银过渡层对钢/铌激光焊接头组织及性能的影响
2018-01-23
(1.江苏科技大学 材料科学与工程学院,江苏 镇江 212003;2.中国石油西南油气田分公司 工程技术研究院,成都 610017)
0 序 言
现代飞机的各项技术性能,如飞行速度、升限、航程、装载能力等,在很大程度上依赖于先进的高推重比航空发动机的应用,因此,提高航空发动机推重比对改善飞机性能意义重大[1]。
不锈钢具有强度高、塑形和耐蚀性好等优点,应用于航空发动机的诸多部件[2-3]。铌合金具有比强度高、热强性和高温耐蚀性优良等优点,是非常有发展前途的航空发动机用轻质耐高温结构材料[4]。用铌合金局部代替不锈钢,可以提高航空发动机工作温度、减轻其重量,使航空发动机具有更高的推重比,满足新一代飞机对高推重比航空发动机的需求。
用铌合金部分取代不锈钢,必然要涉及到铌合金与不锈钢的连接问题。已有研究结果表明,铁-铌金属间化合物的生成是降低接头强度的主要原因,其中Fe2Nb降低接头强度的作用最显著[5]。目前主要采用爆炸焊、熔钎焊、钎焊等方法焊接不锈钢与铌合金。但是采用钎焊和熔钎焊焊接不锈钢与铌合金,普遍存在接头强度低的问题[5-9]。而采用爆炸焊焊接不锈钢与铌合金,虽然可以得到高强度的焊接接头,但是该方法只能够焊接大面积层状金属复合材料,无法焊接对接等接头形式的构件,存在接头形式单一的问题[10-11]。激光焊具有热输入小、焊接能量和加热位置精确可控等特点,非常适合钢与铌等活泼金属的连接[12-15]。因此,大力发展不锈钢/铌合金复合结构的激光焊接技术,可以促进其在飞机制造业中的推广应用,对于提升国内先进飞行器的整体制造水平具有重要意义。
文中拟以钢/铌激光焊为研究对象,探讨银过渡层对接头组织及性能的影响规律,为钢/铌异种金属的焊接提供理论指导和技术支持。
1 试验方法
试验所用母材为纯铌和304不锈钢。 过渡层材料选用纯银。 母材被线切割成50 mm×25 mm×2 mm的平板,过渡层材料被线切割为50 mm×2 mm×(1,0.8,0.6,0.4,0.2)mm的薄片。在焊接前,先用砂纸打磨试样表面以去除表面氧化膜和油污,再用脱脂棉分别蘸取丙酮和酒精清洗试件表面,确保材料表面清洁没有污染。 将过渡层预置于钢/铌对接面处进行焊接,激光束作用于过渡层中心线上。焊接参数为:激光功率P=2 kW,焊接速度v=1.2 m/min,离焦量△f=0。焊接过程使用氩气作为保护气体,前保护气流量Q1为15 L/min,背保护气流量Q2为15 L/min。
焊后采用线切割截取金相试样,经打磨、抛光后采用铌合金腐蚀液(HNO3∶HF=1∶3)进行腐蚀。 腐蚀好的试样用扫描电镜、能谱仪等分析测试手段对焊缝组织进行分析。 采用电子万能试验机进行室温拉伸试验,室温抗拉强度测试的加载速度为2 mm/min。
