高性能加氢改质催化剂RIC-3的开发及工业应用
2018-02-01许双辰戴立顺胡志海
任 亮,许双辰,杨 平,戴立顺,胡志海,聂 红
(中国石化石油化工科学研究院,北京 100083)
随着柴油质量升级步伐的不断加快,我国已于2017年在全国范围内实施国Ⅴ车用柴油标准(GB 19147—2013)[1],十六烷值要求提高至51以上;并计划于2019年1月1日实施更加严格的国Ⅵ车用柴油标准(GB 19147—2016)[2],对多环芳烃和十六烷值提出更高要求。针对这种情况,国内许多炼油厂存在柴油池十六烷值不足的问题。
柴油加氢改质技术可以在相对较缓和的工艺条件下,以较低的氢耗实现柴油十六烷值的适度提高,炼油厂通过劣质柴油加氢改质直接生产满足标准要求的清洁柴油,或者加氢改质柴油再与其它高十六烷值组分调合,可以较低的成本实现劣质柴油的出厂,满足柴油质量升级需要并且可以大幅度提高劣质柴油的价值。在合适的条件以及一定的转化率条件下,通过柴油加氢改质技术可以直接生产满足国Ⅴ及以上标准的清洁柴油以及3号喷气燃料或者重整原料。
目前,国内开发的提高十六烷值的柴油加氢改质技术主要有:①采用常规硫化态催化剂与抗硫贵金属催化剂或非贵金属催化剂组合,两段中压加氢脱芳烃工艺,如DDA-Ⅰ、DDA-Ⅱ工艺。②采用一段串联中压加氢开环裂化脱芳烃提高十六烷值,如MHUG[3-4]、MHUG-Ⅱ[5-6]工艺。