基于信捷一体机的电机定转子冲压的新扭槽自动控制系统
2018-01-24洪磊,封峰,沈浩
洪 磊,封 峰,沈 浩
(扬力集团股份有限公司,江苏 扬州 225127)
电机定转子冲片是电机的重要部件,定转子冲片的质量对电机性能有直接影响。定转子冲片是由导磁率高、损耗低的硅钢片制成。
传统的电机定转子生产工艺效率低、成本高,一般都是基于单工位模具用普通压力机冲出定、转子单冲片,再经过机械齐片,铆接、扣片等工艺,最终制成铁芯。电机定转子冲压工艺生产已经能够实现自动控制,形成定转子冲压自动化生产线[1]。而且已广泛采用基于多工位级进模具,采用高速机密压力机生产自动叠片结构的铁芯,根据定转子工艺需求实现扭槽功能,即可自动调整定转子回转和扭斜叠斜槽的角度。因此,在高速精密压力机冲压电机定转子时,需要设计一种控制系统实现扭槽功能,在冲压时以一定的角度同步扭转电机定转子,以实现自动叠铆定、转子散片[2]。
1 控制系统组成
本文介绍的电机定转子冲压控制系统包括两部分:P2H系列高速精密压力机控制系统,电机定转子带回转和扭斜控制装置子系统两部分。
1.1 压力机控制系统
扬力P2H型闭式双点高速精密压力机具有三高特点:精度高、强度高和刚度高。整机采用齿轮驱动,传动轴左右方向布置,传动结构紧凑,运转平稳,耐冲击磨损,运转噪声低。齿轮采用高强度齿轮传递,高强度齿轮具有齿轮精度高、齿面硬度大,齿面淬火后经磨齿处理、承受载荷大等优点,且重量轻、转动惯量小、外形美观。适用于冲裁、冲孔、落料等工艺,特别适合于大尺寸或多排高精密定转子等高强度薄板类连续冲压工作,可大大提高生产效率。
如图1所示,压力机控制系统包括Omron NJ控制器、昆仑通态嵌入式触摸屏、汇川变频器、主电机、电子凸轮编码器以及其他压力机设备,如光电保护、快速换模装置等。控制器与触摸屏直接以网线实时通讯,触摸屏通过模拟量模块控制并反馈变频器输出的频率、电流、电压。电子凸轮角度编码器安装在压力机曲轴端部,其信号线接入电子凸轮CAM335控制器,并将曲轴转过的角度信号提供给NJ控制器,同时将实时角度位置显示在操作面板的跑马灯上。
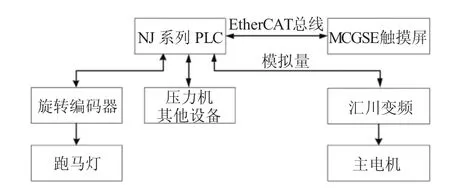
图1 压力机控制系统
1.2 扭槽控制系统