2 试验结果及分析
2.1 银过渡层对接头强度的影响
采用1 mm厚度的银过渡层进行了钢与铌的激光焊接试验,焊后接头表面形貌如图1所示。从图中可以看出采用银过渡层的焊缝成形良好,无表面成形缺陷产生。上述试验结果表明银可以作为连接钢与铌的候选过渡层材料。
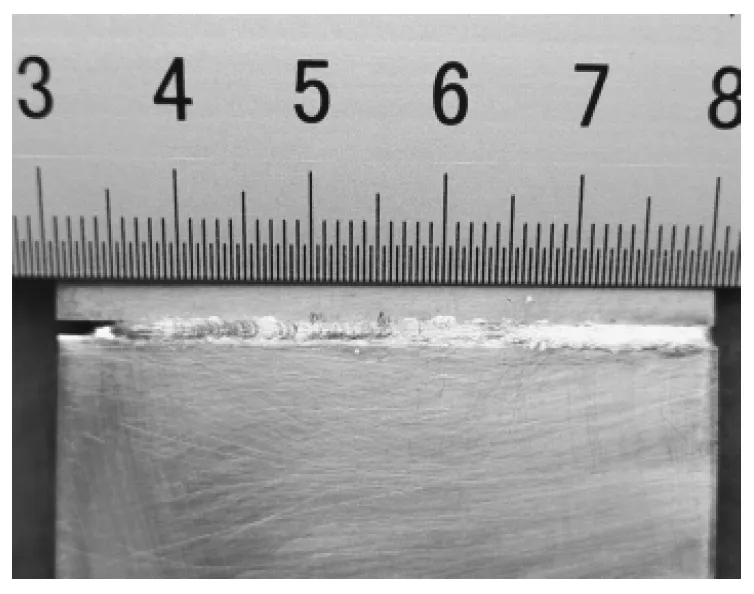
图1 添加银过渡层的接头表面形貌
使用1 mm厚度的银作为中间层的焊缝显微组织如图2所示。 表1为图2中A,B相的能谱分析结果。从图2可以看出,采用银作为中间层的焊缝显微组织是由基体相A和弥散分布在其上的相B组成。由能谱分析结果可知相A和相B都是银晶体。表明焊缝主要是由银组成,银层有效阻隔了铁、铌原子之间发生互扩散,因而阻止了铁-铌金属间化合物的生成,实现了钢和铌的连接。此外,银的塑性和韧性很好,可以通过塑性变形使接头的应力得到松弛,也有利于接头强度的提高。
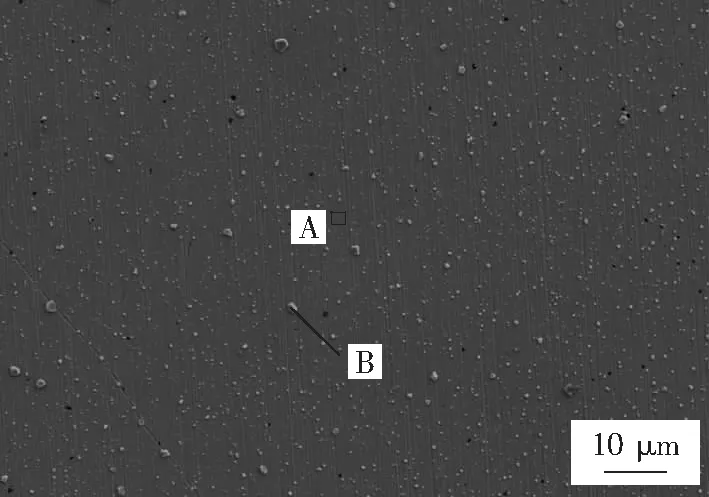
图2 使用银作为中间层的焊缝显微组织
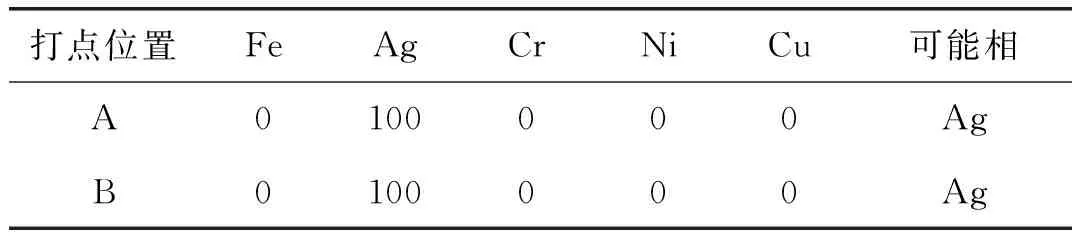
打点位置FeAgCrNiCu可能相A0100000AgB0100000Ag
2.2 银过渡层厚度对接头组织和力学性能的影响
图3为银过渡层厚度对接头强度的影响规律。可以看出,接头强度随着银过渡层厚度的增大而增大,当银过渡层厚度为1 mm时,接头强度达到198 MPa,表明银过渡层厚度对接头强度有重要影响。
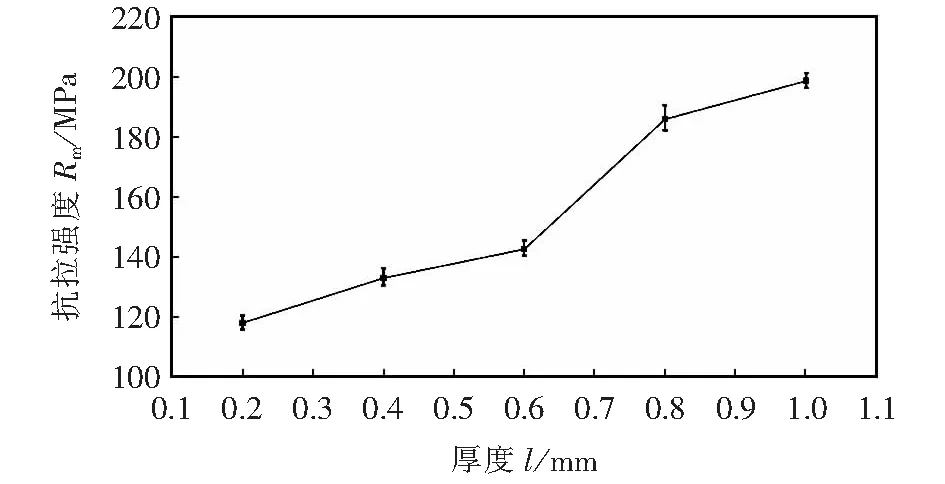
图3 银层厚度对接头强度的影响
使用不同厚度银过渡层的焊缝显微组织如图4所示。图4中各个相的能谱分析结果见表2。使用0.2 mm厚度银过渡层的焊缝显微组织是由基体相A和分布在其上的相B组成(图4a)。结合能谱分析结果(表2)可知相A是奥氏体γ相,相B是Fe2Nb。因为银过渡层厚度仅有0.2 mm,所以对铁、铌原子互扩散的阻碍作用十分微弱,铁、铌原子可以通过互扩散充分混合。随着温度降低,将首先从液相中析出奥氏体,当奥氏体中的铌含量超过其固溶度极限时,就会自奥氏体中脱溶析出Fe2Nb。因为Fe2Nb是硬脆相,所以当焊缝组织中出现Fe2Nb时,接头强度很低。
当银过渡层厚度由0.2 mm增加到0.4 mm时,焊缝显微组织是由基体相C组成(图4b)。结合能谱分析结果(表2)可知相C是银基固溶体.当银过渡层厚度为0.4 mm时,焊缝金属主要是由银组成,因为铁的熔点远低于铌,所以焊缝中也含有少量的铁,而铌由于熔点很高,因而在焊缝中没有发现铌。由铁-银相图可知[15],尽管铁和铜之间不形成金属间化合物,但是二者之间互溶度极低,因此在快速冷却条件下铁来不及析出,就会形成银基过饱和固溶体。因为基体相是软韧的银基固溶体,所以接头强度较高。