③兼顾提高柴油十六烷值和柴油收率而开发的RICH技术和MCI技术。上述技术途径各有优缺点,但在主要以催化裂化柴油为原料的加氢改质过程中,兼顾提高柴油十六烷值和收率的RICH技术具有操作条件缓和、改质效果明显、氢耗较低、操作灵活性好的优点。
加氢改质技术的关键是加氢改质催化剂,加氢改质催化剂通过酸中心和加氢中心的有机协同作用,将环烷环选择性开环裂化,从而提高柴油的十六烷值并降低密度。为进一步降低催化剂使用成本、提高劣质柴油的十六烷值,中国石化石油化工科学研究院(石科院)在第一、第二代改质催化剂的基础上开发了堆密度更低、性能更高的新一代加氢改质催化剂RIC-3。本文主要介绍RIC-3催化剂的开发及其工业应用情况。
1 加氢改质过程中的反应化学
烃类型与十六烷值的关系如图1[7]所示。由图1可见,正构烷烃的十六烷值最高,无侧链或短侧链的芳烃的十六烷值较低,且环数越多,十六烷值越低,而带有较长侧链的芳烃的十六烷值相对较高,且随侧链链长的增长,其十六烷值增加。因此,柴油馏分的理想组分是环数少、长侧链及分支较少的烃类。
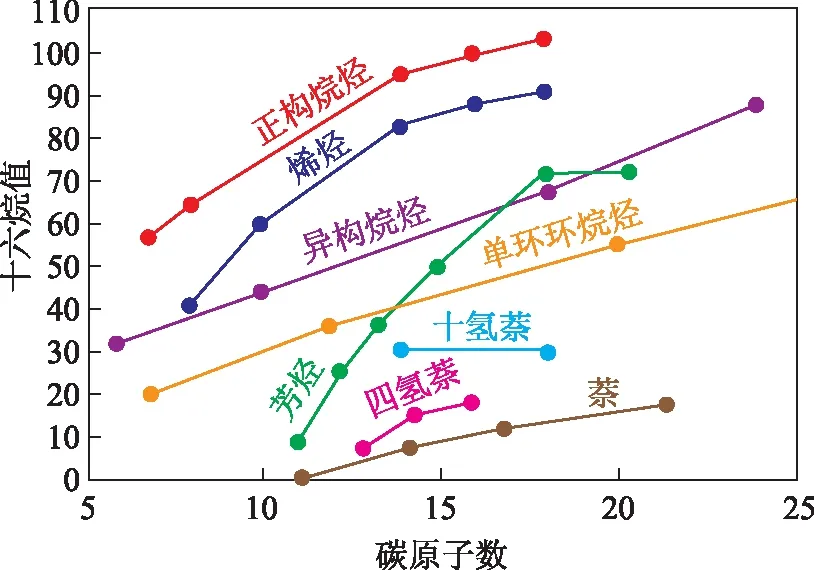
图1 烃类型与十六烷值的关系
在催化裂化柴油加氢改质过程中,双环芳烃的化学反应遵循如下途径:大部分双环芳烃加氢饱和后变成四氢萘类化合物,部分四氢萘类化合物开环裂化为单环芳烃;另外少量四氢萘类化合物进一步饱和为双环环烷烃类化合物,单环芳烃进一步加氢饱和为单环环烷烃。