冲压模具设计之预防弯曲件回弹措施
2018-01-24申东东薛子闯
申东东,薛子闯
(鹤壁职业技术学院,河南 鹤壁 458030)
把板材、型材或管材弯成一定角度和形状,形成一定形状的工件的冲压成形工艺方法称为弯曲。弯曲成形应用十分广泛,在冲压生产中所占的比重较大。弯曲回弹是弯曲成形工艺过程中不可忽视的问题,弯曲回弹会造成零件的形状和尺寸误差,使得很难获得质量合格的产品。研究弯曲回弹的因素,采取相应的方法,是保证弯曲件质量合格的重要措施。
1 弯曲件的回弹
弯曲变形中存在弹性变形部分,当外力去除后,塑性变形会保留下来,而弹性变形就会消失,制品离开模具后,产生了弹性变形,使得弯曲件的形状和尺寸都与加载外力时不一致,这种现象称为弯曲件回弹。(如图1)
ΔR = R - Rt弯曲半径回弹值(mm); Δβ =( β-βt)/2 制品角度补偿量;R为制品的实际弯曲半 径 (mm);Rt为加载时的弯曲半径(mm);β为制品的实际弯曲角的补角;tβ为加载时弯曲角的补角。回弹值是指模具闭合状态时制品的弯曲半径和弯曲角与回弹后制品的实际尺寸之差。

图1 弯曲件的回弹
2 影响回弹的主要因素
为了进一步掌握回弹的规律,从而在实际生产中设计弯曲模具时可以有针对性地对模具进行修正,需要对影响回弹的因素进行分析和研究。
(1)材料的力学性能。材料的屈服极限越大、弹性模数越小、加工硬化越剧烈,其相应的弯曲变形的回弹也越大。弯曲件的相对弯曲半径相等时,在加载过程中其外表面的切向变数值相等;但在卸载时材料不同回弹也不同,弹性模数较大的退火软钢的回弹量小于软锰黄铜。
(2)弯曲半径。当相对弯曲半径比较小时,弯曲毛坯的外表面上的总切向变形程度增大,相应的塑性变形弹性变形部分也都会同时增大。但在总的变形中,弹性变形所占的比例反而会减小,所以弯曲回弹量也相应较小。同理,当相对弯曲半径较大时,其弯曲回弹量的数值也大,这就是曲率半径很大的零件不易弯曲成形的原因。
(3)弯曲角。弯曲角越大,意味着变形区的长度越大,回弹角也越大,但是弯曲角的大小对曲率半径的回弹没有影响。
(4)毛坯非变形区的变形与弹复。一般情况下,弯曲件都是由变形区和非变形区组成,如V形件和U形件的圆角部分是变形区,而其直线部分是非变形区。在实际生产中,为了使变形区产生弯曲变形达到形成零件形状的目的,但是在模具的作用下,也会使非变形区产生一定的变形。卸载外力后,非变形区也会同样产生与加载外力时变形方向相反的回弹。
(5)弯曲力。在实际生产中,多采用带一定校正作用的弯曲方法。弯曲力越大,相应的校正力也大。当校正力很大时,就完全改变了变形区材料的应力状态,直接影响弯曲后的回弹。
(6)摩擦。弯曲毛坯表面和模具表面之间的摩擦,可以改变弯曲毛坯各部分的应力状态,相应的就会影响弯曲回弹。
(7)材料性能的波动、板厚的偏差。材料性能的波动、板厚的偏差,都会对弯曲过程产生影响,这种影响是多方面的,最终将影响弯曲回弹。
3 回弹值的确定
由于影响回弹值的因素很多,且又有很多因素是互相影响的,所以要精确计算回弹值是很复杂的。在生产中是经过简单的近似计算初定回弹值的大小,然后在试模时再修正确定。当相对弯曲半径r/t≥10时,卸料后弯曲件的角度和圆角半径变化较大,在此情况下,凸模工作部分的圆角半径和角度可按如下公式计算:(结合图1)。
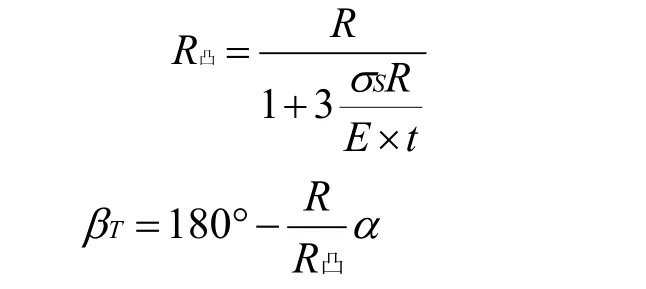
式中:R凸——凸模工作部分的圆角半径(mm);R——弯曲件的圆角半径;Sσ——弯曲件材料的屈服值;E——弯曲件材料的弹性模量值;Tβ——凸模圆角部分中心角;α——弯曲件圆角部分中心角。
4 预防回弹的措施
(1)补偿法克服回弹。在凸模或凹模上做出等于回弹角的斜度。 注意点:此方法弯曲角度会不太稳定,表面容易擦伤(图2)。
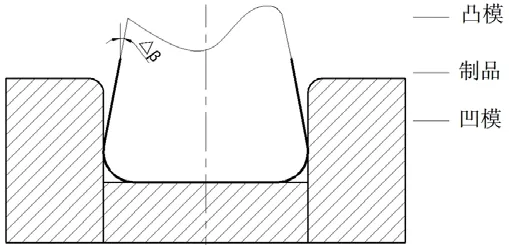
图2 补偿法克服回弹
(2)校正弯曲的方法克服回弹。使应力集中在变形区,加大变形区的塑性变形程度克服回弹。此结构折弯角度容易控制,角度稳定(图3)。
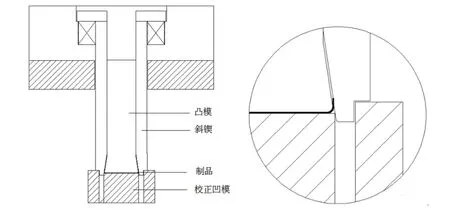
图3 校正法克服回弹 放大图 10:1
(3)增加拉应变的方法克服回弹。对于相对硬度不是很大的板料弯曲,可用增加压料力或减小凸凹模间隙的方法来抑制克服回弹现象的发生(图4)。