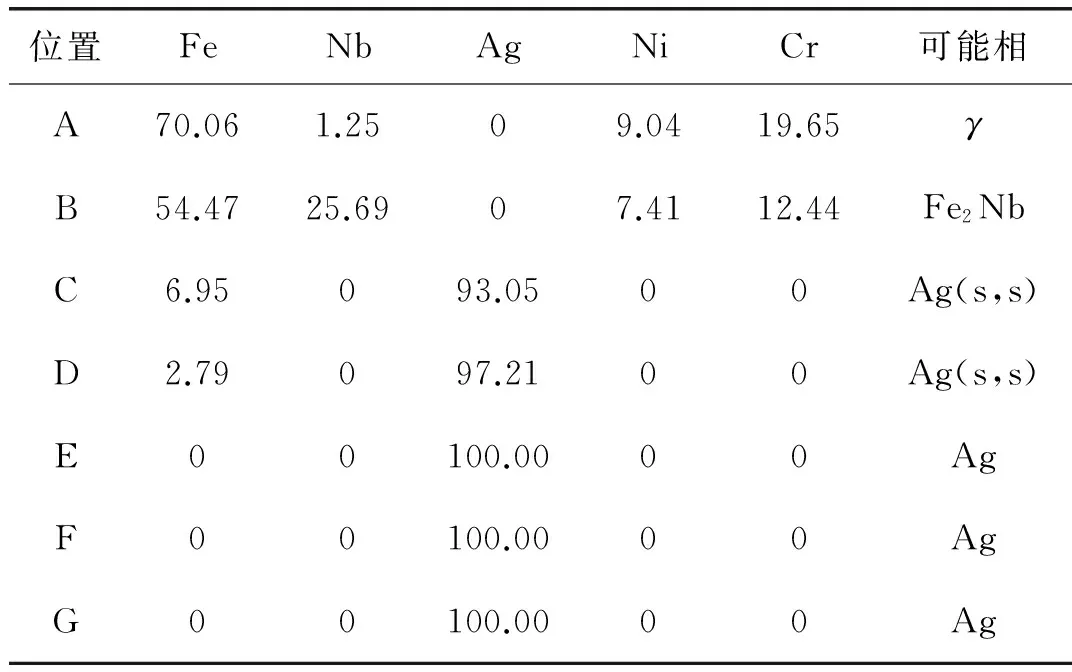
表2 特征区元素含量(原子分数,%)
随着银过渡层厚度进一步增加,可以获得和图4b相似的显微组织(图4c,4d,4e)。它们之间的主要差异是随着银层厚度的增加,显微组织中铁含量减少。这主要是因为随着银层厚度增加,对铁、铌原子互扩散的阻碍作用逐渐增强,导致焊缝中的铁含量减少。

图4 使用不同厚度银过渡层焊缝的显微组织
3 结 论
(1)采用纯银作为过渡层材料焊接钢与铌,可以实现钢与铌的连接,焊后接头表面成形良好,无成形缺陷产生。
(2)随着银过渡层厚度增加,银过渡层对于Fe2Nb形成的阻碍作用增强,接头强度也随之提高,当银过渡层厚度为1 mm时,接头强度达到198 MPa。Fe2Nb的生成是降低接头强度的关键因素。
[1] Lu Z L,Lu F,Cao J W,et al. Fabricating hollow turbine blades using short carbon fiber-reinforced SiC composite[J]. The International Journal of Advanced Manufacturing Technology,2013,69(1-4): 417-425.
[2] Arivazhagan N,Singh S,Prakash S,et al. Investigation on AISI 304 austenitic stainless steel to AISI 4140 low alloy steel dissimilar joints by gas tungsten arc,electron beam and friction welding[J]. Materials and Design,2011,32(5): 3036-3050.
[3] Magnabosco I, Ferro P, Bonollo F, et al. An investigation of fusion zone microstructures in electron beam welding of copper-stainless steel[J].Materials Science and Engineering: A, 2006, 424(1): 163-173.