可以用图2来表征这一过程:加氢改质催化剂良好的开环裂化能力促进了开环裂化反应(3)的发生,从而打破了反应(1)的化学平衡,使得整个加氢改质工艺反应过程中除发生(1)-(2)的反应外,还增加了(1)-(3)-(4)的反应,从而可更大幅度地降低产品的芳烃含量并提高其十六烷值。
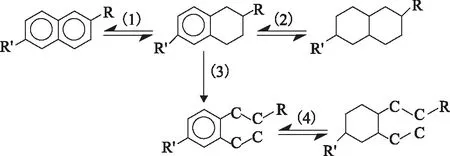
图2 双环芳烃改质的化学反应路径[8-9]
2 高性价比加氢改质催化剂的开发
基于对催化裂化柴油加氢改质反应化学和酸性材料的深入研究,通过优选开环性能更优的改性分子筛作为酸性组分、优化载体组成及加氢活性金属组元体系,石科院最终开发了新一代高性能柴油加氢改质催化剂RIC-3。RIC-3与上一代加氢改质催化剂RIC-2的性能对比见表1,相对堆密度对比见图3。
从表1和图3可以看出,与上一代加氢改质催化剂RIC-2相比,新开发的RIC-3催化剂作用下的柴油产品的十六烷指数提高2个单位,十六烷值提高2.9个单位,密度降低值更大。此外,RIC-3催化剂装填堆密度比RIC-2催化剂降低25%左右,堆密度降低有利于降低工业装置装填催化剂的总质量,从而降低催化剂总体费用。

表1 RIC-3与RIC-2催化剂的性能对比
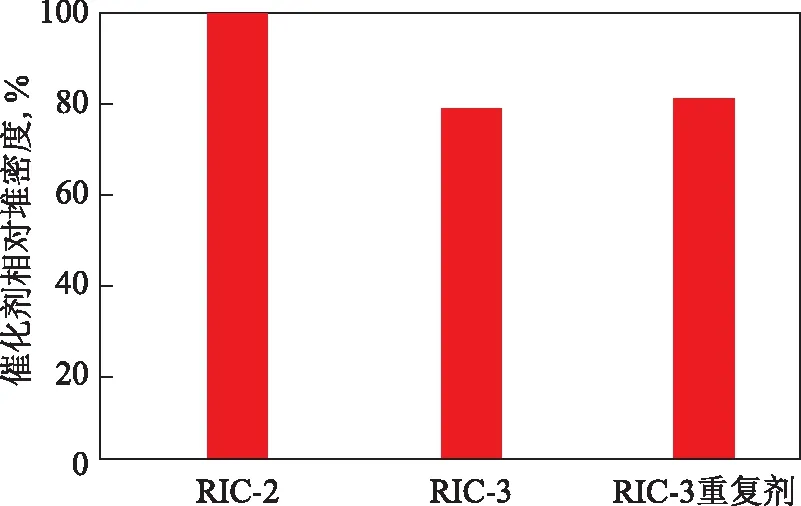
