达到了世界一流水平。
经过在青铜峡铝厂三期13 万吨电解铝工程、兰州铝厂10 万吨电解铝工程、青海鑫业黄河水电铝型材联营项目50 万吨(分一、二期)电解铝工程、兰州铝业大型预焙槽电解铝技术改造工程施工基础上总结研究的经验和方法,在甘肃东兴铝业有限公司酒嘉风电基地高载能特色铝合金节能技改一期一系列45 万吨电解铝工程施工中,进一步总结经验,创新实践,自主研发专用钻床、剪切机和专用胎具并应用,研究形成了一种450KA 预焙阳极电解槽配套铝母线制作安装创新施工方法。
2 施工难点
2.1 传统施工方法对控制铝母线加工精度、焊接质量受操作人员的人为因素影响较大,加工过程机械化程度不高,不能严格保证施工质量符合设计标准。
2.2 本工程项目及类似的工程中铝母线的规格种类多、数量多,加工程序多,质量要求严,施工工期紧,不易采用流水线作业批量生产,工程施工效率较低。
3 施工方法
3.1 三维实体演示
采用三维绘图软件Solidworks、AutoCAD 对450KA预培阳极电解槽配套铝母线制作三维立体图,逐一验证母线部件设计尺寸及组装的准确性,增强专业技术人员的空间认识感,避免了以往出现的技术准备死角、大量重复使用图纸等现象的发生。电解槽配套铝母线三维实体演示示意图如图1。
3.2 铝母线加工
3.2.1 铸铝母线的加工
1)铸铝母线在加工前必须进行外观质量检查和几何尺寸测量,依据标准《铝母线焊接工程施工及验收规范》(GB50586-2010)的要求进行逐项检查,其结果必须符合设计图纸技术要求的规定,检查合格方可进行加工操作。
2)加工工艺流程
外观质量检查→几何尺寸测量→检查结果合格→放样划线→锯切加工→铣锯切面→孔加工→清除毛刺和污染物→刮研加工面→构件编号→分类存放。
3)按图纸的设计要求进行铸铝母线构件的几何尺寸加工,保证各类加工面的表面质量合格,并做好质量检查记录。
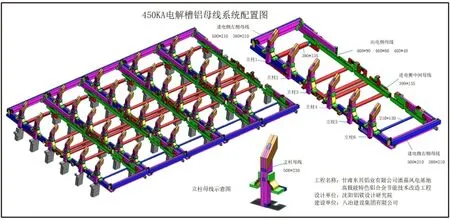
图1 电解槽配套铝母线系统配置三维立体装配图
4)按图纸的设计要求进行钻孔,保证成型孔加工质量合格。
5)加工成型的铸铝母线构件应采取防护措施。存放地点应平整、封闭,存放环境尽量保证干燥,堆放应安全、不易倒塌,加工面应采用柔软、防水防潮的材料包裹,不得使加工面受到损伤。母线吊装采用吊装带进行。
6)母线加工后按规格进行编号,分组保管,便于安装时领用。
3.2.2 铝软带制作
1)加工工艺流程
原材料外观质量检查→软带几何尺寸测量→放样划线→剪板机加工→清除剪切毛刺和污垢→单件整体平整→整束压制成型→整束软带封焊→整束软标识→分类存放。
2)为保证软带束的几何尺寸精准,特别是保证整束软带的弧度成型精确,可自行设计制作软带成型胎具,图2为自制的适用于本工程软带束加工参数的一种胎具形式。也可以设计为单片软带成形胎具形式。
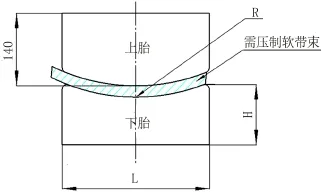
图2 铝软带制作胎具示意图
3)使用我单位自主研制的自动送料式铝软带自动剪切机进行软带的剪切加工,剪切后的单片软带用软性木质的木锤敲击平整,平整后进行整束成型和固定封焊。若固定封焊后的软带束存在端部不齐整、焊接坡口不符合要求,可用电刨等机械工具进行修整至合格,但严禁使用氧-乙炔火焰切割等热加工方法进行修整。
4)铝软带束制作成型后,按不同规格分类存放,并标识清楚。
3.2.3 连接硬铝板制作
1)连接铸铝母线用的硬铝板数量大且规格不一,在制作前应统计统筹,编制制作清单,进行批量加工,以保证施工效率,节约原材料。