图4 增加拉应变的方法克服回弹
(4)改进弯曲件的设计克服回弹。在弯曲区压制加强筋(凸苞),以提高零件的刚度,抑制回弹(图5)。

图5 压制加强筋的方法克服回弹
(5)改进弯曲的工艺克服措施:①分步弯曲。在弯曲区先预弯45ɑ,再折弯成90ɑ, 这样可以提高零件的折弯角度,控制回弹。②借助拉弯模具。在弯曲过程中先对坯料施加一定的拉伸应力,使坯料截面内的应力略大于材料的屈服强度极限值,然后在拉力的作用下同时进行弯曲成形。③用橡胶或聚氨脂制作凹模。通过调整凸模压入橡胶或聚氨脂凹模的深度值,掌握好弯曲力的大小,以得满足质量要求的弯曲制品(图6)。
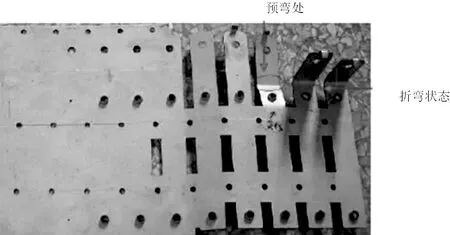
图6 预弯的方法克服回弹
5 结语
弯曲件的回弹是影响制品质量的主要因素之一,掌握回弹规律,确定回弹值的大小,在模具结构等方面采取克服回弹的措施,是保证制品质量的有效方法。
[1]杨连发.冲压工艺与模具设计[M].西安.西安电子科技大学出版社.2014.01.
[2]徐政坤.冲压模具设计与制造[M].北京.化学工业出版社.2010.10.
[3]杨可桢.机械设计基础[M].北京.高等教育出版社.2013.12.