图3 RIC-2、RIC-3催化剂和重复剂的相对堆密度对比
3 加氢改质催化剂加工不同原料油的适应性
为研究新一代改质催化剂RIC-3加工不同原料油的适应性,选用4种不同催化裂化柴油开展试验,试验用各原料油性质见表2。由表2可见,各原料油的密度(20 ℃)为0.895 2~0.941 4 g/cm3,十六烷值为17.2~31.6,具有密度大、十六烷值低的特点。另外,这几种试验原料油的芳烃含量和双环及以上芳烃含量较高,总芳烃质量分数达到了62.7%~75.9%,多环芳烃质量分数为41.9%~49.2%。
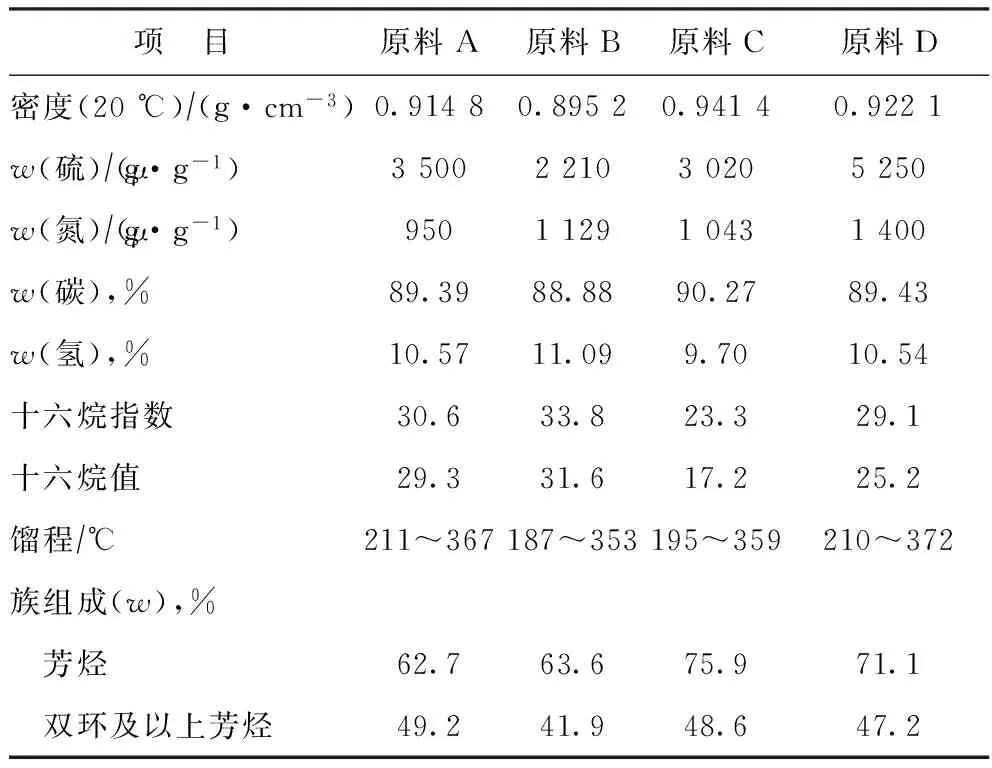
表2 原料油适应性试验所用催化裂化柴油的性质
在氢分压6.4 MPa、总体积空速1.25 h-1、精制反应温度350 ℃、改质反应温度360 ℃的条件下开展了原料油适应性试验,结果见表3。由表3可见:在试验条件下,反应转化率均较低,石脑油收率为4.25%~6.26%,石脑油芳烃潜含量为66.3%~79.0%,可作为优质的重整原料;产品柴油馏分的收率为93.74%~95.75%,柴油馏分的密度(20 ℃)比原料油降低0.039 5~0.047 9 g/cm3,氮质量分数小于0.5 μg/g,硫质量分数小于10 μg/g,十六烷值较原料提高10.1~11.9个单位,可作为优质的柴油调合组分。