2)连接硬铝板制作工艺流程:
原材料外观检查→铝板几何尺寸复测→整体平整→放样划线→剪板机加工→单片硬铝板平整→标识→分类存放。
3)加工成型的硬铝板几何尺寸必须在设计图纸规定的允许偏差的范围内,剪切后单片硬铝板若受剪板机挤压发生变形时,必须进行平整。其平整、标识、存放要求与铸铝母线和铝软带的相应要求相同。
3.2.4 压接器安装
压接器是连接阴极钢棒和阴极软带的铜铝过渡板,压接器和阴极钢棒连接时,处理好压接面,接触面达到90%以上,进行二次紧固。
3.2.5 铸铝母线加工面刮研
1)本工程中的立柱母线、短路母线及短路块母线在铣面后需要进行刮研处理。
2)刮研工艺流程:粗刮→精刮→安装前处理。
3)工具及材料:标准铸铁平台、三角刮刀、牛耳刮刀、平面刮刀和检测塞尺、红丹显示剂(或其它种类的显示剂均可)等。
4)粗刮
A、清除铣面产生的卷边和毛刺;
B、涂抹红丹显示剂溶液;
C、利用标准平台初步找点;
D、用刮刀破开加工面上的凸点;
E、反复操作,直至研磨面质量达到设计技术要求和相关标准规范的规定。
5)精刮
A、涂抹红丹显示剂;
B、用标准平台找点;
C、用刮刀破点刮削;
D、反复操作,直至研磨面质量达到设计技术要求和相关标准规范的规定。
6)刮研后的研磨面必须做好保护,不得被氧化,避免灰尘和杂质污染。
3.3 铝母线安装
3.3.1 现场应具备的条件
1)为保证母线布置、安装的准确性,在电解槽基础检查验收的同时,对母线基础的平面位置及顶面标高进行一次系统测量,并填写测量记录表,作为安装调整的依据。
2)对现场进行一次彻底的清扫,清除一切妨碍安装作业的杂物和垃圾。
3.3.2 母线安装
1)母线的预制
A、根据阴极母线的最大几何尺寸,制作阴极母线加工平台。母线的安装采用在胎具预制的方法,能使整个阴极母线的制作角度一致[4]。在平台上用胎具组对母线与通常的槽上组对相比,能节省大量的材料和人工,提高了工效,使整个阴极母线的组装尺寸能得到满足,同时有利于控制焊接变形[1]。
B、根据槽底母线和其相连母线的几何尺寸、标高差制作合适的胎具[2]。胎具固定卡具的几何尺寸应大于母线的几何尺寸,便于母线的组对且有利于控制母线的焊接变形[1]。
C、预制母线的焊接应先用封板确定母线的组对尺寸,确认无误并用顶丝和楔子固定后再进行施焊。
D、预制步骤
先在平台上制作胎具[1],[2],胎具的大样按1:1 的比列与图纸相一致;放出焊片大样,并做一块标准样板;将加工好的母线放置在胎具上,用标准样板将它们之间的组装尺寸、角度找正。并对母线的直线度、垂直度用水平、直尺等工具按规范要求校验;确认无误后用顶丝和楔子固定;焊接时,应从下往上依次焊接,同一道焊缝必须一次焊接完毕。为减小焊接变形,采用相邻两层焊片的焊缝焊接方向相反的焊接方式进行施焊,可避免和减少变形的累加,有效保障铝母线成型构件的几何尺寸[1],[3]。
2)铝母线安装
铝母线安装流程应配合电解槽壳和槽壳砌筑进行。安装应以电解槽纵横中心线和标高为基础。电解车间平台施工时,必须在平台上预留母线吊装孔,以便于过道、端头母线的吊装。
安装前按照设计图纸和相关标准规范的规定进行铝母线基础复测验收,基础的质量和尺寸必须合格。铝母线安装工艺流程见图3。
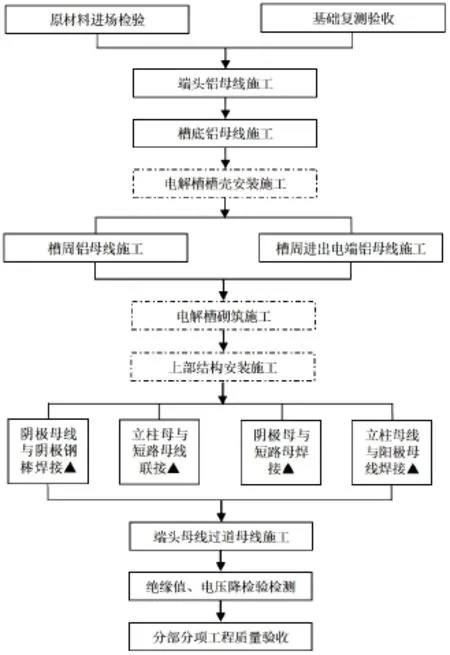
图3 母线安装工艺流程图
3.3.3 母线安装技术要求
1)母线压接面螺栓联接处必须清理干净,可用丙酮清洗加工面[4],两根母线接触面面积应符合工程验收规定。