[4] Gupta R K,Anil Kumar V,Karthikeyan M K,et al. Investigation of cracks generated in columbium alloy (C-103) sheets during deep drawing operation[J]. Journal of Failure Analysis and Prevention,2010,10(3): 228-232.
[5] 李 鑫,郑剑平,赵 俊. Nb-1Zr合金与304不锈钢熔钎焊的接头特性[J]. 焊接学报,2011,32(3): 105-108.
[6] 马 雁. Nb-1Zr合金与不锈钢焊接结合层的研究[D]. 北京: 中国原子能科学研究院硕士学位论文,2003.
[7] Budkin Yu V,Sokolov Yu A. A target-oriented method of producing the required temperature field in the weld zone of dissimilar materials[J]. Welding International,2012,26(4): 297-302.
[5] 齐立君,蔡洪涛. Nb-1Zr与1Cr18Ni9Ti高温真空钎焊工艺研究[C]. 北京: 中国核学会核材料分会2007年度学术交流会论文集,2007: 142-145.
[9] Kumar A, Ganesh P, Kaul R, et al. Process development for vacuum brazed niobium-316L stainless steel transition joints for superconducting cavities[J]. Journal of Manufacturing Science and Engineering, 2017, 139(1): 1-8.
[10] 焦永刚,马东康,郭悦霞,等. 爆炸焊接外复法制取铌-不锈钢复合棒[J]. 爆炸与冲击,2004,24(2): 189-192.
[11] 吴金平,杨英丽,赵恒章,等. Nb/304L爆炸复合板界面组织分析[J].稀有金属材料与工程,2008,37(S4): 634-637.
[12] 王 毅,段珍珍,姜秋月,等. 钴铬合金与不锈钢的激光钎焊[J]. 焊接,2016(3): 55-61.
[13] 孟根巴根,夏明生,潘文娜,等. DP600冷轧双相钢的激光焊接性[J]. 焊接,2016(8): 46-49.
[14] 王 明,程东海,范 朝,等.淬火处理对TC4钛合金激光焊接接头组织均匀性影响[J]. 焊接,2015(6): 19-22.
[15] 唐仁政,田荣璋. 二元合金相图及中间相晶体结构[M]. 长沙:中南大学出版社,2009.