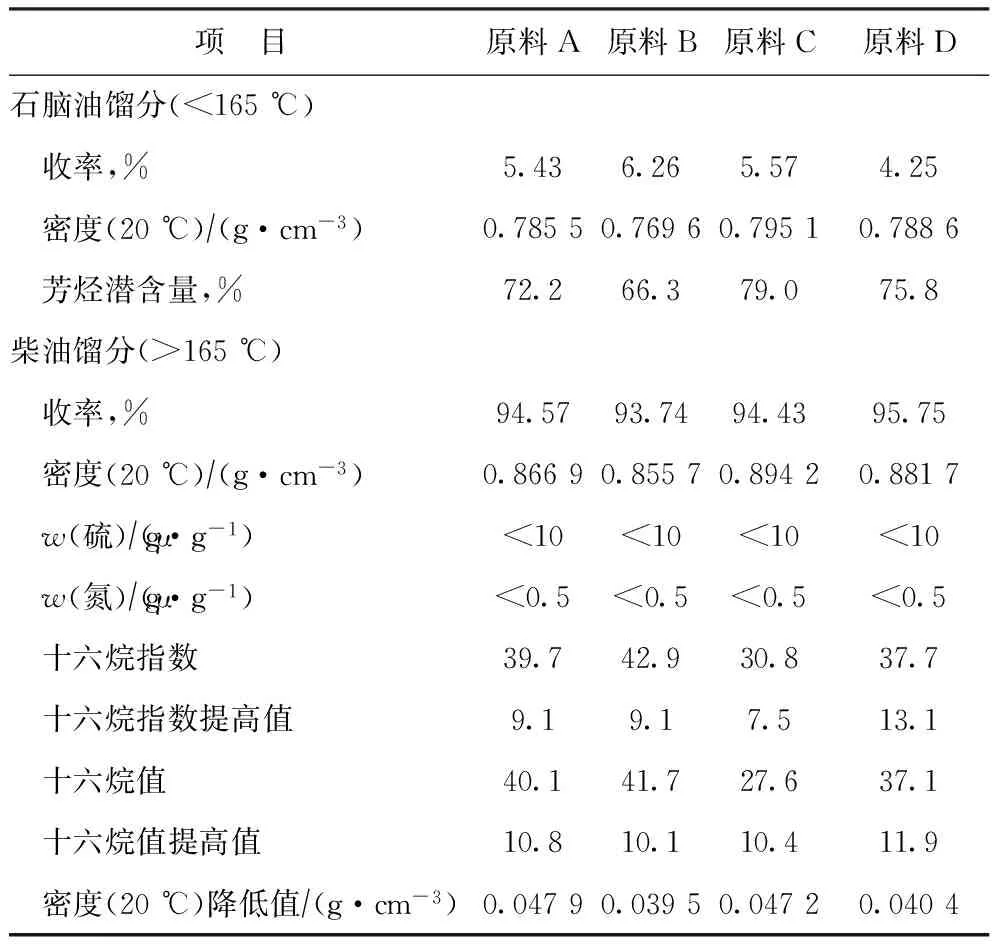
表3 原料油适应性试验的反应结果
4 加氢改质催化剂RIC-3的稳定性
为了考察RIC-3催化剂的稳定性,进行了2 500 h稳定性试验。图4~图6分别为稳定性试验的全馏分生成油密度、石脑油收率、全馏分十六烷指数提高值随运转时间的变化曲线。由图4~图6可见,稳定性试验期间,全馏分的密度(20 ℃)维持在0.851 2~0.857 1 g/cm3,密度(20 ℃)降低值维持在0.050 2~0.056 1 g/cm3,石脑油收率维持在6.00%~8.57%,全馏分十六烷指数增加值为9.1~9.8个单位。在稳定性试验运转过程中反应温度恒定,生成油密度变化较小,表明催化剂有良好的活性稳定性。
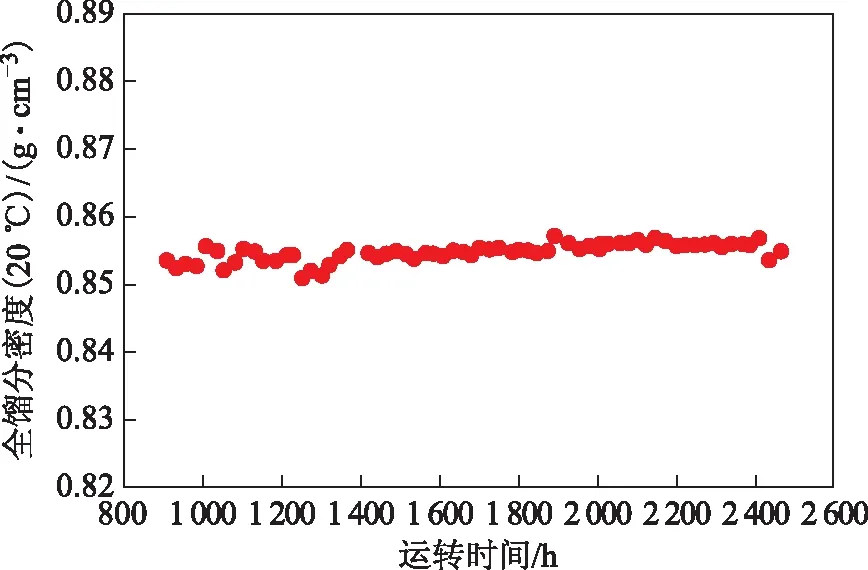
图4 RIC-3改质催化剂稳定性试验全馏分生成油密度变化曲线

图5 RIC-3改质催化剂稳定性试验石脑油馏分收率曲线
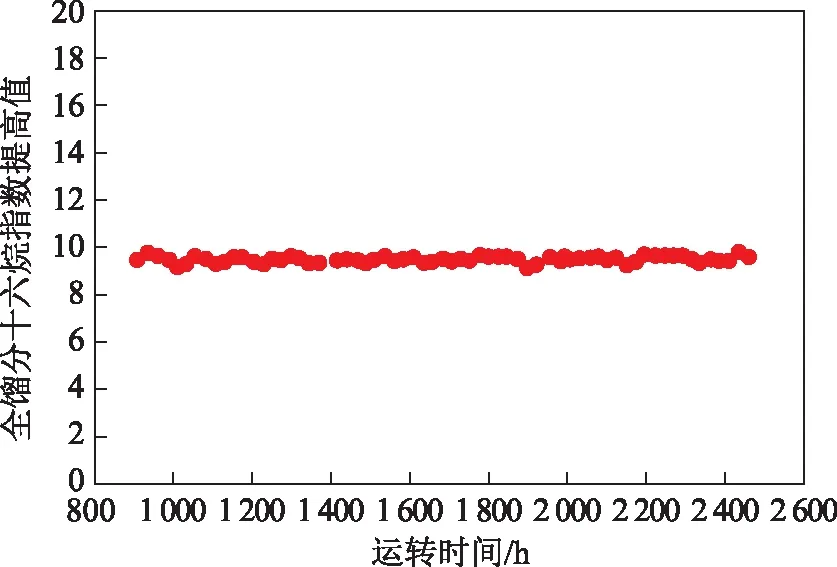
图6 RIC-3改质催化剂稳定性试验全馏分生成油十六烷指数提高值变化曲线
5 加氢改质催化剂RIC-3的再生性能
稳定性试验完成后,将催化剂卸出,对其进行实验室再生试验,并对再生剂进行活性评价,评价试验所用原料油、工艺条件与新鲜剂时相同,试验结果见表4。由表4可见,再生后催化剂活性与新鲜剂相当,表明RIC-3催化剂具有优良的再生性能。
