基于Mastercam方形长优力胶的数控加工方法的研究
2018-01-30高育森张翔林建吴传宇
高育森,张翔,林建,吴传宇
(福建农林大学机电工程学院,福建福州350002)
引言
优力胶,又称聚氨酯PU弹性体,是一种介于塑料和橡胶之间的新型材料,具有塑料的刚性、橡胶的弹性,强度好、压缩变形小、有缓冲、静音、减震、耐磨、耐高温等特点[1]。目前被广泛应用于冶金、汽车、建材、体育、重型机械、大型冲压设备的减震垫板、垫块、弹簧,以及做各种金属板、管的冲材模。以及通用机械设备的摩擦,起缓冲或减震作用,是理想的模具弹簧,是橡胶无法替代的材料[2]。由于它的特殊特性,机械加工的难度大,特别是长条优力胶,加工起来更加困难。本文以在长条方形优力胶上加工槽为例,如图1、图2所示。运用Mastercam对50 mm×50 mm×500 mm规格长条优力胶的进行数控加工研究。
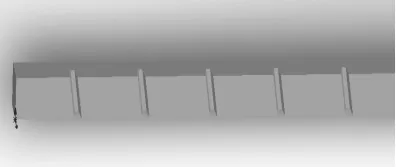
图1 工件的三维图

图2 槽形
1 工件工艺分析
此工件的加工工艺主要包括夹具的设计、加工方式的选择及对刀点的确定、加工参数的选择等
1.1 夹具的设计
夹具设计的好坏直接影响到工件的加工精度、加工效率等[3]。由于优力胶的弹性强,夹紧时容易压缩,很难夹紧工件。对于长条优力胶的夹紧更为困难。如图3所示,本夹具的设计采用的是压板压紧,用螺钉旋紧。实物夹紧如图4所示。由于加工后槽侧面会出现毛刺及毛坯工件的尺寸不固定,导致卸料时难度大,设计时,上压板的设计宽度应比材料的尺寸大一些,整个工件的夹紧主要靠压板的压力作用。

图3 三维夹具
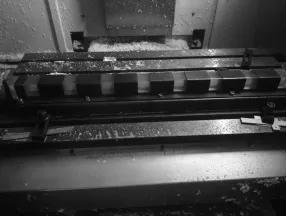
图4 实体夹具
1.2 加工方式的选择
当采用顺铣加工时,切屑力在工件上的垂直切削分力始终压下工件,这对工件的夹紧有利;逆铣加工时垂直切屑分力向上,工件有被抬起的趋势,容易产生振动现象,不利于工件的夹紧[4]。结合本夹具的设计,本加工采用顺铣方式。由于优力胶有缓冲,弹性好,加工的刀具需要锋利,转速高,走刀速度要求快,所以采用的刀具为白钢刀,这样可减少加工时刀具对工件的挤压,提高加工的精度。
1.3 对刀点的确定
零件的加工程序及程序中刀具的运动轨迹完全是在工件坐标系中规划的,编程前要对刀具的走刀路径进行分析[5]。刀具铣刀边界时,容易造成挤压的现象,无法把材料铣掉,只是把材料挤出,当刀具返回时,材料跟着弹回。选择一个合适的对刀点可以减轻上述的现象。下页图5对刀点加工时直接从工件上入刀,加工出来时Y轴两边无法把材料加工掉。采用下页图6的入刀方式可以达到预期的效果。
2 工件的数控加工
2.1 建立工件坐标系
打开Mastercam,根据所加工工件材料的尺寸要求画出相应的二维图,并保存二维图。由于不同版本的软件,默认的工件坐标系各不相同,所以对于不同文件的导入都需要进行工件坐标系的建立。打开【WCS】中的动态WCS建立工件坐标系,并在【WCS】中的视图管理器中确认工件坐标系方向[6]。图7为加工的优力胶的工件坐标系。

图5 刀具入刀位置一
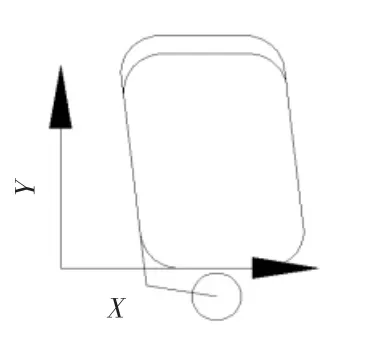
图6 刀具入刀位置二
2.2 加工参数的选择
建立好工件坐标系后,接下来要对工件的加工参数进行选择,见图8。点击【机床类型】/铣床/默认,点击【加工路径】/标准铣槽,对弹出的对话框进行参数的设定。根据上述对优力胶加工分析,进行各参数的设定[7]。在下刀速率、提刀速率、切削方式、切削深度都一样,且在打开切削液的条件下,进行三组不同转速和进给速率的实验加工对比。
2.3 工件的数控模拟加工
参数设定完成后,点击【选择所有操作】后,点击【模拟已选择操作】,确认无误后,点击【验证已选择操作[8],到此,所加工的优力胶分析设定完成,图9为工件加工的刀具路径模拟结果。
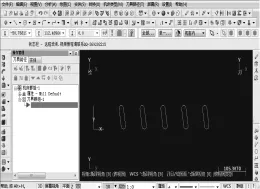
图7 加工槽形二维图