2)单台母线对支承点间的绝缘电阻应大于1MΩ,隔离母线间应大于5MΩ,全系列母线对地绝缘电阻应大于0.5MΩ。为保证绝缘电阻达到技术要求,采取以下措施:
A、所有绝缘材料质量应符合设计和国家相应标准规范要求,且应注意检验和保存,不得变形、破损、曝晒或潮湿。
B、短路口母线应注意加工和组对精度,以保证螺栓孔的同心度和与表面的垂直度,防止绝缘套管在螺栓紧固时开裂[4]。
C、高分子绝缘材料要轻拿轻放,防止强烈弯曲和冲击。
D、用绝缘电阻测试仪对施工部位进行跟踪检查,合格后方可转入下道工序。
3.4 铝母线焊接
3.4.1 焊接材料要求
1)本工程中使用的焊接材料有纯铝焊丝、氩气、钨极。
2)纯铝焊丝质量必须合格,应有制造质量证明书、合格证,其化学成分、机械性能和焊丝直径偏差必须符合相关标准规范的规定。使用前应进行焊丝质量复检。
3)氩气的纯度和含水率等质量要求应符合设计要求和相关标准规范的规定。
4)钨极应选适用规格型号,钨极端头加工的形状和尺寸应符合焊机操作要求。
3.4.2 焊接前,将铝母线的焊接面、铝焊丝表面的油、水、氧化膜、污染物等必须除去。
3.4.3 铸铝母线预制焊接时应在专用胎具上进行,减小焊接变形[1]。
3.4.4 焊接坡口
1)铝母线的焊接坡口是指在铝软带束和连接硬铝板上加工的坡口。坡口加工应采用机械方法,加工后清除毛刺、卷边,坡口面无裂纹、夹渣、分层和气孔等缺陷[4]。
2)焊接坡口的加工质量必须符合设计图纸技术要求。
3)露天进行焊接作业时,禁止在雨雪霜天气、风速超过规定、相对湿度大于90%、环境温度低于5℃的情况下施工。
4)连接接头形式如图4所示。
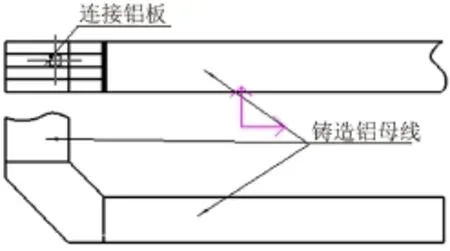
图4 铸造铝母线连接接头形式示意图
3.4.5 焊接要求
1)焊接前通过焊接工艺评定确定焊接参数和工艺,可先进行试焊,合格后再正式焊接;在焊接过程中根据焊接质量情况可适当调整焊接工艺。
2)同一条焊缝必须一次性连续完成焊接,但较长的焊缝应进行分段焊接[1]。
3)分层焊接时,每层焊完后再焊上一层,相邻层焊接方向相反,最后再焊两端,封头[4]。
3.4.6 焊接质量
焊缝质量必须符合标准《铝母线焊接工程施工及验收规范》(GB50586-2010)和设计图纸技术要求的合格规定,并做好质量检查记录;及时向工程管理各相关单位进行报验。
3.5 实用新型专利的研发与应用
3.5.1 铝母线加工专用立式铣床(专利号:ZL201120476157.3)
使用自主研制的升降式立柱母线45°夹板面加工专用母线铣床进行铸铝母线加工,保证铸铝母线加工面的加工质量,有效提高了母线接触面。结构示意图如图5所示。
3.5.2 铝母线加工专用立式圆锯床(专利号:ZL201120476116.4)
使用自主研制的变频调速圆锯床进行铸铝母线锯削加工,此圆锯床包括床身和电气系统,床身上平行安装有丝杠和两个导轨副,两个导轨副上安装有工作台,丝杠与进给动力机构相连接,丝杠驱动工作台沿导轨副的轴线方向往复移动,工作台上安装有主轴电机和主轴,主轴电机通过动力传动机构与主轴的一端相连接,进给动力机构和主轴电机分别与电气系统电连接。该圆锯床主要进行母线45°夹板面的锯切,采用自动控制,可进行变频调速,操作方便;冷却水可循环使用,既经济又节能,大大提高了加工效率,有效保证了母线锯削加工质量。结构示意图如6所示。

图5 铝母线加工专用立式铣床结构示意图
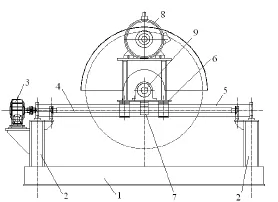
图6 铝母线加工专用立式圆锯床结构示意图