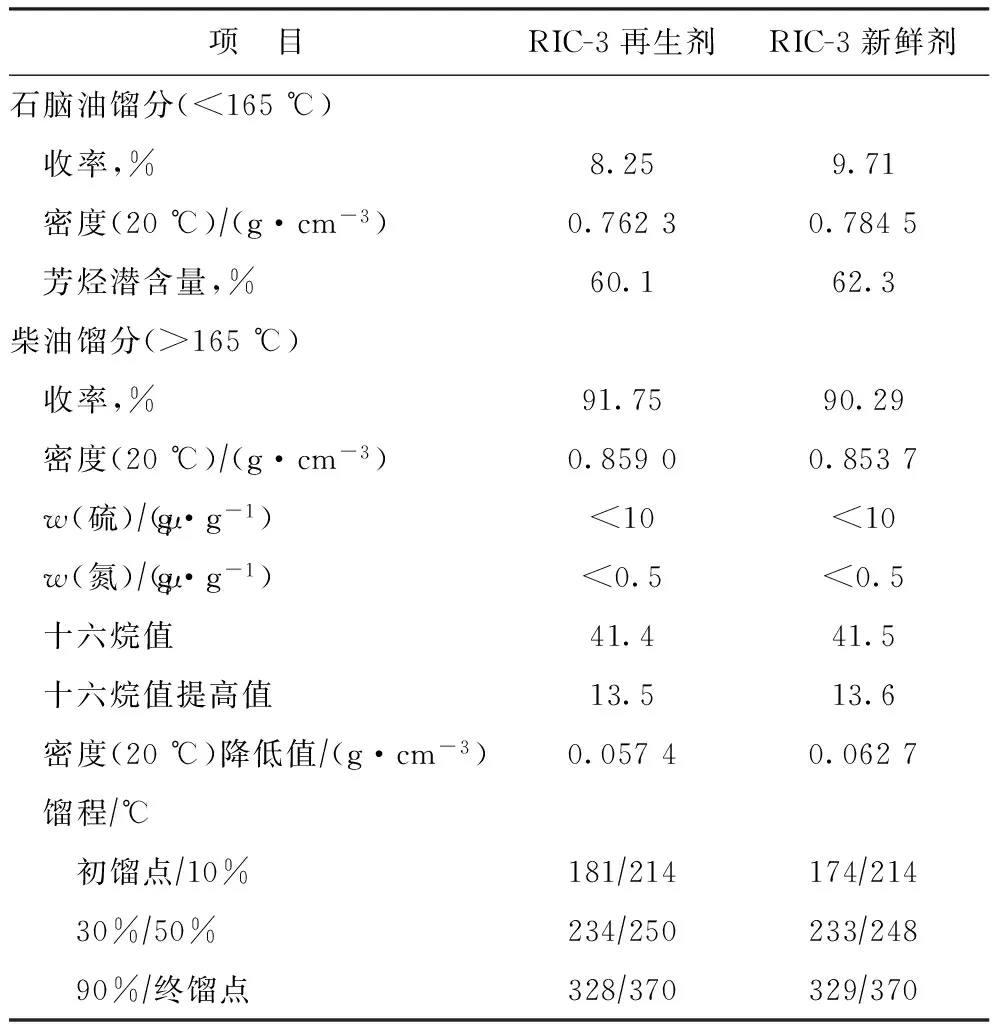
表4 RIC-3实验室再生剂和新鲜剂评价结果对比
6 RIC-3催化剂在T炼油厂的工业应用
RIC-3催化剂在T炼油厂一次应用成功,稳定生产满足国Ⅴ排放标准的清洁柴油。2016年进行了该装置的技术标定。标定原料油为焦化柴油和焦化汽油的混合油,其性质见表5,产品性质见表6。标定期间精制反应器入口氢分压约为7.19 MPa,精制剂床层平均反应温度为344 ℃,改质剂床层平均反应温度为345 ℃。化学氢耗率为1.39%,干气产率为0.12%,液化气产率为1.04%,石脑油收率为22.17%,柴油收率为77.15%。柴油产品密度(20 ℃)为0.834 2 g/cm3,硫质量分数为3.9 μg/g,十六烷指数为49.6,十六烷值为51.2;与原料相比,柴油产品的十六烷值提高了11.2个单位。标定结果表明,该装置采用的加氢改质MHUG技术及配套RIC-3催化剂反应效果较好,在较低的反应温度下,可以生产满足国Ⅴ排放标准要求的清洁柴油。
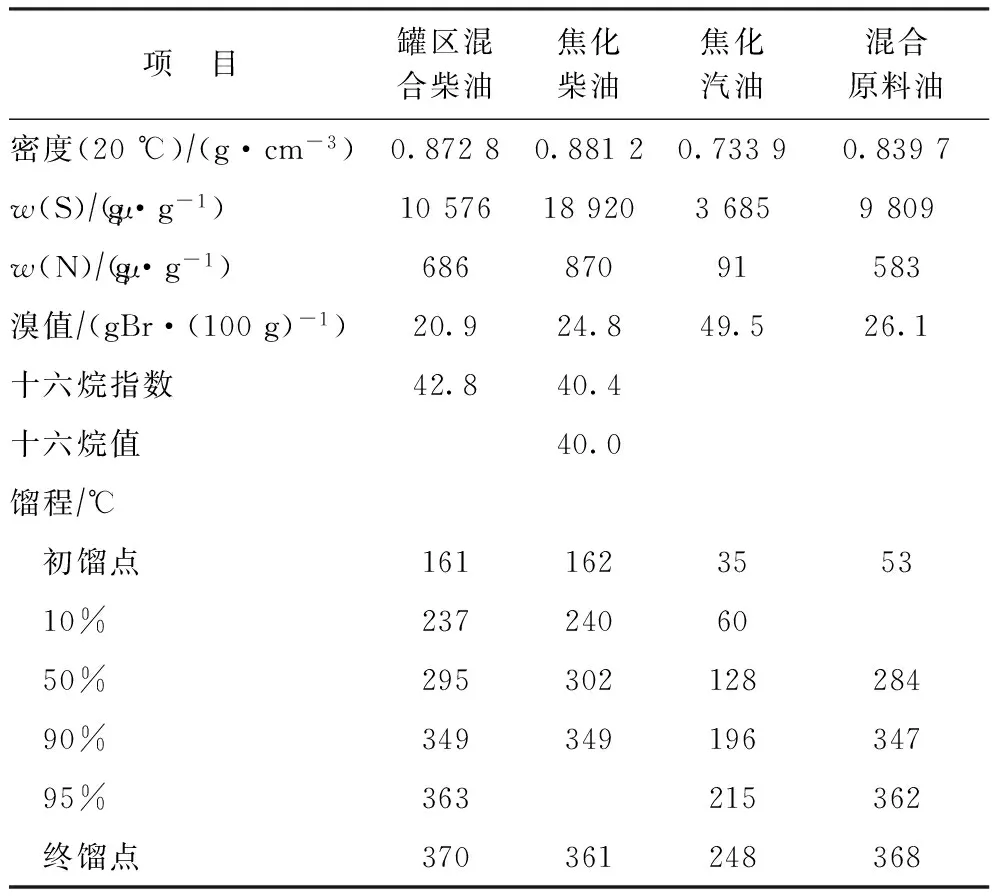
表5 标定期间焦化柴油、焦化汽油及混合原料的性质
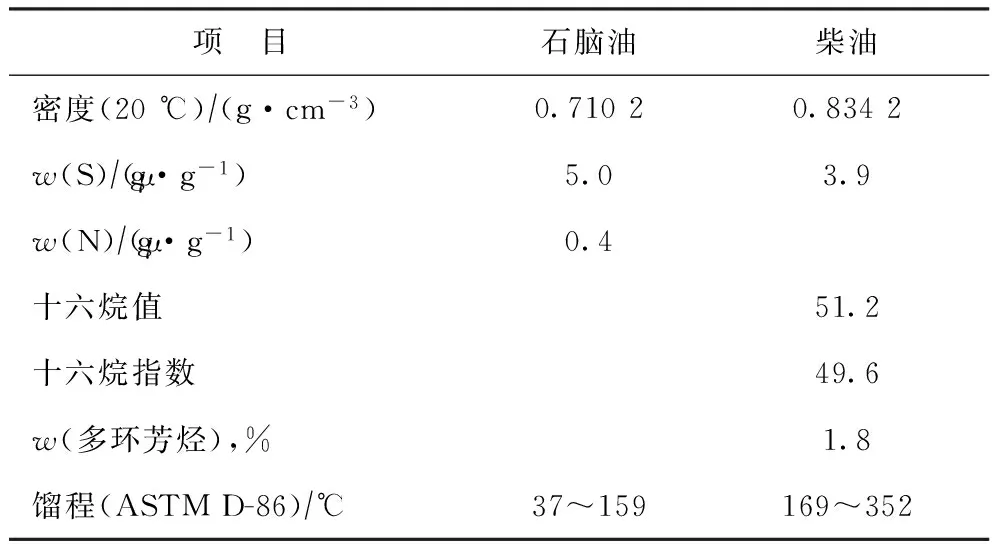
表6 标定期间主要产品的性质