本文重点介绍的扭槽控制系统是基于信捷一体机的新控制系统,其由信捷一体机、步进电机驱动器组成。在压力机运行时,取电子凸轮角度信号作为压力机与扭槽控制系统的同步型号,同时自动送料和出料装置也一起同步运行,根据模具工艺要求,在信捷一体机触摸屏画面中设定步进电机脉冲数,控制器输出脉冲信号给步进驱动器,步进驱动器提供动力输出给步进电机。
高速精密压力机每冲压一次,控制步进电机转一次,步进电机的具体角度数由脉冲数决定。控制定转子扭斜的步进电机动力输出由步进驱动器提供,步进电机的输出轴与模具内定转子冲片回转机构硬性连接。图2所示为电机定转子冲压控制装置原理图。
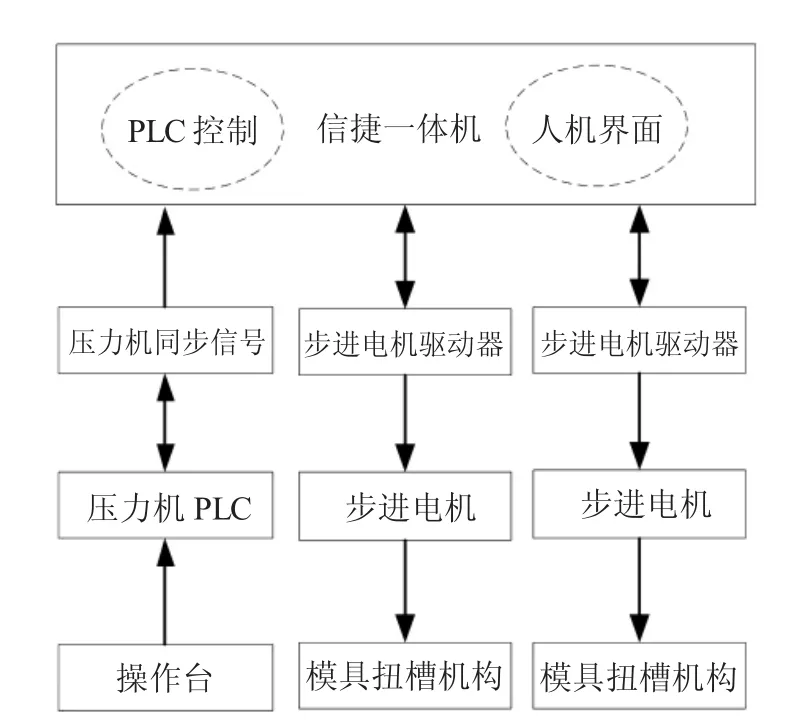
图2 新扭槽控制系统原理图
本文介绍的新扭槽控制系统比旧系统更加简单、便捷。旧扭槽控制系统原理图如图3所示,其从PLC要经过工业交换机与MCGSE触摸屏画面和主PLC进行通讯,此系统成本是新系统的两倍,而且接线、安装都比较繁杂,新系统只要在压力机机身上开一小孔,将其安装上即可,接线也简单,PLC与触摸屏集成在一起,无需另外编写程序,维护也方便。
2 结束语
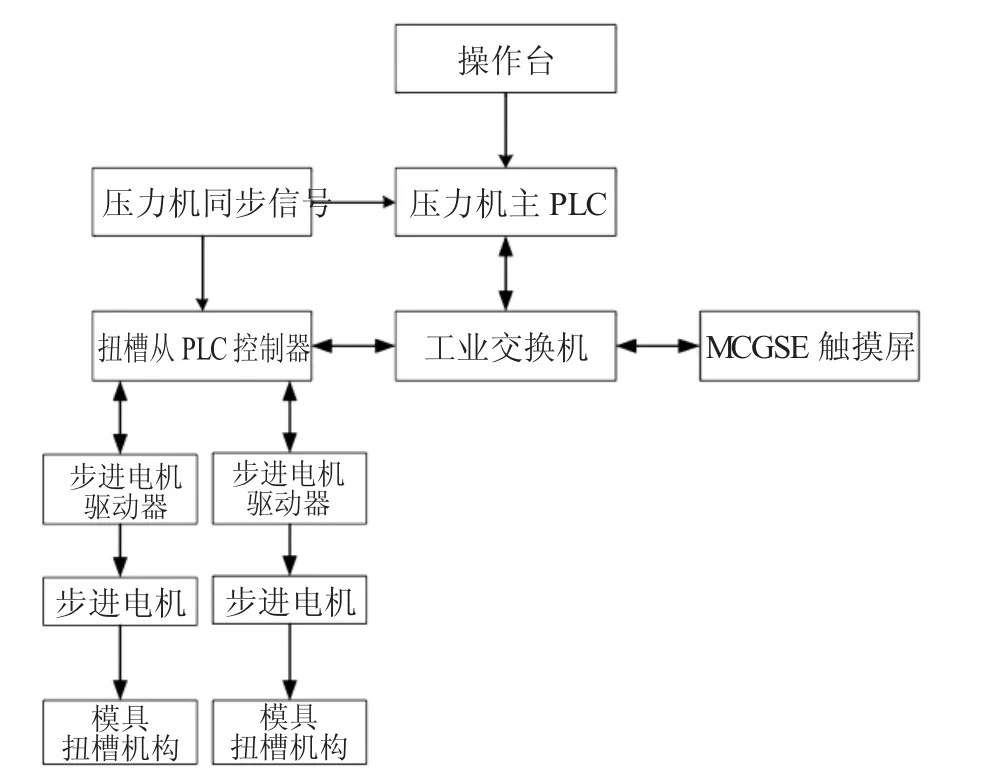
图3 旧扭槽控制系统原理图
本文设计开发的新电机定转子扭槽控制系统,以P2H系列闭式双点高速精密压力机为主体,配套电机定转子带扭槽控制装置的定转子多工位级进模具,实现了电机定转子自动化生产,不仅使客户生产各型号电机能力大大提高,而且相比之前的扭槽控制系统,新扭槽控制系统不仅保证了电机的高稳定技术性能,满足大规模生产的需要,而且更加简洁方便,更具竞争力。
[1]汤世松,仲太生,王寅飞,等.电机定转子冲压控制系统的设计[J].锻压装备与制造技术,2015,50(5):44-46.
[2]胡 超,魏国勇,窦 磊,等.调速压力机自动停准上死点方法[J].锻压装备与制造技术,2010,45(3):27-28.
[4]阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,1999:56-100.
[5]OMRON技术控制中心.SYSMAC CS/CJ系列可编程序控制器指令参考手册.OMRON,2003.