3.5.3 铝电解槽阳极母线专用四孔钻床(专利号:ZL201120476191.0)
结构示意图如7所示。
3.5.4 铝电解槽短路口母线钻孔专用五孔钻床(专利号:ZL201120476285.8)201120476266.5
结构示意图如8所示。
3.5.5 铝电解槽短路口母线钻孔专用六孔钻床(专利号:ZL201120476297.0)
结构示意图如9所示。
使用自主研制的四孔、五孔、六孔钻床分别进行阳极母线、短路口母线、立柱母线钻孔。多孔钻床框架上安装有可沿框架上下往复移动的齿轮箱,齿轮箱上安装有多根钻杆轴,该框架上还安装有减速器,减速器位于齿轮箱的上方,减速器驱动竖直设置的丝杆上下往复移动,丝杆的下端与齿轮箱相连接。经多孔钻床加工的母线孔间距一致、互换性强,保证了螺栓孔的同心度和立柱、短路母线的装配质量,提高了工作效率和工程质量
3.5.6 铝电解槽软带专用半自动剪板机(专利号:ZL201120476266.5)
使用自主研制的自动送料式铝软带自动剪切机进行铝软带剪切,提高了铝软带的剪切质量和焊接质量,降低了阳极母线的软带端板压接面的电压降,降低了工人的劳动强度,实现了流水线批量加工。该半自动剪切机由精敏轮送料装置、单片机控制装置和剪板机三部分组成,结构示意图如图10所示。
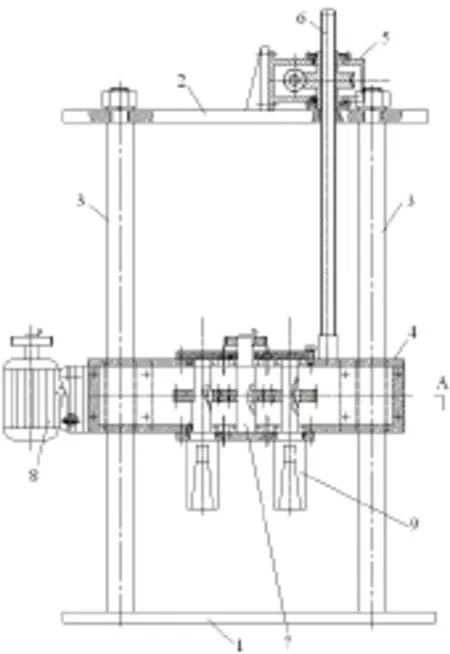
图7 四孔钻床结构示意图

图8 五孔钻床结构示意图
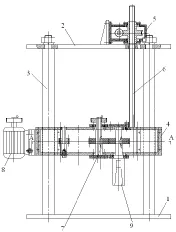
图9 六孔钻床结构示意图
4 结语
4.1 本施工方法的关键技术具有的先进性
4.1.1 采用三维绘图软件Solidworks、AutoCAD 对铝母线制作安装过程进行三维建模,优化了铝母线制安工艺流程,确保了质量。
4.1.2 使用自主研制的12m 铣床、升降式立柱母线45°夹板面加工专用母线铣床、变频调速圆锯床进行铸铝母线加工,确保了加工面质量,降低了母线压接处的电压降。
4.1.3 使用自主研制的自动送料式铝软带自动剪切机进行铝软带剪切,保证了铝软带的剪切质量,提高了工作效率,降低了劳动强度。
4.1.4 使用自主研制的四孔、五孔、六孔钻床分别进行阳极母线、短路口母线、立柱母线制孔,保证了母线钻孔质量和装配质量,提高了效率,降低了成本。
4.1.5 使用自主研制的专用工装胎具和刚性固定技术实现了铝母线批量制作,有效控制了焊接变形,保证了铝母线的焊接质量。同时无需反复移动焊接设备,操作简便,减轻了作业人员的劳动强度,节约了人力。
4.2 本施工方法在甘肃东兴铝业有限公司酒嘉风电基地高载能特色铝合金节能技改一期一系列45 万吨电解铝工程施工中成功应用,经生产实践证明:保证了工程质量,保证了安全生产,加快了施工进度,降低了施工成本,对有效增大铝母线压接面、降低母线压接处电压降等方面有重要作用,提高了施工单位的工程利润,降低了业主单位生产过程的整体能耗。施工后的铝母线接触面积由原来的85%提高至95%左右,立柱母线压接处电压降从原来的5mv 降为2mv,短路口压接处电压降从原来的15mv降为5mv,节能效益可观,取得了明显的经济效益、社会效益和环保效益。
4.3 本施工方法具有先进性、科学性、适用性、可推广性,适用于电解铝工程项目规格为450KA 及以上的大型预焙阳极电解槽配套铝母线制作安装工程施工,对大型预焙阳极电解槽配套铝母线制作安装具有借鉴意义,对设计单位研发更大型铝电解系统提供了决策依据和技术指标。
图10 自动送料式铝软带自动剪切机结构示意图