7 结 论
为进一步提高劣质柴油的产品质量,石科院开发了新一代高性能加氢改质催化剂RIC-3。与上一代改质催化剂RIC-2相比,新一代改质催化剂RIC-3的十六烷值提高性能更优且堆密度降低了25%左右。新一代改质催化剂RIC-3对各种催化裂化柴油原料有优良的适应性,有良好的活性稳定性以及再生性能;实测十六烷值提高值达到10.1~11.9个单位,密度(20 ℃)降低值达到0.039 5~0.047 9 g/cm3;产品柴油硫含量和多环芳烃含量满足国Ⅴ和国Ⅵ柴油标准要求,可作为优质柴油调合组分。RIC-3催化剂在T炼油厂的工业应用结果表明,以焦化柴油和焦化汽油的混合油为原料,在氢分压7.1 MPa以及较低的反应温度下,产品柴油硫质量分数小于5 μg/g,十六烷值为51.2,化学氢耗率为1.39%,产品性质和产物分布达到了装置设计目标。
[1] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.车用柴油:GB 19147—2013[S].北京:中国标准出版社,2013
[2] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.车用柴油:GB 19147—2016[S].北京:中国标准出版社,2016
[3] 张毓莹,胡志海,辛靖,等.MHUG技术生产满足欧Ⅴ排放标准柴油的应用研究[J].石油炼制与化工,2009,40(6):1-7
[4] 邵为谠,罗智,蒋东红,等.兼产喷气燃料和重整原料MHUG技术的工业应用[J].石油炼制与化工,2011,42(2):14-18
[5] 宋鹏俊,阚宝训,赖全昌,等.柴油加氢改质MHUG-Ⅱ装置长周期运转分析及潜能预测 [J].石油炼制与化工,2016,47(4):7-11
[6] 蒋东红,任亮,辛靖,等.高选择性灵活加氢改质MHUG-Ⅱ技术的开发[J].石油炼制与化工,2012,43(6):25-30
[7] Eng O T,Kennedy J E.FCC light cycle oil:Liability or opportunity [C]//NPRA Annual Meeting,Washington D.C.,2000,AM-00-28
[8] 胡志海,蒋东红,石玉林,等.RICH工艺研究与开发[C]//中国石油学会第四届石油炼制学术年会论文集,北京:石油工业出版社,2001:241-243
[9] Hunter M,Gentry A,Brown K,et al.MAKFining-premium distillates technology the future of distillate upgrading [C]//NPRA Annual Meeting,Washington D.C.,2000,AM-00-18