图8 加工参数设置

图9 刀具路径模拟
2.4 生成NC代码
确认工件的模拟加工准备无误后,利用软件自动生成加工NC代码,并对NC代码进行检查,最后保存代码文件[10]。以下为加工本论文为例的长条优力胶的部分代码。
O0000(3)
(DATE=DD-MM-YY-15-09-17TIME=HH:MM-18:43)
(MCXFILE-D:DESKTOP�8180后背门板铣槽3.MCX-5)
(NCFILE-D:DOCUMENTSMYMCAMX5MILLNC3.NC)
(MATERIAL-ALUMINUMINCH-2024)
(T1|1/2 BALLENDMILL|H1)
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
N106 G0 G90 G54 X113.8942 Y7.51 A0.S2500 M3
N108 G43 H1 Z20.M8
.....................
.....................
N318 M5
N320 G91 G28 Z0.M9
N322 G28 X0.Y0.A0.
N324 M30
%
3 实体加工效果对比及刀具的变化
图10上部分为顺铣加工件,下部分为逆铣加工件,明显看出顺铣所产生的毛刺比逆铣少,故选择顺铣,这样可以减少装夹难度及后续对工件的处理。
如图11用0.4 μm的样板对SRM系列表面粗糙度测量仪进行调试后,在顺铣的条件下,分别对六种不同组合参数所加工的工件进行表面粗糙度测量。测量结果如表1。

图10 顺铣与逆铣毛刺对比图
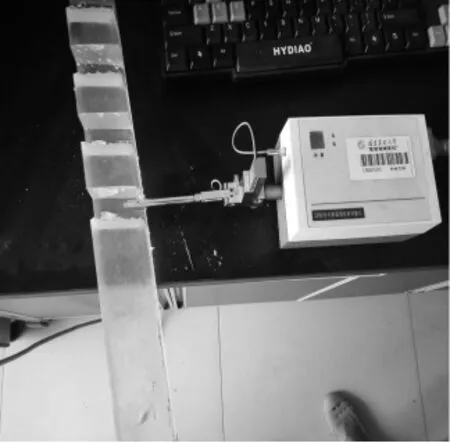
图11 表面粗糙度测量

表1 各参数组合及相应表面粗糙度值
从这六组数据可以分析出当选择进给率为300时,工件的表面粗糙度比进给率为400的工件小,故加工时选择的进给率为300。表中可以看出,转速越快,表面粗糙度越小,理论上应选择4 000 r/min,实验加工经验得出当采用4 000 r/min的转速时,虽然加工表面粗糙度小,但加工一段时间后,由于加工时工件和刀具产生的温度高,摩擦大,加工产生的声音大,刀具容易被磨损及烧伤(下页图18所示)。选择2 000 r/min时,工件表面粗糙度大且加工时产生的噪音也大。综上所述当选择转速为3 000 r/min,进给率为300时为本工件加工所选择的较合理的参数。

图12 参数1加工工件
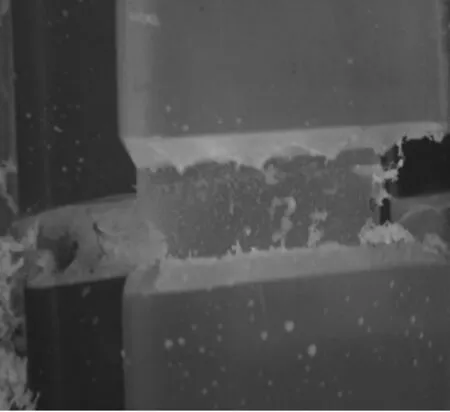
图13 参数2加工工件
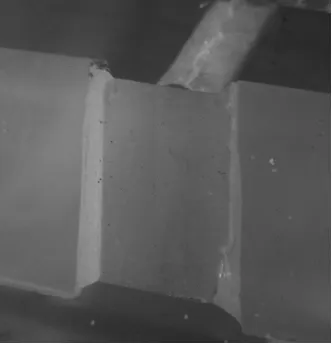
图14 参数3加工工件

图15 参数4加工工件

图16 参数5加工工件

图17 参数6加工工件
4 结语

图18 加工刀具
近几年来,先进制造技术迅速发展,先进的CAD/CAM软件为制造技术提供了强大的技术的支持,大大地缩短了加工时间及编程的效率。运用CAD、Solidworks等软件配合Mastercam进行加工分析、编程,提高了设计、生产的效率[10]。优力胶的特殊性会引起它在工业上广泛的运用,对其加工的研究有着极其重要的意义。经大批量生产加工验证:对于本形状方形长条优力胶加工工艺、夹具设计及参数的选择是有效可行的,对其他类似不同形状的优力胶加工具有一定的参考价值。
[1]山西化工研究所.聚氨酯弹性体手册[M].北京:化学工业出版社,2001.
[2]洪桂香.聚氨酯弹性体的发展趋势[M].化学工业,2015,33(12):24-27.
[3]李丽萍.数控铣削加工工艺路线对加工精度的影响[J].苏州市职业大学学报,2011(10):44-46.
[4]沈剑锋.数控铣床加工过程中的顺铣和逆铣探究[J].职业,2009(3):170.
[5]牛禄峰,高秀兰,王宝.数控机床编程技术及对刀操作中的几个问题[J].机床与液压,2006(6):48-51.
[6]马志国.Mastercam2017数控加工编程[M].北京:机械工业出版社,2017.
[7]北京兆迪科技有限公司.MastercamX6宝典[M].北京:机械工业出版社,2017.
[8]杨秀文.MasterCAM应用教程[M].北京:清华大学出版社,2009.
[9]余虹波,王三武.基于Pro/E和Mastercam的模具设计与数控加工[J].机械设计与制造,2008(3):204-206.
[10]杨文妃.试论我国机械制造技术的现状及发展[J].机械管理开发,2012(6):209-210.